Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Типовые маршруты изготовления зубчатых колесСодержание книги
Поиск на нашем сайте
Основные операции механической обработки зубчатого колеса со ступицей 7-й степени точности. 005 Заготовительная. Для заготовок из проката — резка проката, для штампованных за-готовок — штамповка. Штампованные заготовки целесообразно выполнять с прошитыми отверстиями, если их диаметр более 30 мм и длина не более трех диаметров. Заготовки из чугуна и цветных сплавов (иногда из сталей) получа-ют литьем. 010 Термическая. Нормализация, отпуск (для снятия внутренних напряжений). 015 Токарная. Точить торец обода и торец ступицы с одной стороны начерно, то-чить наружную поверхность обода до кулачков патрона начерно, расточить начерно на проход отверстие (или сверлить и расточить при отсутствии отверстия в заготовке), точить наружную поверхность ступицы начерно, точить фаски. Технологическая база — наружная поверхность обода и торец, противолежащий ступице (закрепление в кулачках токарного патрона). Оборудование: единичное производство — токарно-винторезный станок; мелко- и среднесерийное — токарно-револьверный, токарный с ЧПУ; крупносерийное и массовое — одношпиндельный или много-шпиндельный токарный полуавтомат (для заготовки из прутка — прутковый автомат). 020 Токарная.
Точить базовый торец обода (противолежащий ступице) начерно, точить наружную поверхность обода на оставшейся части начерно, расточить отверстие под шлифование, точить фаски. Технологическая база — обработанные поверхности обода и большего торца (со стороны ступицы). Оборудование — то же (см. операцию 015). 025 Протяжная (долбежная). Протянуть (долбить в единичном производстве) шпоночный паз или шлицевое отверстие. Технологическая база — отверстие и базовый торец колеса. Оборудование — горизонтально-протяжной или долбежный станки. Применяются варианты чистового протягивания отверстия на данной операции вместо чистового растачивания на предыдущей операции. 030 Токарная. Точить базовый и противолежащие торцы, наружную поверхность венца начисто. Технологическая база — поверхность отверстия (реализуется на-прессовкой на оправку, осевое положение на оправке фиксируется путем применения подкладных колец при запрессовке заготовки). Необходимость данной операции вызывается требованием обеспечения соосности поверхностей вращения колеса. Оборудование — токарно-винторезный (единичное производство), токарный с ЧПУ (серийное) или токарный многрезцовый полуавтомат. 035 Зубофрезерная. Фрезеровать зубья начерно (обеспечивается 8-я степень точности). Технологическая база — отверстие и базовый торец (реализуется оправкой и упором в торец). Оборудование — зубофрезерный полуавтомат. 040 Зубофрезерная. Фрезеровать зубья начисто (обеспечивается 7-я степень точности). 045 Шевинговальная. Шевинговальная операция повышает на единицу степень точности зубчатого колеса. Операции применяют для термообрабатывае-мых колес с целью уменьшения коробления зубьев, так как снимается поверхностный наклепанный слой после фрезерования. Технологическая база — отверстие и базовый торец (реализуется оправкой). Оборудование — зубошевинговальный станок.
050 Термическая. Калить заготовку или зубья (ТВЧ) или цементировать, калить и отпустить (согласно техническим требованиям). Наличие упрочняющей термообработки, как правило, приводит к снижению точности колеса на одну единицу. 055 Внутришлифовальная. Шлифовать отверстие и базовый торец за один установ. Обработка отверстия и торца за один установ обеспечивает их наибольшую перпендикулярность. Технологическая база — рабочие эвольвентные поверхности зубьев (начальная окружность колеса) и торец, противолежащий ба-зовому. Реализация базирования осуществляется специальным па-троном, у которого в качестве установочных элементов используют калибровочные ролики или зубчатые секторы. Необходимость такого базирования вызвана требованием обеспечения равномерного съема металла и зубьев при их последующей отделке с базированием по отверстию на оправке. Оборудование — внутришлифовальный станок. При базировании колеса на данной операции за наружную по-верхность венца для обеспечения соосности поверхностей вращения необходимо ввести перед или после термообработки круглошлифовальную операцию для шлифования наружной поверхности венца и торца, противолежащего базовому (желательно за один установ на оправке). Технологическая база — отверстие и базовый торец. Оборудование — круглошлифовальный или торцекруглошлифо-вальный станки. Необходимость отделки наружной поверхности венца колеса час-то вызывается также и тем, что контроль основных точностных пара-метров зубьев производится с использованием этой поверхности в качестве измерительной базы. 060 Плоскошлифовальная. Шлифовать торец, противолежащий базовому (если необходимо по чертежу). Технологическая база — базовый торец. Оборудование — плоскошлифовальный станок с прямоугольным или круглым столом. 065 Зубошлифовальная. Шлифовать зубья. Технологическая база — отверстие и базовый торец.
