Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Для нанесення лакофарбових матеріалівСодержание книги
Поиск на нашем сайте
Установка складається з насоса 4, закріпленого на підставці, всмоктуючого шланга з фільтром 9, повітророзподільника 3, фарборозпилювача 5. Насос приводиться в дію стисненим повітрям (0,5 МПа). При відкриванні крана 1 стиснене повітря подається до пневматичного привода насоса через клапан 2. Фарба забирається насосом і через фільтр 9 подається до фарборозпилювача, додатково очищаючись у фільтрі тонкої очистки 7. Для швидкого скидання тиску, фарби в системі, при вимиканні пістолета-розпилювача, передбачено зворотний клапан 8.
Докрашування кузовів в електричному полі
Фарбування в електричному полі грунтується на фізичному явищі переносу заряджених часток лакофарбового матеріалу до При розпилюванні в електричному полі в’язкість фарбувальних матеріалів повинна бути нижча в порівнянні з в’язкістю при звичайному розпилюванні. Крім того, фарба повинна добре сприймати негативні заряди з кородуючої крайки розпилювача. Для цього фарбувальні матеріали розбавляють розчинником РЭ-1 або РЭ-4. Будова фарборозпилювачів Для нанесення лакофарбового матеріалу використовують фарборозпилювачі різних конструкцій. Незважаючи на велику розмаїстість конструкцій фарборозпилювачів, принцип дії їх однаковий. Основними деталями фарборозпилювача (рис. 18.4 і 18.5) є корпус, сопло виходу лакофарбового матеріалу, розпилювальна головка, шпилька, курок, механізми для регулювання лакофарбового матеріалу та повітря.
Рис. 18.4. Фарборозпилювач КРУ-1 с верхнім розташуванням бачка: 1 – повітряна головка; 2 – розподільники повітря; 3, 18 – штуцери; 4 – бачок для фарби; 5 – корпус; 6 – сідло клапана; 7 – пружина; 8 – гвинт для
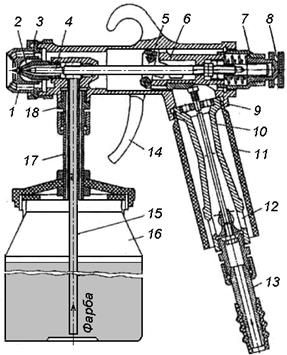
Рис. 18.5. Пневматичний фарборозпилювач с нижнім 1 – головка; 2 – сопло; 3 – розподільники повітря; 4 – голка; 7 – корпус 11 – рукоятка; 13 – штуцер; 14 – курок; 15 – трубка бачка; 16 – бачок; 17 – сполучна трубка; 18 –гайка сполучна
Повітряне розпилення лакофарбових матеріалів здійснюють фарборозпилювачними пристроями. Стиснене повітря під тиском Правила нанесення покриттів фарборозпилювачем: 1) його необхідно переміщувати вздовж фарбуємої поверхні паралельно на відстані 25...30 см від неї (рис. 18.6). Якщо ця відстань буде перевищувати зазначені значення, то частина лакофарбового матеріалу не буде попадати на фарбуєму поверхню, що приведе до збільшення його втрат і зниження продуктивності праці, а покриття буде стане матовим. Якщо ж фарборозпилювач тримати занадто близько, то лакофарбовий матеріал буде збиватися наносним струменем, а на фарбуємій поверхні будуть утворюватися зморшки й патьоки;
Рис. 18.6. Розподіл товщини лакофарбового покриття по ширині струменя: а – 20 мм; b – 10 мм; с – 35 мм; d – 70 мм
2) швидкість переміщення фарборозпилювача становить 30...40 см/с; 3) кут коливання фарборозпилювача в горизонтальній і вертикальній площинах щодо перпендикуляра до фарбуємої поверхні не повинен перевищувати 5...10°; 4) покриття наносять паралельними смугами, перекриваючи їхні краї на 40...60 мм для компенсації слабко пофарбованих місць та наносячи перший шар лакофарбового матеріалу горизонтальними смугами, а другий – вертикальними; 5) необхідно стежити за правильним співвідношенням витрати повітря й фарби, тому що при придусі із фарборозпилювача викидаються великі бризки, а при недоліку фарби виходить пульсуючий переривчастий струмінь; 6) зменшувати число шарів емалі за рахунок збільшення їхньої товщини неприпустимо, тому що це веде до зниження механічних показників плівки, утворенню на ній зморшок і патьоків. Контроль якості фарбування кузовів, кабін і платформ здійснюють за товщиною нанесеного шару плівки та адгезійними властивостями підготовленої поверхні. Контроль товщини лакофарбової плівки без порушення її цілісності виконують магнітним товщиноміром, дія якого грунтується на зміні сили притягання магніту до феромагнітної підложки залежно від товщини немагнітної плівки.
|
||||
|
|
Последнее изменение этой страницы: 2016-06-19; просмотров: 262; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.146.37.242 (0.008 с.) |