Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Инструменты повышения качества продукцииСодержание книги
Поиск на нашем сайте Как уже отмечалось, главным условием повышения конкурентоспо- собности товаров и организации является повышение качества. На- пример, компания «Дженерал электрик» расходует до 2 млрд долл. в год на программу «шесть сигм»: 1) таблица случайных событий; 2) t-тесты; 3) планирование эксперимента; 4) регрессионный анализ; 5) диаграмма Парето; 6) статистические методы контроля качества продукции (диаграм- ма рассеяния, контрольные карты). Реализация программы «шесть сигм» позволит «Дженерал элек- трик» снизить уровень дефектности до 3-4 дефектов на 1 млн из- делий. В специальной литературе приводятся несколько вариантов набора ривается семь инструментов качества: · метод расслоения информации по группам факторов, влияющих на качество процессов; · графики; · диаграммы Парето; · причинно-следственные диаграммы (диаграмма Исикавы); · гистограммы; · диаграммы разброса; · контрольные карты и контрольные листки. В этом же источнике приводятся семь дополнительных инструмен- тов качества:
Окрепилов В. В. Управление качеством: Учебник. 2-е изд. — М.: Экономи- ка, 1998.
Тема 4. Управление качеством
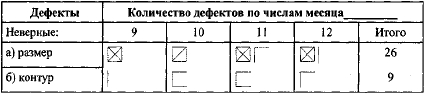
· диаграммы сродства (сходства); · диаграммы зависимостей; · системные (древовидные) диаграммы; · матричные диаграммы; · сетевые графы; · диаграммы планирования процессов; · метод анализа матричных данных. В данном учебнике приведены девять инструментов качества: 1) построение схемы процесса; 2) контрольный листок; 3) мозговая атака; 4) диаграмма Парето; 5) причинно-следственная диаграмма (диаграмма Исикавы); 6) временной ряд; 7) гистограмма; 8) диаграмма рассеяния (корреляционное поле); 9) контрольная карта. Рассмотрим сущность и область применения перечисленных «ин- струментов» качества. Схема процесса (последовательность операций, маршрутная карта и т. п.) является графическим изображением последовательных стадий процесса, дает представление о программе и может быть полезной для по- нимания взаимосвязей стадий процесса. При изучении процесса строят фактическую и оптимальную схемы его протекания, сравнивают их, нахо- дят отличия и потенциальные источники помех и трудностей. По резуль- татам изучения разрабатывают мероприятия по улучшению процесса. Контрольный листок (таблица проверок) представляет собой ин- формацию в динамике о различных дефектах для анализа количества и частоты бракованных изделий (табл. 4.4). Таблица 4.4 Контрольный
Продолжение
Р. А. Фатхутдинов. Производственный менеджмент
Таблица 4.4 (продолжение)
Мозговая атака используется, чтобы помочь группе выработать наибольшее число идей по какой-либо проблеме в возможно короткое время, и может осуществляться двумя путями: 1) упорядоченно — каждый член группы подает идеи в порядке оче- редности по кругу или пропускает свою очередь до следующего раза. Таким способом можно побудить к разговору даже самых молчаливых людей. Однако здесь присутствует некоторый эле- мент давления, что может помешать формированию идеи; 2) неупорядоченно — члены группы просто подают идеи по мере того, как они приходят на ум. Так создается более раскованная атмосфера. В обоих подходах общие правила поведения экспертов одинаковы. Желательно придерживаться следующей линии поведения: · никогда не критиковать чужие идеи. Записывать на лист или дос- ку каждую идею. Если слова видны всем, это помогает избежать неверного понимания и рождает новые идеи; · каждый должен согласиться с вопросом или повесткой дня пред- стоящей мозговой атаки; · заносить на доску или на лист слова выступающего буквально, не редактируя их; · делать все быстро, лучше всего проводить мозговую атаку за 5-15 мин. Диаграмма Парето применяется, когда требуется представить отно- сительную важность всех проблем или условий с целью выбора отправ- ной точки для решения проблем, проследить за результатом или опре- делить основную причину проблемы. Диаграмма Парето — это особая форма вертикального столбикового графика, которая помогает опреде- лить, какие имеются проблемы, и выбрать порядок их решения. По- строение диаграммы Парето основано на информации из контрольных
Тема 4. Управление качеством
карт или других источников. Диаграмма помогает ранжировать фак- торы, достигать высоких результатов при минимальных затратах. Диаграмма Парето — графический метод ранжирования Ранжирование можно осуществлять с применением корреляцион- но-регрессионного анализа1, метода анализа структуры (см. разд. 5.3), экспертного метода. Порядок построения диаграммы Парето следу- ющий: · выбор проблем (факторов, показателей и т. п.), которые необхо- димо проанализировать и решить; · ранжирование проблем; · выбор критерия сравнения и периода для анализа; · построение диаграммы нарастающим итогом слева направо (рис. 4.4); · анализ диаграммы и разработка мероприятий по улучшению важ- нейших факторов. Проанализировав рис. 4.4, приходим к выводу, что в первую оче- редь необходимо разработать и внедрить мероприятия по укреплению технологической дисциплины, затем — по доработке конструкции тех- нологической оснастки.
