Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типовые технологические операции обработки различных поверхностей валов в серийном производствеСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
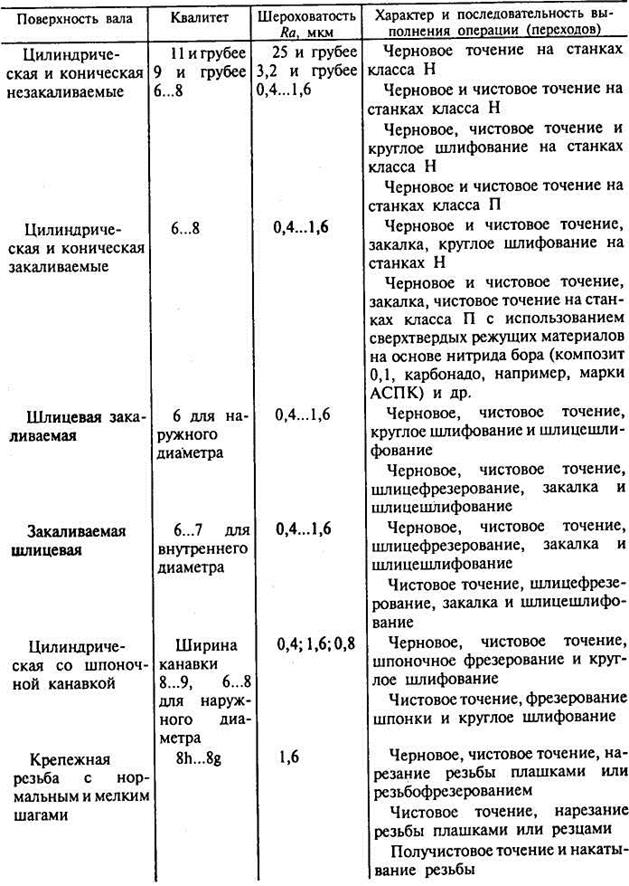
Продолжение табл. 1.4
Операция 005 — фрезерно-центровальная (код 4269). Фрезеровать торцы и сверлить центровое отверстие окончательно. Станок: фрезерно-центровальный мод. МР76М (код 381825). Приспособле-ние: тиски с самоцентрирующими губками призматической формы, привод пневматический (код 396131). Базирование: по наружным поверхностям и одному торцу заготовки. Инструменты: торцевые фрезы диаметром 100 мм с числом зубьев 12, материал режущей части Т14К8 (код 381855); центровочные сверла диаметром 5 мм, материал Р6М5 (код 391242). Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 400 мм, цена деления нониуса 0,1 мм (код 393310 для наладки), шаблон для контроля длины 286 ± 0,6 (код 393610 для работы). Операция 010 — токарно-копировальная (код 4117). Точить на-черно поверхности диаметрами 50к6; 55к6; 52,62 и 65 мм. Станок: токарно-гидрокопировальный полуавтомат мод. 1Н713 (код 381115). Приспособление: центры (код 382840) и патрон подводковый с пневмоприводом (код 396115). Инструмент: проходной резец, правый с сечением 25 х 20 мм; материал режущей части Т1458 с φ = 45°, α = 8° и γ = 12° (код 392101). Измерительный инструмент: штангенциркуль ШЦ1, диапазон измерения 125 мм, цена деления нониуса 0,1 мм (код 393310 для наладки), калибры скобы 51, 5h14; 53; 5h14; 56; 5h14; 63; 5h14 (код 393120 для работы). Операция 015— токарно-копировальная (код 4117). Обточить поверхности диаметрами 40js6 и 65 мм начерчно (остальные данные приведены в операции 010). Операция 020 — токарная с программным управлением. Обточить поверхности диаметрами 50к6, 55h6,40js6 с припуском на шли-фование, диаметрами 65, 60а11, 52; точить поверхности диаметром 38,48,53,58 мм и фаски 1 х 45° окончательно. Станок: токарный мод. 16К20Т с ЧПУ (код 381021). Приспособление: поводковый плавающий центр с диаметром поводковой части 36 мм (код 392840). Базирование заготовки по центровым отверстиям и левому торцу диаметром 40 мм. Инструменты: проходные резцы, правый и левый с сечениями 20 х 25 мм; материал режущей части Т14К8, φ = 90° (код 392110), проходной резец, ширина режущей части 3 мм, материал режущей части Т14К8 (код 392112); фасонные резцы левый и правый с φ = 90° (код 392114). Измерительный инструмент: штангенциркуль ШЦ1 для наладки; калибры — скобы для работы 40, 3h9, 50, 60all, 65-о,3, 4h9. Операция 025 — шпоночно-фрезерная (код 4272). Фрезеровать шпоночный паз 16s9 окончательно. Станок: шпоночно-фрезерный полуавтомат мод. 692А (код 381610). Приспособление: тиски с призматическим основанием и пневматическим приводом (код 396131). Базирование: по поверхности диаметром 58h6 и торцу диаметром 62 мм. Инструмент: шпоночная фреза диаметром 16 мм, материал режущей части Т14К8 или Р6М5 (код 391826 или 391856). Измерительный инструмент: штангенциркуль ШЦ1 (код 393310); калибр-пробка 16S9 (код 393110). Операция 