Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Устройство редукторного узлаСодержание книги
Поиск на нашем сайте
Редуктор монтируется на колёсной паре моторной тележки и предназначен для увеличения и передачи крутящего момента двигателя на ось колёсной пары.
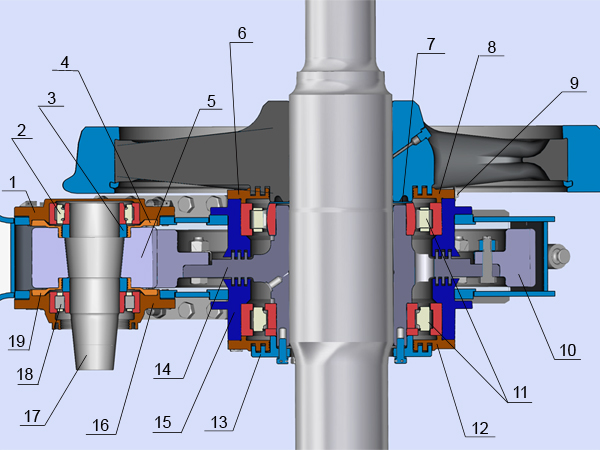
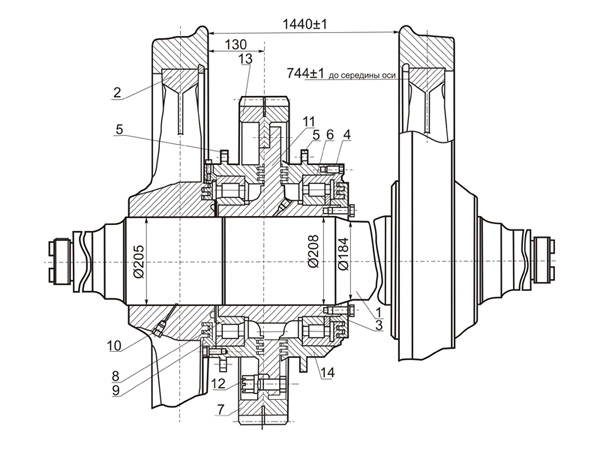
Рис.187. Редукторный узел 1,4,6,8,12,13,16,19 - крышки Большое зубчатое колесо представляет собой венец, прикрепленный к ступице колесного центра призонными болтами. Они имеют небольшую конусность и входят в отверстия с натягом. Венцы изготовляют из хромоникелевой стали 30ХНЗА и подвергают термообработке, что увеличивает срок их службы. Зубья имеют шлифованные рабочие поверхности и закалены по всему контуру на глубину 2-5 мм.
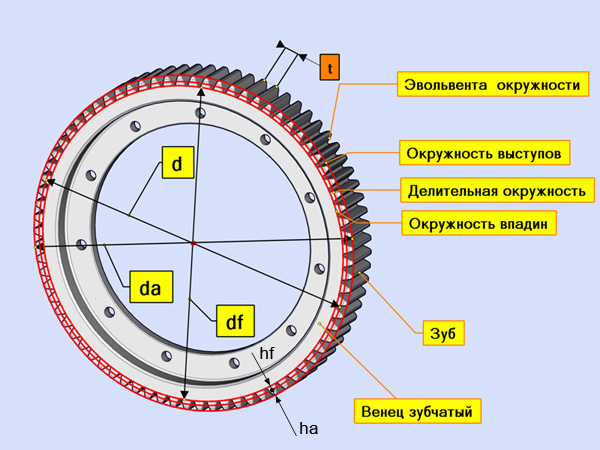
Рис.188. Венец зубчатый Диаметр делительной окружности d является одним из основных параметров, по которому производят расчет зубчатого колеса: d = m × z z – число зубьев m – модуль Модуль зацепления m – это часть диаметра делительной окружности, приходящейся на один зуб: m = t / π, t – шаг зацепления. Высота зуба: h = ha + hf, ha – высота головки зуба, ha = m hf – высота ножки зуба, hf = 1,25m Диаметр окружности выступов зубьев: da = d + 2ha = m (z + 2) Диаметр окружности впадин: df = d – 2hf = m (z – 2,5)
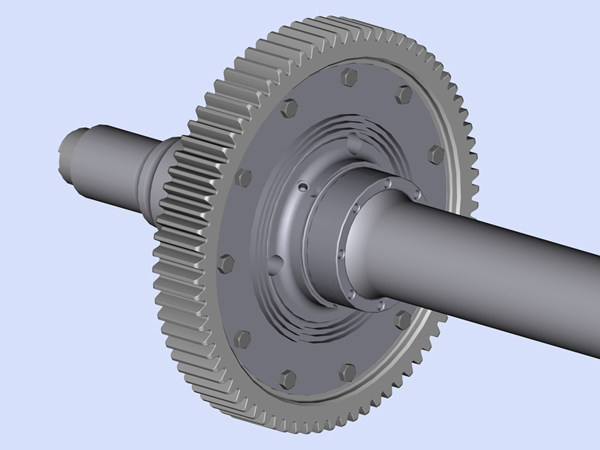
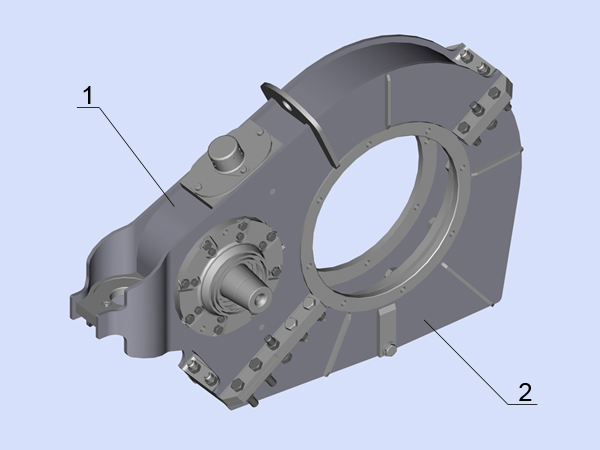
Рис.189. Большое зубчатое колесо Поскольку зубчатые венцы являются наиболее ответственными и дорогостоящими деталями редуктора, повышению их надежности уделяют много внимания. Для этого увеличивают степень точности зубчатого зацепления и повышают качество изготовления венца, в первую очередь эвольвентных поверхностей зубьев. Для повышения износостойкости зубьев применяют современный метод ионной цементации, который обеспечивает требуемую твердость и отсутствие закалочных трещин. В основе метода ионной цементации лежит метод активации тлеющим разрядом газовой среды и обрабатываемой поверхности. Создаваемая при низком давлении