Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Размерная наладка по пробным деталямСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Наладка динамическая производится в три этапа: — предварительная наладка; — статистическая проверка положения центра группирования; — регулировка положения инструмента (коррекция) по результатам проверки. Предварительная наладка производится по первой пробной заготовке способом пробных стружек и промеров. Затем при неизменном положении режущего инструмента изготавливаются несколько пробных деталей. Статистическая проверка заключается в том, что все пробные детали тщательно измеряют. По размаху колебаний их размеров судят о правильности расчета поля рассеивания, а среднее арифметическое размеров пробных деталей принимают за характеристику достигнутого положения центра группирования
где m — количество пробных деталей. Если среднее значение размеров пробных деталей отличается от расчетного наладочного размера dнр, то положение инструмента регулируют так, чтобы привести центр группирования dср к его расчетному положению
Затем обрабатывается вся партия заготовок. Для определения отклонения среднего размера пробных деталей от действительного центра группирования размеров партии деталей рассмотрим некоторые сведения из математической статистики. Если распределение размеров партии деталей подчиняется нормальному закону со средним квадратичным распределением а, то при разбивке партии на группы по «т» штук в каждой группе, распределение групповых средних подчиняется тому же закону, но со средним квадратичным отклонением
Рассмотрим пример для n = 100 деталей. Разобьем партию деталей на 20 групп, т. е. m = 5 деталей. Вычислим Lср для 20 групп. После рассеивания 20 размеров Lср5 будет равно
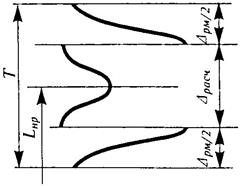
Рис. 2.53. Схема для определения погрешности положения центра группирования размеров всей партии деталей
Отличие
Рекомендации по размерной наладке методом пробных деталей
Способ рассчитан на ожидание пренебрежительно малого размерного износа при изготовлении пробных деталей, ибо только в этом случае колебание действительных размеров пробных деталей будет правильно отражать влияние отжатий технологической системы. При измерении пробных деталей следует использовать универсальные измерительные средства повышенной точности ∆изм < (0,1...0,05)/T. Для предотвращения неисправимого брака пробных деталей из-за ошибок в расчете ∆р, на 1-й стадии наладки можно принять в качестве предварительного наладочного размера средний размер готовой детали
Достоинствами этого метода наладки являются сокращение вспомогательного времени по сравнению с работой по промерам и пробным рабочим ходам. Повышаются точность и надежность наладки, подкрепленные непосредственной опытной проверкой положения центра группирования и размаха колебаний размеров. Недостатками являются сравнительная сложность наладки и все-таки значительные затраты вспомогательного времени (до 20 % от общего фонда времени механической обработки). Для устранения этого недостатка следует заменять наладки подналадками. Основной областью применения этого метода является серийное производство деталей со сравнительно небольшой площадью обрабатываемой поверхности.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 728; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.01 с.) |

 , т. е. размеры Lср5 будут колебаться в пределах 6σср5 = ∆р.гр5. Таким образом, после изготовления «m» пробных деталей среднее арифметическое этой группы деталей
, т. е. размеры Lср5 будут колебаться в пределах 6σср5 = ∆р.гр5. Таким образом, после изготовления «m» пробных деталей среднее арифметическое этой группы деталей  может отличаться от средней арифметической всей совокупности
может отличаться от средней арифметической всей совокупности  не более чем на
не более чем на  (Рис. 2.53).
(Рис. 2.53).