
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Способи сушіння лакофарбових покриттівСодержание книги
Поиск на нашем сайте
Сушіння лакофарбових покриттів визначається інтенсивністю випару розчинника, що перебуває в емалі. Вона може бути природною (при температурі 18…23 °С і відносній вологості в приміщенні не вище 70 %) і штучною (при температурі 60…175 °С). Тривалість природного сушіння становить 2…48 годин. Тому при фарбуванні кузова, кабіни або платформи її застосовують рідко. Найбільш прогресивним є штучне сушіння, що значно скорочує час висихання й дозволяє досягати більш якісних декоративних властивостей покриття. При фарбуванні кузова, кабіни або платформи застосовують конвективний і терморадіаційний способи штучного сушіння. Конвективний спосіб сушіння передбачає нагрів пофарбованих поверхонь гарячим повітрям у спеціальних камерах. Підведення гарячого повітря Г.П. з боку пофарбованої поверхні приводить до утворення поверхневої плівки 3, якаперешкоджає висиханню нижнього шару 2 і випару із шару фарби розчинника (рис. 18.11, а). Пари 4 випаровуванні в процесі сушіння розчинника приводять до руйнування покриття 3 і утворенню пор. Тривалість сушіння при цьому збільшується.

Рис. 18.11. Схеми сушіння деталей різними способами: а – конвективним; б –терморадіаційним
Терморадіаційне сушіння грунтується на поглинанні інфрачервоних променів металевою поверхнею 1 кузова (рис. 18.11, б). У результаті впливу променів металева поверхня швидко нагрівається й сушить шар фарби. Перепад температури, що виникає між внутрішньою поверхнею емалі 2, яка стикається з металом, і зовнішньої, сприяє швидкому випару розчинника із шару фарби. Нагріті пари розчинника безперешкодно проходять через верхній шар 3 емалі, що ще не встигла затвердіти. Час сушіння терморадіаційним способом значно менше, ніж конвективним способом.
Сушильні установки для частково окрашеного Кузова
Часткове фарбування окремих елементів кузова провадиться найчастіше поза камерами, на постах підготовки, з дотриманням наведеної технології. У цьому випадку сушіння пофарбованих ділянок провадиться за допомогою пересувних установок, оснащених ламповими або трубчастими електронагрівниками інфрачервоного (теплового) випромінювання. Мобільна інфрачервона сушка моделі IR-2 короткохвильового діапазону із двома касетами приведена на рис. 18.12.

Рис. 18.12. Мобільна інфрачервона сушка моделі IR-2: а – сушка інфрачервона: 1 – візок, 2 – стійка, 3 – каретка, 4 – випромінююча панель; б – випромінювач інфрачервоної сушки фірми Trommelberg; в – пульт керування: 1 – таймер попередньої витримки, 2 – таймер повної сушки
Інфрачервоні промені спектра не поглинаються фарбою, безперешкодно проникають крізь неї, нагріваючи металеву поверхню. Тепло для сушіння емалі підводить нібито зсередини, що прискорює видалення розчинника з рідкого шару фарби, не створюючи міхурів, пор і тріщин плівки покриття. Технічні характеристики мобільної інфрачервоної сушки мод. IR-2: електроживлення – 220 В; потужність випромінювання однієї касети – 1,0 кВт; максимальна споживана потужність –
18.11. Пости протикорозійного покриття кузова
З метою зменшення негативного впливу вологи й різних агресивних речовин, що потрапляють із полотна дорожнього покриття, які посилючи процес корозії днища кузова, крил і інших металевих деталей підкрильних порожнин, в ПАТ і на СТОА провадять протикорозійну обробку вищевказаних місць на спеціально обладнаних постах. Роботи, проведені на цих постах, підрозділяються відповідно до технологічного процесу, на три основних види: 1) мийка й очищення днища й колісних ніш; 2) сушіння гарячим повітрям (після мийки й після нанесення мастик); 3) нанесення протикорозійних составів. Протикорозійні склади підрозділяються на дві групи: склади для нанесення на днище, колісні ніші й інші відкриті місця та склади, призначені для обробки схованих порожнин кузова (пороги, стійки, лонжерони й траверси, внутрішні порожнини дверей і т.д.). Пости для протикорозійної обробки автомобілів оснащуються відповідними видами обладнання, організаційним і технологічним оснащенням, у т.ч. засобами індивідуального захисту робітників, з огляду на надзвичайно шкідливий для здоров’я характер проведених робіт, з використанням токсичних матеріалів. Для підвищення зручності роботи (основна частина яких проводиться знизу), пости оснащуються звичайними підйомниками або перекидачами. Пости розміщають у спеціальних камерах (наприклад, типу БС-208), або в окремих ізольованих приміщеннях, із забезпеченням відповідної кратності обміну повітря й вентиляції, а також з підвищеними заходами протипожежної безпеки.
Камера БС-208 (рис. 18.13) служить для нанесення противошумної мастики й протикорозійних складів.
Рис. 18.13. Камера БС-208 для нанесення протишумної мастики Камера охоплює підставу 6, настил 10, каркас 2 з ворітьми для заїзду автомобілів, одноплунжерного гідропідйомника 9 (модель П-104), насосної установки 5 і ламп освітлення 7, спеціальним захисним виконанням. У основі камери влаштована ванна 8, заповнена водою. Підлога камери має ухил убік фільтрів 7, що розділяють її на дві зони: чисту й забруднену. Відпрацьована вода стікає у ванну, де очищається проходячи через фільтри. Вода із чистої зони ванни подається до колектора, у лотки гідрофільтрів 4 відцентровим насосом. Гідрофільтри очищують забруднене повітря, що відсмоктується з камери, шляхом багаторазової обробки його водою. Повітря в камеру потрапляє крізь прорізи стелі й бічних стін і, маючи вертикальне й горизонтальне спрямування, захоплює аерозолі, мастики до гідрофільтрів. З камери повітря надходить до гідрофільтрів за допомогою вентилятора 3. Вода в системі гідроочищення періодично замінюється. Для нанесення мастики можна використовувати практично будь-яку вищеописану установку. Установка С-611 (рис. 18.14) працює за принципом безповітряного розпилення матеріалу, з подачею його безпосередньо в пістолет насосним агрегатом високого тиску мембранного типу (із приводом від електродвигуна). У комплект установки входять змінні наконечники й сопла.
Рис. 18.14. Установка для нанесення протикорозійних покрить С-611
У великих ПАТ і СТОА використовують установку «Щит» (рис. 18.15), для безповітряного методу нанесення антикорозійних покриттів.