ионизированная атмосфера обладает высокой насыщающей способностью, обеспечивает высокое качество диффузионного слоя и высокую воспроизводимость результатов обработки. Применение ионной обработки, создающей на рабочих кромках материала износостойкий слой в 10-20 мкм, дает возможность повысить стойкость детали в среднем в 2 раза. Этот фактор имеет важное значение, так как используемые материалы являются трудно обрабатываемыми. Геометрию зубчатых колес контролируют электронными зубоизмерительными устройствами. В качестве опоры редуктора на ось колесной пары служат два роликовых подшипника, которые расположены симметрично относительно продольной оси редуктора (они смонтированы справа и слева от большого зубчатого колеса). Корпус редуктора и крышки прикреплены болтами к обоймам опорных подшипников. Эти болты проходят сквозь отверстия в боковых стенках корпуса. Корпус редуктора состоит из двух частей: - верхнего корпуса (1) - нижнего корпуса (2) В верхнем корпусе смонтирован узел малой шестерни.
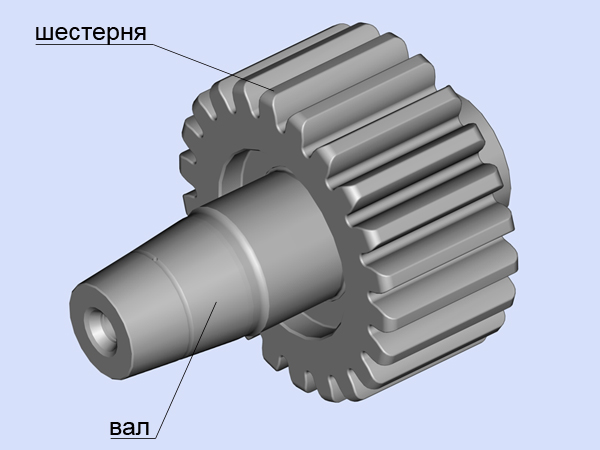
Рис.190. Корпус редуктора Оба корпуса сварные, совместно обработанные для обеспечения сборки и маркированные одним порядковым номером. Корпуса при сборке стягиваются между собой по поверхностям разъёма болтами. Две половины редуктора как одно целое охватывают ось колесной пары вместе с зубчатым колесом. Корпус редуктора не только удерживает смазку и защищает зубчатые колеса от попадания посторонних предметов и грязи, он — мощная несущая конструкция, которая обеспечивает постоянное расстояние между центрами зубчатых колес. На боковых стенках корпуса имеются усиливающие ребра, идущие к горловине. Основные элементы редукторного узла представлены на Рис. 4.7. В верхнем корпусе смонтирован узел малой шестерни. Малая шестерня состоит из венца и вала (17) с коническим хвостовиком. Венец изготавливают из хромоникелевой стали 20ХНЗА, после нарезки зубья цементируют с последующей закалкой. Зубчатый венец (5) насаживается на среднюю конусную часть вала в горячем состоянии при температуре 110-120°C.