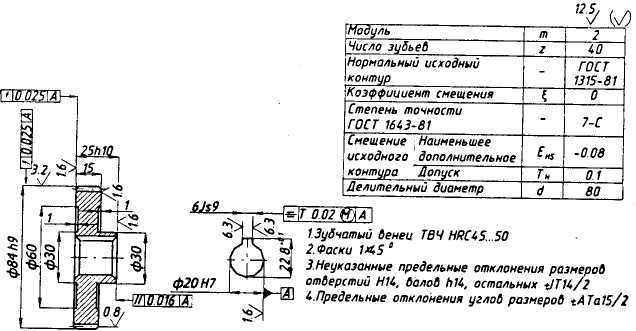
Оборудование — зубошлифовальный станок (обработка обкат-кой двумя тарельчатыми или червячными кругами или копированием фасонным кругом). При малом короблении зубьев при термообра-ботке (например, при азотировании вместо цементации) операция зубошлифования может быть заменена зубохонингованием или во-обще отсутствовать. Наличие зубошлифовальной или зубохонинговальной операции определяется наличием и величиной коробления зубьев при термообработке. Двукратное зубофрезерование и шевингование зубьев до термообработки может обеспечить 6-ю степень точности. При потере точности во время термообработки на одну степень конечная 7-я степень точности будет достигнута. Введение отделочной операции зубошлифования или зубохонингования необходимо только при уменьшении точности колеса при термообработке больше, чем на одну степень. 070 Моечная. 075 Контрольная. 080 Нанесение антикоррозионного покрытия. Применяются варианты технологического процесса с однократным зубофрезерованием, но с двукратным зубошлифованием. Наличие упрочняющей термообработки приводит, как правило, к снижению степени точности колес на одну единицу, что требует введения дополнительной отделочной операции. Для незакаливаемых зубчатых колес шевингование является последней операцией; перед термообработкой шевингуют зубья в целях уменьшения деформации колеса в процессе термообработки и повышения степени на одну единицу. Приведенный выше технологический процесс требует обработки колеса на оправках как до нарезания зубьев и термообработки, так и после термообработки. Процесс может быть построен иначе, т. е. без применения оправок до термообработки. В этом случае токарная обработка ведется в патронах, а протягивание шпоночного паза или шлицев производят после нарезания зубьев и нет операции чистовой обработки на оправке до термообработки. В этом случае не гарантируется достаточная перпендикулярность торца к оси отверстия. Для уменьшения отклонения от перпендикулярности протягивание выполняют с жестким направлением протяжки. Обработка плоских зубчатых колес. Так как плоские зубчатые колеса легче базируются на поверхности торцов, чем на поверхности отверстия, то токарная обработка на оправках не гарантирует устойчивости. Поэтому весь технологический процесс строят исходя из того, что установочной технологической базой будет торцевая поверхность, а отверстие — двойной опорной. Вследствие этого всю токарную обработку с обеих сторон производят в кулачковых патронах, а не на оправках. При наличии шлицевого отверстия отличительной особенностью маршрута является то, что протягивание шлицев выполняется не после черновых, а после чистовых операций и при этом следует обеспечить перпендикулярность оси отверстия к торцу. Эта задача решается путем применения вертикально-протяжного станка и некомбинированной протяжки, направленной по отверстию малого диаметра шлицев колеса, предварительно расточенного на операции 030. Основные операции механической обработки плоского зубчатого колеса 7-й степени точности. 