Рис. 18.15. Установка для розпилення мастики «Щит»: а – схема; б – зовнішній вигляд; 1 – регулятор тиску; 2 – магістраль стисненого повітря; 3 – редуктор; 4 – пістолет-розпилювач; 5 – магістраль подачі мастики; 6 – бак
Пересувна установка С-612 (рис. 18.16) постачена автономним заглибним пневмонасосом, розташованим на кришці бака. Тип насоса – плунжерно-поршневий двосторонньої дії. Максимальний тиск, що розвивається насосом – 18 МПа (при робочому тиску по-вітря 0,8 МПа). У комплект установки входить бак для промивної рідини, комплект змінних сопел і наконечників.
Сушіння автомобіля після мийки рекомендується провадити потоком повітря, нагрітого до
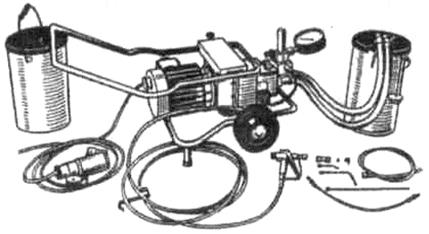
Цим вимогам відповідає установка для сушіння фірми «Finicor» (Фінляндія). Її корпус змонтовано на візку, а для подачі гарячого повітря в сховані порожнини є декілька розпилювальних насадок. Максимальна температура нагрівання повітря 60…65 °С. Для нанесення протикорозійних сполук, повітряним і безповітряним методом можуть використовуватися розглянуті вище моделі фарбонагнітальних установок з баками й фарборозпилювачами. Промисловість випускає й спеціалізовані установки. Для невеликих виробництв використовують пересувну пневматичну установку моделі 183М (рис. 18.17) з баком, місткістю 20 л, тиск підведеного до бака повітря – до 1,0 МПа. Для підвищення зручності в роботі, з метою доступу у важкодоступні місця, пістолет для нанесення маслографітової суспензії на оброблювані поверхні автомобіля постачається спеціальним трубчастим подовжувачем із соплом.

Рис. 18.17. Пневматична пересувна установка для нанесення протикорозійних покриттів мод. 183М: а –схема; б –зовнішній вигляд
УВС-12. У комплект обладнання й пристосувань ОРГ-16381 (для проведення операцій по протикорозійному захисті) входить агрегат для виготовлення захисних сполук і нанесення їх на днище автомобілів. Він складається з рами, бункера, двох баків і барабанів, насоса високого тиску й трьох муфт для видачі стисненого повітря. Відмінністю цієї установки є наявність сушильного агрегату з електрокалорифером і рукавами для обдуву.
Контрольні запитання 18.1. За яким принципом діє устаткування, яке застосовується для фарбування автомобілів? 18.2. Яке обладнання використовується для нагріву фарби при безповітряному фарбуванні? 18.3. Які конструктивні схеми обладнання використовуються при фарбуванні агрегатів автомобілів? 18.4. Які підготовчі робити виконують перед фарбуванням кузовів, кабін і платформ автомобілів після ремонту? 18.5. Які способи нанесення лакофарбових матеріалів застосовують при фарбуванні кузовів, кабін і платформ після ремонту? 18.6. Які способи сушіння лакофарбових покриттів застосовують при ремонті кузовів, кабін і платформ? 18.7. Які стадії має процес нанесення протишумної мастики на автомобіль в камері БС-208.? 18.8. Яке призначення елементів пневматичної пересувної установки мод. 183М для нанесення протикорозійних покриттів?
Розділ 19
СИЛОВІ МЕХАНІЗМИ АВТОСЕРВІСНОГО УСТАТКУВАННЯ
|
|||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-19; просмотров: 740; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.148.105.127 (0.012 с.) |


 Для мийки й очищення днища та схованих порожнин варто використовувати шлангові машини високого тиску, у т.ч. з підігрівом води (модель М-125, UPM-95, «Wapelan» і ін.). Якість сушіння після мийки має важливе значення в загальному технологічному процесі проведених робіт, бо наявність вологи, на площинах, які покриваються мастиками є не припустимою.
Для мийки й очищення днища та схованих порожнин варто використовувати шлангові машини високого тиску, у т.ч. з підігрівом води (модель М-125, UPM-95, «Wapelan» і ін.). Якість сушіння після мийки має важливе значення в загальному технологічному процесі проведених робіт, бо наявність вологи, на площинах, які покриваються мастиками є не припустимою.