Рис.191. Малая шестерня Узел шестерни фиксируется в корпусе крышками (1) и (16). Вал шестерни опирается на роликовые подшипники (2) и (18), установленные в гнёздах крышек (1) и (16). В передней крышке выполнено отверстие для прохода вала малой шестерни, задняя крышка - глухая. Для удобства сборки и разборки редуктора внутренние кольца подшипников установлены на вал с тугой посадкой, наружные - со скользящей. Подшипниковые узлы заполнены смазкой ЖРО. Для ее периодического добавления в крышках имеются штуцера с пробками. Зубья шестерни проходят цементацию и закалку. Закалка - термическая обработка материалов, заключающаяся в их нагреве и последующем быстром охлаждении с целью фиксации высокотемпературного состояния материала или предотвращения (подавления) нежелательных процессов, происходящих при его медленном охлаждении. Для смягчения действия закалки используется отпуск. При операции отпуска сталь нагревается и выдерживается при заданной температуре и последующем охлаждении с определенной скоростью. При этом повышается вязкость и уменьшается хрупкость и твердость изделия. Для придания металлу однородной мелкозернистой структуры (не достигнутой при предыдущих процессах — литье, ковке или прокатке) применяется нормализация (франц. normalisation — упорядочение, от normal — правильный, положенный). Нормализация это вид термической обработки стали, заключающийся в нагреве её выше верхней критической точки, выдержке при этой температуре и последующем охлаждении на спокойном воздухе. Следствием нормализации является повышение механических свойств металла (пластичности и ударной вязкости). Глубина цементированного слоя составляет 1,5-2 мм. Зубья имеют шлифованные рабочие поверхности. Заготовки венцов подвергают термообработке с последующим отпуском, затем нарезают зубья и шлифуют их рабочие поверхности на специальном зубошлифовальном станке. Для увеличения срока службы венца зубья закаливают на глубину 4-5 мм. После обработки зубья проверяют на отсутствие трещин методом магнитной дефектоскопии. Лабиринтные уплотнения, образованные кольцевыми выступами и проточками колец (3) и крышек (4), изолируют подшипники от корпуса редуктора. Между крышками (1) и (16) и верхним корпусом редуктора устанавливаются регулировочные прокладки для регулировки зазора в роликоподшипниках узла шестерни в осевом направлении. Посадка с зазором - посадка, при которой всегда образуется зазор в соединении, то есть наименьший предельный размер отверстия больше наибольшего предельного размера вала или равен ему. От попадания пыли и влаги извне подшипниковые узлы предохраняются лабиринтным уплотнением в ступице центра колеса, крышке (8) и в крышках (12) и (13). Медная шайба (7) предохраняет внутреннее кольцо подшипника (11) от воздействия ударной нагрузки при напрессовке колёсного центра на ось.
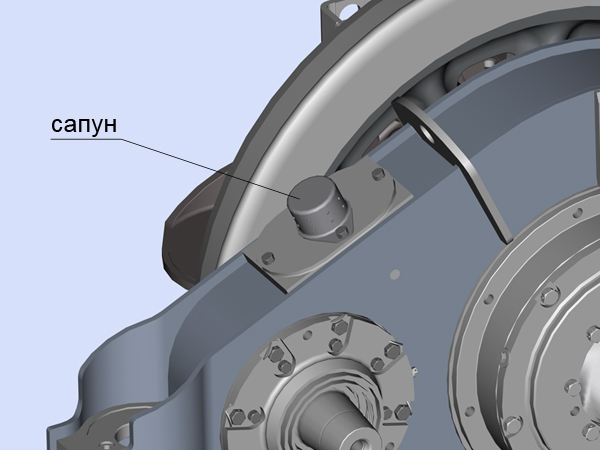
Рис.192. Люк в верхнем корпусе редуктора Осмотр зубчатой передачи производится через люк в верхнем корпусе редуктора, который закрывается съёмной крышкой с установленным на ней сапуном, предназначенным для выравнивания давления внутри редуктора, возникающего при движении, с атмосферным. Отверстия в ступице зубчатого колеса (14) служат для проверки состояния подшипников (11) во время ревизий и плановых видов ремонта.