005 Заготовительная. Резка проката или штамповка. 0-10 Термическая. Нормализовать заготовку. 015 Токарная. Точить торец с одной стороны (наружную поверхность до кулач-ков), расточить отверстие начерно. Технологическая база — черная наружная поверхность и торец. Оборудование — аналогично операции 015 маршрута колеса со ступицей. 020 Токарная. Точить второй торец, оставшуюся наружную поверхность начерно и расточить отверстие под тонкое растачивание или протягивание. Технологическая база — обработанная часть наружной поверхно-сти и торец. Оборудование — то же. 025 Плоскошлифовальная. Шлифовать торцы последовательно с двух сторон. Технологическая база — торец. Оборудование — плоскошлифовальный станок. 030 Алмазно-расточная (вертикально-протяжная). Расточить (протянуть) отверстие под шлифование. Технологическая база — торец и наружная поверхность (алмаз-но-расточная операция), торец и отверстие (протяжная). Оборудование — токарно-винторезный, токарный одношпин-дельный полуавтомат или алмазно-расточной станки; при протягивании — вертикально-протяжной станок. 035 Токарная. Точить наружную поверхность начисто. Производится одновре-менная обработка нескольких заготовок, установленных на оправке. Технологическая база — торец и отверстие (на оправке). Оборудование — токарно-винторезный станок или одношпин-дельный полуавтомат. 040 Зубофрезерная. Фрезеровать зубья начерно и начисто. Технологическая база — та же (см. операцию 035). Оборудование — зубофрезерный полуавтомат. В зависимости от типа производства может выполняться за одну операцию (единичное и мелкосерийное) или за две операции (серийное и массовое). 045 Протяжная (долбежная). Протянуть (долбить) шпоночный паз или шлицы. Технологическая база — торец и отверстие. Оборудование — вертикально-протяжной или долбежный ста-нок. 050 Зубошевинговальная. Шевинговать зубья. Технологическая база и оборудование аналогичны используемым на операции 045 маршрута для колеса со ступицей. 055 Термическая. Калить (или цементировать и калить) заготовку или только зубья ТВЧ (по техническим требованиям чертежа). 060 Круглошлифовальная. Шлифовать наружную поверхность и один торец. Технологическая база — отверстие и второй торец (оправка). Оборудование — круглошлифовальный или торцекруглошлифо-вальный станки. Операция может исключаться при применении в качестве техно-логической базы при шлифовании отверстия (065) эвольвентной поверхности зубьев. 