Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Методы чистовой обработки наружных цилиндрических поверхностейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
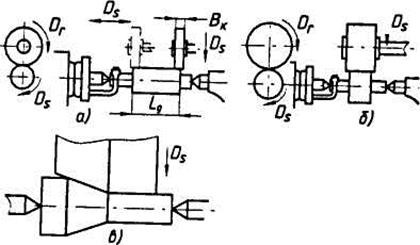
К методам чистовой обработки относятся тонкое точение и раз-личные методы шлифования. Они, как правило, позволяют обеспе-чить требуемые точность размеров, формы, взаимного расположения и, в большинстве случаев, качество поверхностного слоя. Тонкое (алмазное) точение Тонкое точение применяется, главным образом, для отделки деталей из цветных металлов и сплавов (бронза, латунь, алюминиевые сплавы и другие) и от части для деталей из чугуна и закаленных сталей (HRСэ45...60). Объясняется это тем, что шлифование цветных металлов и сплавов значительно труднее, чем стали и чугуна, вследствие быстрого засаливания кругов. Кроме того, имеются некоторые детали, шлифование которых не допускается из-за возможного шаржирования поверхности. Тонкое точение обеспечивает получение наружных цилиндрических поверхностей вращения правильной геометрической формы с точным пространственным расположением осей и является высоко-производительным методом. При тонком точении используются алмазные резцы или резцы, оснащенные твердым сплавом (Т30Т4, синтетические сверхтвердые материалы типа оксидная керамика ВОК60 {А12О3 + TiC} и оксид-нонитридная керамика «кортинит» {А12О3 + TiN}) гексанит-Р, эль-бор-Р. Тонкое точение характеризуется незначительной глубиной резания (t = 0,05...0,2 мм), малыми подачами (S = 0,02...0,2 мм/об) и высо-кими скоростями главного движения резания (V= 120... 1000 м/мин). Точность размеров IT5...ITS; R а = 0,8...0,4 мкм. Подготовка поверхности под тонкое точение сводится к чистовой обработке с точностью IT 9... IT 10. Весь припуск снимается за один рабочий ход. Применяются станки особо высокой точности, жесткости и виброустойчивости. На этих станках не следует выполнять другие операции. Шлифование Шлифование наружных поверхностей деталей типа тел вращения производят на круглошлифовальных, торцекруглошлифовальных станках, бесцентрово-шлифовальных полуавтоматах и автоматах как высокой, так и особо высокой точности. Шлифование — основной метод чистовой обработки наружных цилиндрических поверхностей. Шейки валов шлифуют в две опера-ции: предварительное и чистовое шлифование. После чистового шлифования точность размера IT6, шероховатость Ra = 1,6...0,4 мкм. Как правило, все наружные цилиндрические поверхности с точ-ностью выше IT8 и шероховатостью Ra = 1,6...0,4 мкм подвергают после чистового точения шлифованию. При обработке на круглошлифовальных и торцекруглошлифо-вальных станках заготовки устанавливают в центрах, патроне, цанге или в специальном приспособлении. Заготовке сообщается вращение с окружной скоростью Vзаг = = 10...50 м/мин, которая зависит от диаметра обработки заготовки. Окружная скорость шлифовального круга (скорость главного движения резания) V= 30...60 м/с. Подача S иглубина резания t варьируются в зависимости от способов шлифования. Различают следующие разновидности шлифования: продольное (с продольным движением подачи) и врезное (с поперечным движением подачи). Схемы обработки продольным и врезным шлифованием приведены на рис. 1.19. Шлифование с продольным движением подачи (рис. 1.19, а) осу-ществляется за четыре этапа: врезание, чистовое шлифование, выхаживание и отвод. В этом случае продольная подача является функцией ширины шлифовального круга:
Рис. 1.19. Схемы круглого наружного шлифования
где К= 0,6...0,85 — для чернового шлифования и К= 0,2...0,4 — для чистового. Поперечная подача на глубину шлифования осуществляется шлифовальным кругом в конце каждого двойного хода детали или круга SП0П = t р.х и принимается в зависимости от материала, заготовки, круга и вида обработки (Snoп = 0,005...0,05 мм). В конце обработки последние продольные проходы выполняют без поперечной подачи, так называемое выхаживание. Шлифование с продольной подачей применяют при обработке цилиндрических деталей значительной длины. Врезное шлифрвание применяют для обработки поверхностей, длина которых не превышает ширину шлифовального круга. Его преимущество — большая производительность и простота наладки, однако оно уступает продольному шлифованию по достигаемому качеству поверхности. Врезное шлифование широко применяют в массовом и крупносерийном производстве (рис. 1.19, б). Рекомендуемые скорости главного движения резания V= 50...60 м/с; радиальная (поперечная) подача при окончательном шлифовании Snon= = 0,001...0,005 мм/об. Разновидностью шлифования с продольным движением подачи является глубинное шлифование. Оно характеризуется большой глубиной резания (0,1...0,3 мм) и малой скоростью резания. При этом способе шлифования меньше, чем при врезном, сказывается влияние погрешности формы исходной заготовки и колебания припуска при обработке. Поэтому глубинное шлифование (рис. 1.19, в) применяют для обработки заготовок без предварительной лезвийной обработки и, как правило, снимают припуск за один рабочий ход. Производительность труда повышается в 1,2...1,3 раза по сравнению с продольным шлифованием.