030 — шлицефрезерная (код 4260). Фрезеровать шлицы с припуском на шлифование. Станок: шлицефрезерный мод. 5350Б (код 381630). Приспособления: поводковое устройство (код 396115); центры (код 392840). Базирование: по центровым отверстиям. Инструмент: червячная шлицевая фреза марки Р6К5, а — 8 х 56 х 7X62all x Hjs7 (код 391810). Измерительный инструмент: комплексный калибр-втулка (код 393180). Операция 035 — шлицешлифовальная (код 4142). Шлифовать шлицы окончательно. Станок: шлицешлифовальный мод. ЗБ450 (код 381315). Приспособления: центры (код 392840); поводковое устройство (код 396115). Базирование: по центровым отверстиям. Инструмент: шлифовальный профильный круг ПП250 х 16 х 7624А25ПСМ15К435М. Операция 040 — круглошлифовальная (код 4131). Шлифовать по-верхности диаметрами 50К6, 55h6,40js6 окончательно. Станок: кругло-шлифовальный (код 381311) мод. ЗМ150А. Приспособления: центры (код 393840); поводковое устройство (код 396155). Базирование: по центровым отверстиям. Инструмент: шлифовальный круг ПП350 х 50 х 12724А25ПСМ15К435М/С2КЛА (код 397111). Измерительный инструмент: рычажные скобы с диапазонном измерения: 25...50 и 50...75 и ценой деления 0,002 мм для наладки (код 394240); калибры-скобы 40js6, 50K6 (код 393120). Операция 045 — резьбофрезерная (код 4271). Фрезеровать резьбу М52 х l,5-8g окончательно. Станок: резьбофрезерный (код 391632)
мод. 5Б63Г. Приспособление: центры (код 392840); поводковое уст-ройство (код 396115). Базирование: по центровым отверстиям. Инструмент: резьбовая гребенчатая фреза марки Р6М5 (код 391810). Измерительный инструмент: резьбовые калибра-кольца М52 х l,5-8g (код 393140). В некоторых операциях приведенного выше процесса перечислены не все режущие и измерительные инструменты, необходимые для обработки и измерения вала. В заключение можно отметить, что при разработке технологиче-ских процессов следует учитывать значительное влияние типа производства на принимаемые технологические решения. В качестве примера, в приложении (в таблицах) приведены соответственно: классификация ступенчатых валов, широко применяемых в станкостроении; типовые маршруты для серийного производства; типовые маршруты для крупносерийного производства. Наибольшее распространение в машиностроении получили раз-личные ступенчатые валы средних размеров. По данным ЭНИМСа, свыше 85 % общего количества типоразмеров ступенчатых валов в машиностроении составляют валы длиной 150...1000 мм [15]. Шлицевые валы могут быть со сквозными и замкнутыми шлицами, последние составляют около 65 % общего количества типоразме-ров. По конструкции шлицы могут быть прямобочными и эвольвентными. В настоящее время чаще используются прямобочные шлицы (приблизительно 85...90 % общего количества применяемых в машиностроении типоразмеров шлицевых валов), хотя в отношении технологии изготовления эвольвентные шлицы имеют ряд преимуществ и в ближайшем будущем они должны получить большее распространение.
|
||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 1853; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.41 (0.008 с.) |