065 Внутришлифовальная. Шлифовать противоположный торец и отверстие за один установ. Технологическая база — эвольвентная поверхность зубьев и то-рец (см. операцию 055 маршрута колеса со ступицей). 070 Зубошлифовальная. Шлифовать зубья. Технологическая база — торец и отверстие. Оборудование — см. операцию 070 маршрута колеса со ступицей. 075 Моечная. 060 Контрольная. 085 Нанесение антикоррозионного покрытия. ПРИМЕР ТИПОВОГО МАРШРУТА ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА Ниже приведены краткое описание операций и операционные эс-кизы для изготовления зубчатого колеса со ступицей (рис. 1.98).
Рис. 1.98. Цилиндрическое зубчатое колесо с односторонней ступицей
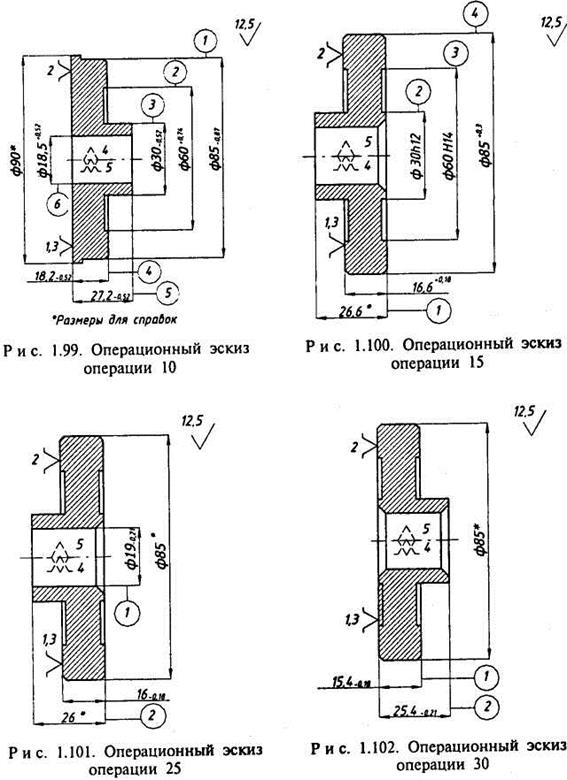
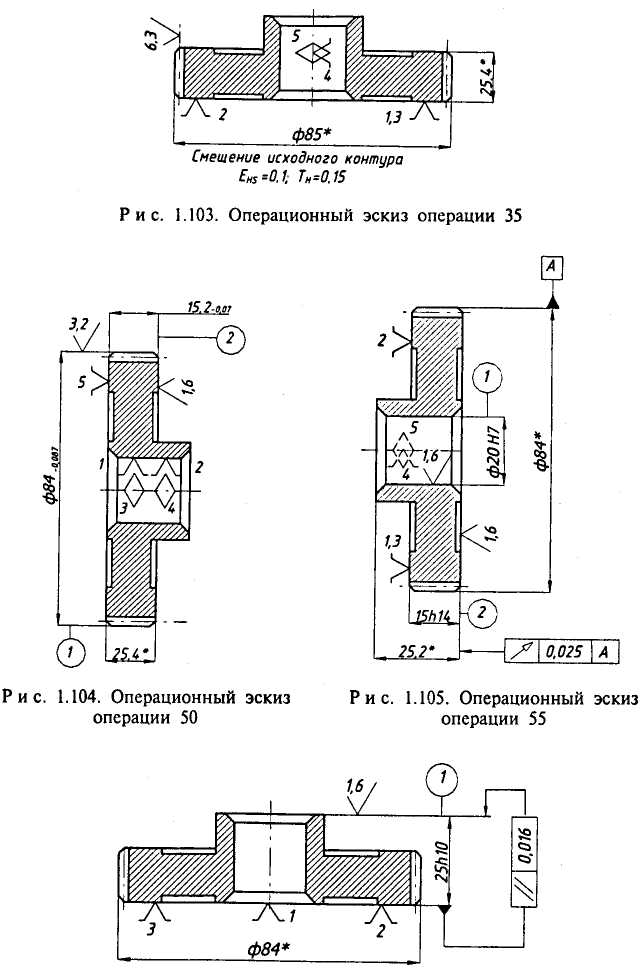
00. Заготовительная. Штамповка на горизонтально-ковочной ма-шине. Размеры заготовки 090 х 30 мм. 05. Термическая. Нормализация. 10. Токарно-винторезная. Станок токарный многорезцовый по-луавтомат 1723 (рис. 1.99). Подрезать торцы 5 и 4 начерно. Точить поверхность 7 до кулачка патрона. Расточить отверстие 6 на проход начерно. Точить поверхности 2 и 3 начерно. Точить фаски. 15. Токарно-винторезная. Станок токарный 16К20 с ЧПУ (рис. 1.100). Подрезать торец 1. Точить поверхность 4 на оставшейся части начерно. Точить поверхности 2 и 3. Расточить фаски. 20. Термическая. Нормализация. 25. Токарно-винторезная. Станок 16К20 с ЧПУ (рис. 1.101). Под-резать торец 2 под шлифование. Расточить отверстие 1 под шлифование. Расточить и точить фаски. 30. Токарно-винторезная. Станок токарный 16К20 (рис. 1.102). Подрезать торец 1 начисто. Подрезать торец 2 под шлифование. Расточить и точить фаски. 35. Зубофрезерная. Зубофрезерный полуавтомат модели 5306К (рис. 1.103). Фрезеровать 40 зубьев (т = 2) под шлифование.
40. Слесарная. Полуавтомат для снятия заусенцев 5525. Зачистить заусенцы на торцах зубьев. 45. Термическая. Установка ТВЧ. Закалка зубьев. 50. Круглошлифовальная. Станок торцекруглошлифовальный ЗТ153 (рис. 1.104). Шлифовать поверхности 1, 2 начисто.
Рис. 1.106. Операционный эскиз операции 60
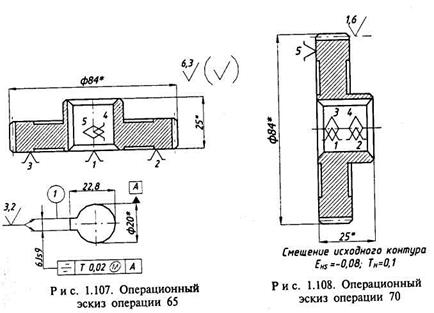
55. Внутришлифовальная. Станок внутришлифовальный ЗА227 (рис. 1.105). Шлифовать поверхности 1 и 2 начисто. 60. Плоскошлифовальная. Станок плоскошлифовальный ЗБ740 (рис. 1.106). Шлифовать поверхность 1 начисто. 65. Долбежная. Станок долбежный 7А412 (рис. 1.107). Долбить шпоночный паз 1 (операция может выполняться после операции 50). 70. Зубошлифовальная. Зубошлифовальный полуавтомат 5В833 (рис. 1.108). Шлифовать начерно и начисто 40 зубьев (m = 2).