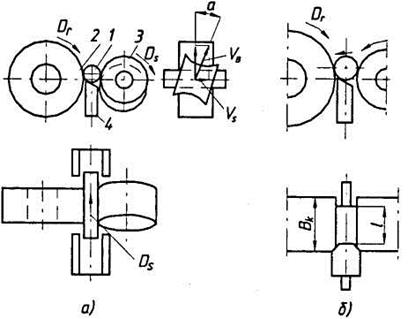
Рис. 1.20. Схемы круглого бесцентрового шлифования
При значительном объеме производства применяют бесцентровое шлифование, которое более производительно, чем в центрах. Сущность бесцентрового шлифования (рис. 1.20) заключается в том, что шлифуемая заготовка 1 помещается между шлифовальным 2 и ведущим 3 кругами и поддерживается ножом (опорой) 4. Центр заготовки при этом должен быть несколько выше линии, соединяющей центры обоих кругов примерно на 10... 15 мм и больше, в зависимости от диаметра обрабатываемой заготовки во избежание получения огранки. Шлифовальный круг имеет окружную скорость VK = 30...65 м/с, а ведущий — VB = 10...40 м/мин. Так как коэффициент трения между кругом 3 и обрабатываемой заготовкой больше, чем между заготовкой и кругом 2 (рис. 1.20, а), то ведущий круг сообщает заготовке враще-ние со скоростью круговой подачи VB. Благодаря скосу ножа, направленному в сторону ведущего круга, заготовка прижимается к этому кругу. Продольная подача заготовки обеспечивается за счет наклона ведущего круга на угол α. При этом скорость подачи заготовки рассчитывается по формуле: Vs= V B.KРsinαμ, где μ = 0,98...0,95 — коэффициент проскальзывания; α = 3...5° — предварительная обработка (t = 0,05...0,15 мм); α = 1...20 — оконча-тельная обработка (t= 0,01...0,03 мм). На бесцентрово-шлифовальных полуавтоматах и автоматах можно шлифовать заготовки деталей типа тел вращения с цилиндриче-
скими, коническими и фасонными поверхностями. Применяют два метода шлифования: проходное (способ продольного движения по-дачи, рис. 1.20, а) и врезное (способ поперечного движения подачи, рис. 1.20, б). При проходном шлифовании за несколько рабочих ходов можно достигнуть точности по 6-му квалитету и Ra = 0,2 мкм. Врезным шлифованием (рис. 1.20, б) обрабатывают заготовки круглых деталей с уступами, а также заготовки, имеющие форму конуса. При этом методе оси кругов параллельны или ведущий круг устанавливается под малым углом (α = 0,2...0,5°), а осевому перемещению обрабатываемой заготовки препятствует установленный упор. По аналогии с врезным шлифованием находит применение обра-ботка не шлифовальными кругами, а шлифовальной лентой, закрепляемой на ведущем и ведомом шкивах. Обрабатываемую заготовку также устанавливают на нож. Находит применение шлифование на жестких опорах. При этом на бесцентрово-шлифовальном станке вместо суппорта с опорным ножом устанавливают кронштейн с оправкой, на которой закрепле-ны жесткие опоры. Обрабатываемая заготовка, как правило, тонко-стенная (втулка, гильза и т. п.), базируется по внутренней поверхности, поджимается и вращается с помощью ведущих роликов на жестких опорах. Шлифование осуществляет шлифовальный круг. Этот способ уменьшает разностенность тонкостенных деталей в 5...10раз, и его производительность примерно в 2 раза выше, чем бесцентрового шлифования без жестких опор. Перечисленные методы шлифования применяют как для предва-рительной, так и для чистовой обработки. В качестве отделочной обработки используют тонкое шлифование. Тонкое шлифование дает возможность получить высокую точность (по 5...6 квалитетам) и Ra = 0,1 мкм. Тонкое шлифование осуществляется мягкими мелко-зернистыми кругами. Рабочая скорость круга более 40 м/с при небольшой окружной скорости обрабатываемой заготовки (до 10 м/мин) и малой глубине шлифования (до 5 мкм). Процесс осуществляется с обильным охлаждением.
|
||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 1671; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.011 с.) |