Система раздельной смазки
Согласно Инструкции по применению смазочных материалов на локомотивах и моторвагонном подвижном составе (утв. МПС РФ 16.05.2003 N ЦТ-940) для зубчатой передаче тягового редуктора электропоездов всех серий (кроме ЭР-200) ЭТ и ЭД применяют редукторную смазку ОСп ОС: Л-летняя, З-зимняя ТУ 38.401-58-81-94 и ТУ 32 ЦТ 551-84. Тяговый редуктор имеет систему раздельной смазки. Она заключается в том, что полости подшипников заполняют густой смазкой, а в полость редуктора заливают жидкую смазку. Нижняя часть большого зубчатого колеса должна находиться в смазке. Полости друг от друга отделены лабиринтными уплотнителями раздельной смазки. В процессе эксплуатации густую смазку дополняют с помощью шприцев через пресс-масленки, установленные в крышках редуктора.
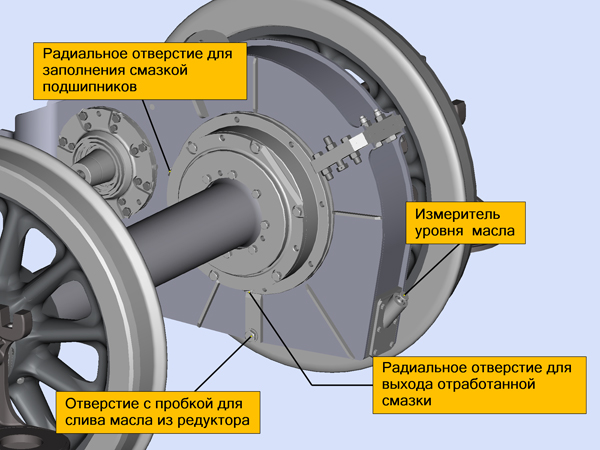
Рис.193. Отверстия для смазки редукторного узла Масло для смазки зубчатого зацепления заливается в нижнюю часть корпуса, выполненную в виде ванны, через специальное отверстие. Примечание: Смазывание осуществляется захватыванием и разбрызгиванием масла зубчатым колесом при вращении. В нижнем корпусе с помощью фиксатора установлен измеритель уровня масла. По верхней риске на металлическом стержне измерителя уровня контролируется максимально допустимый, а по нижней - минимально допустимый уровни масла. Нижнее отверстие в корпусе закрыто в эксплуатации пробкой и предназначено для слива масла из редуктора. Заполнение смазкой полости подшипников в эксплуатации производится через радиальные отверстия в крышках, закрытые пробками. Другие радиальные отверстия в крышках, закрытые пробками, предназначены для выхода отработанной смазки. Лабиринтное уплотнение, образованное кольцевыми выступами и впадинами обойм и диска ступицы зубчатого колеса, изолирует подшипниковые узлы от полости редуктора, предохраняя их от попадания масла из полости редуктора.
Шевронная зубчатая передача
На тележке моторного вагона могут устанавливаться колесные пары с шевронным зубчатым колесом.
Рис.194. Шевронная зубчатая передача 1, 11 - ось со ступицей Зубчатое колесо состоит из двух косозубых венцов, соединенных с полушаговым смещением между собой, образующих шеврон. На ведущем валу установлены безбуртовые роликовые подшипники. Шевронные колёса решают проблему осевой силы. Осевые силы обеих половин такого колеса взаимно компенсируются, поэтому отпадает необходимость в установке валов на упорные подшипники. На колесной паре может устанавливаться одноступенчатый осевой редуктор с шевронной передачей. Модуль зацепления - 8 мм, передаточное отношение i=3,44. В отличие от серийных редукторов осевые усилия на валу шевронного редуктора воспринимаются не буртами подшипников, а зубчатым зацеплением, реализована схема "плавающего" вала. Осевое смещение ведущего вала определяется зазорами в зубчатом зацеплении.
|
||||
|
|
Последнее изменение этой страницы: 2021-01-08; просмотров: 1822; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.118.253.171 (0.008 с.) |