АВТОМАТИЗАЦИЯ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА Объектом автоматизации в области технологической подготовки производства (ТПП), согласно стандартам системы обработки и по-становки продукции на производство (СРПП), являются: — система ТПП в целом как совокупность взаимодействующих функциональных подсистем; — функциональные подсистемы как совокупность задач ТПП, относящихся к рассматриваемой подсистеме; — задачи ТПП, решение которых необходимо для обеспечения функционирования системы ТПП. Под автоматизированными системами технологической подго-товки производства (АС ТПП) в машиностроении понимают сово-купность методов, алгоритмов, программ математического обеспечения, технических средств и организационных мероприятий, объединенных с целью автоматизированного проектирования технологической подготовки производства [11, 12, 16]. Высокий технико-экономический эффект от внедрения системы АС ТПП может быть получен в том случае, если система отвечает сле-дующим основным требованиям: — обеспечивает автоматизацию основных видов работ в системе ТПП; — позволяет рационально распределять функции между челове-ком и ЭВМ; — обеспечивает возможность внедрения на предприятиях с раз-личным характером и масштабом производства, легко адаптируется при переходе на выпуск новой продукции; — обладает высоким уровнем унификации и стандартизации ос-новных частей (методов, языков, математического обеспечения, технических средств и др.); — имеет возможность внедрения как совместно с системами ав-томатизированного управления производством и автоматизирован-ного конструирования, так и без них, автономно; — позволяет осуществлять поэтапный ввод в эксплуатацию путем последовательного подсоединения новых подсистем по мере их готовности или необходимости. АС ТПП содержит достаточно большое число функциональных подсистем, состав которых определяется функциями системы ТПП. Кроме того, поскольку АС ТПП является промежуточным звеном между конструкторской подготовкой производства и производственными цехами и службами, состав АС ТПП должен содержать специальные подсистемы стыковки, осуществляющие переработку информации, поступающей от предшествующих систем, и подготовку данных для работы последующих систем. Функциональные подсистемы, входящие в состав АС ТПП, де-лятся на две группы: проектирование технологических процессов и конструирование специальной технологической оснастки. В состав первой группы входят подсистемы: технология механической обра-ботки (типовые, групповые и единичные технологические процессы, автоматные операции, программы для станков с ЧПУ и др.); технология сборки; технология заготовительного производства (технология литейного производства, технология кузнечно-штамповочного производства, технология холодной штамповки, технология сварки и резки металлов, технология изделий из пластмасс); технология химических, термических и других методов обработки металлов; специальные технологические процессы (технология обработки древесины, изготовления оптических деталей, производства электроэлементов и прочие). В состав второй группы функциональных подсистем — конструи-рование специальной технологической оснастки — включены под-системы: проектирование специального оборудования, проектирование специальной оснастки для заготовительного производства и для механической обработки заготовок, проектирование специальных режущих инструментов, проектирование специальных мерительных инструментов. В алгоритмах и программах функциональных подсистем при ре-шении всех многовариантных задач должны быть предусмотрены возможности анализа и оптимизации решений. В будущем при создании полностью автоматизированных произ-водств АС ТПП будут сливаться с автоматизированными системами управления технологическими процессами. Спроектированный процесс по каналам связи будет передаваться ЭВМ, которые на основе поступившей информации осуществляют управление станками, аг-регатами, роботами, участками и цехами. С другой стороны, АС ТПП будут сливаться с САПР по конструированию новых изделий. В этом случае вслед за автоматизированным проектированием сразу автоматически осуществляется подготовка производства. САПР унифицированных технологических процессов. Технология машиностроения в своем становлении и развитии прошла сравни-тельно небольшой исторический путь. Зародившись в конце XIX столетия, основное свое развитие машиностроительное производство получило уже в XX веке. Именно в это время грандиозный скачок масштабов машиностроения потребовал развития и четкой организации промежуточных ступеней между разработкой конструкций и их воплощением в действительность. В эти годы широким фронтом развернулась работа по созданию и освоению различных методов и приемов изготовления деталей, накапливался опыт их применения, тем самым закладывался фундамент технологии машиностроения как науки, имеющей прикладной характер. Неуклонный рост масштабов выпуска машин и механизмов, уве-личение их быстродействия и энерговооруженности весьма остро поставили вопрос о повышении качества и ускорении сроков разработки и внедрения процессов изготовления самых разнообразных деталей и сборки узлов и агрегатов. Для этих целей было необходимо привлечь большое число квалифицированных специалистов или создать методы, позволяющие быстро и просто разрабатывать надежные технологические процессы для различных производственных условий. В конце 30-х годов профессором А.