5 Причины брака Рис. 4.4. Диаграмма Парето для анализа причин брака конкретнойдетали
Фатхутдинов Р. А. Управленческие решения: Учебник. 5-е изд., перераб. и доп. - М: ИНФРА-М, 2002.
Р. А. Фатхутдинов. Производственный менеджмент
Причинно-следственная диаграмма (диаграмма Исикавы, диаграм- ма «рыбий скелет») является результатом структуризации проблемы (рис. 4.5).
Повышение конкуренто- способности товара
Рис. 4.5. Причинно-следственная диаграмма уровня конкурентоспособности товара: 1 — качество товара; 2 — качество сервиса товара у его потребителя; 3 — цена товара; 4 — затраты на эксплуатацию (применение) товара за его нор- мативный срокслужбы; 7.1, 1.2 и т. д. — показатели качестватовара
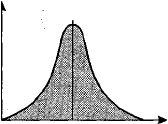
На рис. 4.4 показано, что основными факторами конкурентоспособ- ности товара являются: качество товара, качество сервиса товара у его потребителя, цена товара и затраты на эксплуатацию (применение) товара за нормативный срок службы. Для нахождения конкретных при- чин низкого уровня конкурентоспособности товара необходимо про- анализировать все структурные составляющие конкурентоспособности, выявить узкие места (проблемы) в сравнении с показателями основ- ных конкурентов, разработать и внедрить мероприятия по ликвида- ции узких мест в управлении конкурентоспособностью. На рис. 4.4 указаны не все составляющие конкурентоспособности, а только те из них, которые являются причинами отставания от конкурентов. Гистограмма — кривая, построенная по крайним верхним точкам разброса статистических данных относительно среднего значения (ме-
Тема 4-Управление качеством
дианы). Гистограмма характеризует нормальность распределения. Рас- пределения могут быть нормальными (рис. 4.6, а), островершинными (рис. 4.6, б), плосковершинными (рис. 4.6, в), смещенными влево или вправо относительно центра (рис. 4.6, г). Для оценки гистограммы при- меняются следующие критерии: среднеквадратическое отклонение, коэффициенты вариации, корреляции, асимметрии, эксцесса, критерии Фишера, Стьюдента и др. (подробнее см. учебник автора по управлен- ческим решениям1. На рис. 4.6, а и 6 технологические процессы проте- кают нормально, система «станок — приспособление — инструмент — деталь» отлаженная, на рис. 4.6, в и г эта система требует отладки.
б)
Среднее значение
Размер
Среднее значение
Размер
Временной ряд (линейный график) применяется, когда требуется самым простым способом представить ход процесса во времени, сте- пень отклонения размера от средней линии. Более совершенной фор- мой временного ряда является контрольная карта (рис. 4.7). Анализ рисунка показывает, что в целом процесс протекает нормально, но не
Фатхутдинов Р. А. Управленческие решения: Учебник. 5-е изд., перераб. и доп. - М.: ИНФРА-М, 2002.
Р. А. Фатхутдинов. Производственный менеджмент
лучшим образом, так как имеются резкие изменения контрольных раз- меров. Следует отладить систему «станок — приспособление — инст- румент — деталь», с тем чтобы исключить размеры в зоне А. Измеряемая величина
Время Рис. 4.7. Контрольная карта
Для установления силы влияния (корреляции) одного фактора на другой и направленности взаимодействия строят корреляционные по- ля (диаграммы рассеяния) — рис. 4.8. Y А Y А
Рис. 4.8. Корреляционные поля (диаграммы рассеяния)
Тема 4. Управление качеством
Анализ рисунка показывает, что связь между Х1 и Y тесная, прямоли- нейная, между Х2 и Y — тесная, гиперболическая, а между Х3 и Y связь отсутствует (линию можно провести в любом направлении). Критерии анализа приведены в учебнике автора по управленческим решениям1. Рассмотренные инструменты повышения качества применяются на передовых фирмах Японии, США, Германии и других промышленнораз- витых стран. Они применялись и на оборонных предприятиях СССР. Поэтому весьма вероятно, что борьба за конкурентоспособность, каче- ство отечественных товаров начнется с внедрения данных (в основном статистических) методов. Вместе с тем отметим, что рассмотренные инструменты применяются преимущественно при контроле техноло- гических процессов изготовления изделий обрабатывающих отраслей промышленности. Однако качество товаров примерно на 90 % фор- мируется не на стадии производства, а на стадиях стратегического маркетингаиинновационногоменеджмента. Поэтомуобеспечениекон- курентоспособности следует начинать со стадии стратегического мар- кетинга2. Отметим, что к данной проблеме необходимо применять со- временные научные подходы и принципы, методы и средства. В условиях ужесточения глобальной конкуренции ведущие компа- нии большое внимание уделяют широкому применению рассмотрен- ных инструментов повышения качеств продукции. Одним из крите- риев качества процессов является число сигм (табл. 4.5)3.
Таблица 4.5
|
||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-21; просмотров: 524; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.86 (0.011 с.) |