Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Совместная обработка в сбореСодержание книги
Поиск на нашем сайте
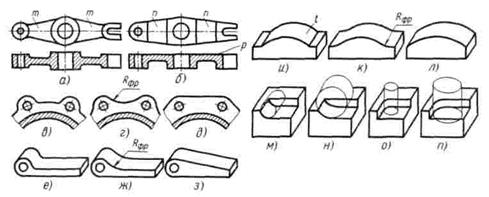
Следует избегать совместной обработки в сборе, усложняющей и дробящей производственный поток и лишающей конструкции свойства взаимозаменяемости. Исключение представляют случаи, когда совместная обработка представляет единственный способ обеспечения работоспособности конструкции. Так, в многоопорных коленчатых валах, установленных в картере, разъем по оси опор является непременным условием сборки, а совместная обработка постелей подшипников в сборе половин картеров – единственным способом обеспечить соосность опор. С разъемом в плоскости оси нередко выполняют корпуса роторных машин для удобства монтажа и демонтажа и упрощения осмотра в эксплуатации. Перенос профильных элементов на охватываемые детали Внутренние поверхности труднее обрабатывать, чем наружные, поэтому профильные элементы целесообразно выполнять на наружных поверхностях. Следует избегать выполнения длинных резьб в отверстиях. Длинную резьбу целесообразно выполнять на стержне, короткую – во втулке. Фрезерование по контуру При обработке фрезерованием следует избегать сложных фигурных профилей, заменяя их плоскими или цилиндрическими поверхностями. Конструкция рычага, подлежащего обработке кругом (рис. 58, а), нетехнологична. Наружный контур детали нельзя обработать цилиндрической фрезой из-за наличия входящих углов. Обработать поверхности т, ограниченные цилиндрическими стенками бобышек, также очень трудно. В конструкции б наружный контур описан прямыми линиями и окружностями и поддается копирному фрезерованию. Участки п между бобышками, ограниченные прямыми линиями, можно обработать фрезерованием напроход. Для упрощения обработки одна из сторон рычага (плоскость р) сделана плоской. Фрезеровать контур фланца (вид в) практически невозможно из-за малых галтелей у основания бобышек. Участки между бобышками должны быть профилированы радиусом, по меньшей мере равным радиусу фрезы (вид г), или прямыми линиями (вид д). На рис. 58, е-з показаны, е – неправильная, ж, з – правильные конструкции рычага, подвергаемого круговому фрезерованию. Конструкция сухаря и нетехнологична: цилиндрический контур t сухаря можно обработать только фасонной фрезой с поперечной подачей заготовки или строганием по копиру. В технологически более целесообразной конструкции к цилиндрическая поверхность соединена с боковыми полками галтелью радиусом, равным радиусу фрезы, что позволяет обработать эту поверхность стандартной цилиндрической фрезой с продольной подачей заготовки. В конструкции л вся поверхность детали выполнена цилиндрической. Деталь можно обработать фрезерованием в поворотном приспособлении или точением в приспособлении. Для увеличения производительности фрезерования и повышения стойкости фрез следует применять фрезы максимального диаметра, допускаемого конструкцией детали. При обработке плоской выемки (вид м)заданный профиль выемки можно обработать только консольной фрезой малого диаметра на вертикально-фрезерном станке; недостаточная жесткость фрезы не позволяет получить правильную поверхность. В конструкции н поверхность обрабатывается фрезой большего диаметра, установленной на двухопорном шпинделе (горизонтально-фрезерный станок). Обработка пальцевой фрезой (вид о) допустима только как исключение, когда поверхности необходимо придать контур, близкий к прямоугольному. Обработка этим способом непроизводительна; чистую поверхность получить невозможно. На рис. 58, п показано фрезерование торцовой фрезой увеличенного диаметра, перекрывающей обрабатываемую поверхность.
Рис. 58. Фрезерование по контуру
|
||||
|
|
Последнее изменение этой страницы: 2017-02-05; просмотров: 404; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.119.109.60 (0.006 с.) |