П. Соколовским [30, 31] была сформулирована идея типизации технологических процессов, осно-ванная на принципах классификации деталей по общности конст-руктивно-технологических признаков. Существо этой идеи ярко выражено в словах А.П. Соколовского [30, 31]: «...Классификацию как технологических процессов, так и отдельных технологических задач (мы) производим на основе классификации деталей. С другой стороны, классификацию деталей мы проводим таким образом, чтобы в основе ее лежала технология, и сходные по методам обработки детали попадали в одни и те же классификационные группы». Более подробно вопрос унификации технологических процессов изложен в работах [30, 31, 32, 33]. Несмотря на то что идея типизации первоначально рассматрива-лась применительно к анализу, изучению и систематизации опыта, накопленного машиностроением, в дальнейшем она получила свое развитие как метод проектирования на основе типовых технологических процессов. Типовой технологический процесс, составленный с учетом имеющегося опыта, освоенных и апробированных методов обработки, фактически представляет собой канву, определяющую структуру и состав рабочей технологии обработки деталей, относящихся к одному типу. Другой метод унификации технологических процессов, основан-ный на общности применяемого оборудования и оснастки, предло-жен профессором СП. Митрофановым [32]. Этот метод позволяет использовать эффективные средства и формы организации крупно-серийного и массового производства в условиях производства серийного и мелкосерийного. Группирование деталей позволяет создать специализированные рабочие места и рационально загрузить оборудование. Проектирование на основе унификации технологических, про-цессов отличается сравнительной простотой, так как необходимость строгой классификации элементов процессов обработки приводит к систематизированному представлению процесса проектирования, который в большей части сводится к поиску уже готового аналога технологии в соответствии с классификационными кодами. При разработке типовых и групповых процессов технологические решения, полученные в результате большой подготовительной работы, принимаются в качестве нормализованных. Типовые и групповые технологические процессы содержат сведения о заготовках, о требуемом оборудовании, об оснастке и инструменте, о содержании операций, об основных переходах и последовательности их выполнения. Преимущества методов проектирования на основе унификации технологических решений и развитие программных средств обработки массивов информации привели к широкому использованию этих методов при механизации и автоматизации разработки технологии изготовления деталей путем механической обработки заготовок. Характерной особенностью таких систем проектирования является то, что для формирования конкретной технологии используются только те технологические решения, которые заранее разработаны и внесены в состав информационной базы системы. Внедрению таких систем предшествует работа, объем которой определяется тремя основными этапами: 1) унификацией и системным представлением деталей в соответствии с конструктивными и технологическими признаками (составление классификатора); 2) подробной разработкой технологических процессов и их элементов для каждого типа или группы деталей; 3) занесением информации, характеризующей процесс обработки, в соответствующие базы данных. В соответствии с принципами унификации в нашей стране разработан ряд действующих систем автоматизированного проектирования технологических процессов с помощью ЭВМ. Составной частью комплексной автоматизированной системы является подсистема проектирования типовых и групповых технологических процессов [11]. Неизменная часть типового технологического процесса хранится в информационно-поисковой системе (ИПС) ЭВМ, вызывается на основании шифра детали и выдается на печать в виде операционной карты типового процесса. Переменная часть типового технологического процесса определяется с помощью стандартных программ доработки на основании исходных данных. Доработка типового технологического процесса состоит в выполнении следующих действий: — уточнение типоразмеров, марок и шифров оборудования, приспособлений и инструментов в пределах типов, предусмотренных технологическим процессом; — корректировка переменных размеров детали, меняющихся внутри одного типа, например, длины и диаметры шеек ступенчатых валов одного типа и т. п.; — нахождение расчетных размеров для определения режимов обработки; — определение режимов резания в соответствии с уточненными оборудованием, приспособлениями и инструментами; — подготовка данных для АСУ. Исходные данные в виде закодированной информации на стан-дартном бланке подготавливает технолог вручную или с помощью автокодировщика вводит в ЭВМ. Групповой технологический процесс для комплексной детали по всем своим показателям совпадает с типовым процессом. Однако для конкретной детали группы он может содержать избыточную информацию в виде наличия и описания переходов и операций, не нужных для этой детали. Проектирование технологического процесса для конкретной детали группы (на основные процесса для комплексной детали) производят следующим образом: — на основании исходных данных, технологического шифра де-тали из ИПС вызывается в оперативную память ЭВМ соответствующий групповой технологический процесс; — заданная деталь сравнивается с комплексной, и уточняются их общие элементы; — из группового технологического маршрута выбираются только операции и переходы, необходимые для получения общих элемен- тов заданной и комплексной деталей, и окончательно формируется маршрут изготовления заданной детали; — маршрут изготовления заданной детали принимается в качестве типового, и дальнейшее проектирование производится по методам и стандартным программам для проектирования типовых про-цессов. Доработка типового (группового) технологического процесса. В рассматриваемой системе доработка типового (группового) технологического процесса заключается в конкретизации значений выбранных элементов процесса обработки. При этом определяются межоперационные и расчетные размеры, а также выбирается вспомогательный, режущий и мерительный инструмент. САПР единичных технологических процессов. Автоматизированное проектирование единичных технологических процессов должно стать основным направлением технологического проектирования в комплексных автоматизированных системах технологической подготовки производства [11]. Это направление является универсальным. Оно применимо для любого типа производства и любых деталей: определенного класса, стандартных, нормализованных и оригинальных, с различной степенью унификации обрабатываемых поверхностей. Единичные технологические процессы являются источником создания и пополнения архивов типовых технологических процессов, т. е. источником еще одного направления автоматизации техно-логического проектирования. В наибольшей степени САПР единич-ных процессов приемлемы в условиях мелкосерийного и единичного производства, где типовые и групповые технологические процессы оказываются неэффективными вследствие больших затрат времени на выполнение подготовительных работ (разработку классификаторов, типовых и групповых процессов и их элементов). Автоматизация проектирования единичных технологических процессов является наиболее сложным и пока наименее разработанным вопросом автоматизированного проектирования. В проблеме создания САПР единичных технологических процессов (ЕТП) в настоящее время наметилось несколько направлений. В каждом из этих направлений решаются вопросы, связанные с разработкой общей структуры системы автоматизированного проектирования, и вопросы, связанные с решением отдельных технологических задач. Как показала практика разработки САПР, эти группы вопросов проектирования теснейшим образом связаны между собой, и именно методы решения отдельных технологических задач в основном определяют общую структуру системы проектирования. Одно из направлений создания САПР ЕТП базируется на тради-ционных методах проектирования. Пример такой системы для валов приведен в работе [11]. При обычном, неавтоматизированном проектировании выбор структуры технологического процесса основывается главным обра-зом на опыте и интуиции технолога и на очень небольшом числе формальных правил. Однако существуют объективные связи между конструкцией, геометрической структурой и другими характеристиками машиностроительных деталей и наивыгоднейшей структурой технологического процесса их обработки. Формальную геометрическую модель детали представляют в виде конечного графа ее размерных связей. Граф размерных связей интерпретируется в виде матрицы смежности, которая строится на основании таблицы кодированных сведений о детали. Излагаемая методика проектирования единичных технологических процессов предусматривает использование типовых решений не в виде типовых технологических процессов, а в виде типовых схем установки заготовок, типовых планов обработки поверхностей и др., т. е. в виде типовых элементов технологического процесса. Поэтому при решении технологических задач широко применяются заранее подготовленные и введенные в ЭВМ таблицы соответствий. В частности, на основе таких таблиц формируются планы (маршруты) обработки всех поверхностей детали. Исходной информацией для синтеза технологического маршрута обработки детали является граф размерных связей и таблица выбранных планов обработки. Технологические методы обработки, вошедшие в планы обработки и принадлежащие разным вершинам графа, объединяются по типам станков с учетом деления операций на черновые, чистовые, отделочные и др. При этом связи между вершинами графа не должны быть нарушены. В результате формируется операционный подграф, вершины которого содержат одноименные методы обработки и соединены между собой ребрами. На этом этапе практически заканчивается проектирование маршрутной технологии. Далее следует проектирование структуры операций и условий выполнения технологических переходов. В работе [12] изложен еще один метод формирования САПР ЕТП. Рассматриваются три способа проектирования процессов механиче-ской обработки. Первый способ заключается в разделении общей задачи проектирования на ряд подзадач более простых, чем исходная. При этом структура и характеристики отдельных частей технологического процесса выражаются через исходные данные в явном виде соотношениями, удобными для реализации на ЭВМ. Второй способ состоит в разделении процесса проектирования на ряд уровней, различных по степени детализации, начиная с уровня, определяющего наиболее общие характеристики технологического процесса, и заканчивая уровнями детализации, соответствующими заданию на проектирование. Третий способ сочетает в себе разделение процесса проектирования на ряд различных по детализации уровней и разбиение на каждом уровне общей задачи на ряд более простых задач. В книге [12] выделены четыре уровня детализации технологиче-ских задач. Первый уровень отражает принципиальную схему технологиче-ского процесса, которая включает в себя состав и последовательность этапов изготовления детали. Второй уровень — это проектирование маршрутного технологи-ческого процесса. Исходной информацией этого уровня проектиро-вания являются полученные ранее принципиальные схемы техноло-гического процесса, сведения о детали и об условиях производства. Цель второго уровня — получение нескольких наиболее рациональ-ных вариантов маршрутного технологического процесса. Третий уровень включает проектирование операционных техно-логических процессов на основе полученных ранее маршрутов обработки детали. Степень детализации маршрута доводится до окончательного определения состава и последовательности переходов в каждой операции, выбора инструмента, определения оптимальных режимов резания. Четвертый уровень детализации характерен для технологических процессов обработки деталей на станках с программным управлением. Степень детализации процесса обработки доводится до выявления отдельных элементов траектории режущего инструмента и команд управления станком. Ввиду различной степени детализации проектируемого техноло-гического процесса достоверность и точность оценок при выборе проектных решений на всех уровнях разная. На первом уровне оценка вариантов принципиальных схем процесса обработки основана на весьма приближенных эвристических критериях, на втором и после-дующих уровнях оценки более точны. При этом чем выше степень детализации разработок, тем точнее оценки. На всех уровнях проектирования наряду с детализацией произво-дится корректировка и уточнение решений, принятых на предыду-щих уровнях. Вследствие этого возникают обратные связи между уровнями проектирования. Кроме этого обратные связи возникают между различными задачами одного и того же уровня. Посредством этих связей корректируются и уточняются ранее принятые решения. Таким образом, проектирование представляет собой итерационный многоуровневый процесс последовательной детализации и оп-тимизации проектных решений. Одна из причин трудностей автоматизации проектирования про-цессов механической обработки заключается в том, что технологическая наука достаточно часто имеет описательный характер, для некоторых явлений отсутствуют строгие аналитические зависимости, используются сложная логика суждений и взаимосвязь, а также наблюдается взаимное влияние отдельных задач. При технологическом проектировании имеет место большая роль эмпирики, наличие мощных информационных потоков и большого числа составных элементов технологии (станки, инструмент, оснастка, режимы обработки, припуски и т. д.). Решение любой задачи с помощью ЭВМ требует аналитических (или каких-либо иных, но количественных, а не качественных) зависимостей. Поэтому для автоматизации технологического проектирования необходимо формализовать решение технологических задач, т. е. провести замену содержательных предложений системой математических зависимостей. Формализация превращает процесс технологического проектирования из процесса рассуждений и построения аналогий в процессе строгого расчета. Для создания системы автоматизированного проектирования, в основе которой лежат принципы синтеза технологических процес-сов, необходимо найти общие закономерности, которые определяют процесс механической обработки заготовки, построить методологию эмпирической науки технологии. ОФОРМЛЕНИЕ ТЕХНОЛОГИЧЕСКОЙ ДОКУМЕНТАЦИИ Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса. Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или груп-повой), типа производства и степени использования разработчиком средств вычислительной техники и автоматизированной системы управления производством. По степени детализации информации каждый из указанных видов технологических процессов предусматривает различное изложение содержания операции и комплектность документов. В маршрутном технологическом процессе содержание операций излагается только в маршрутной карте без указания технологических переходов. Применяется в единичном и мелкосерийном типах производства. В операционном технологическом процессе маршрутная карта содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами операции разрабатываются на операционных картах. Применяется в крупносерийном и массовом типах производства. В маршрутно-операционном технологическом процессе преду-сматривается краткое описание содержания отдельных операций в маршрутной карте, а остальные операции оформляются на операци-онных картах. При выполнении курсового и дипломного проектирования реко-мендуется операционная или маршрутно-операционная степень детализации описания технологического процесса. Конкретно степень детализации описания технологического процесса оговаривается с руководителем прое
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 8397; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.017 с.) |