Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
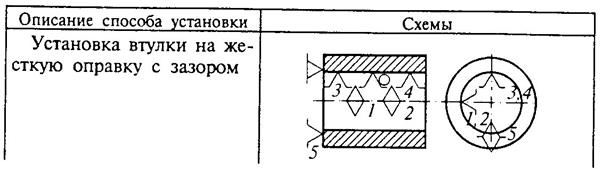
Схемы базирования и условные обозначения опор и зажимовСодержание книги
Поиск на нашем сайте
Продолжение табл. 2.7
В качестве примера на рис. 2.31 приведены некоторые конструкции опор.
Погрешность закрепления ε3
Погрешность закрепления ε3 возникает из-за нестабильности смещений отдельных заготовок под действием силы зажима. Погрешность закрепления численно равна разности предельных смещений измерительной базы в направлении получаемого размера под действием силы зажима заготовки. Схема появления погрешности закрепления при обработке углового паза показана на рис. 2.32. Под действием силы зажима W измерительная база 1 смещается. В силу различных причин, о которых будет сказано ниже, это смещение будет разным для каждой заготовки. Положение измерительной базы, соответствующее наименьшему смещению, обозначено 1, а наибольшему 1". В результате этого, при обработке заготовки на настроенном станке появляется погрешность закрепления
ε3 = (ymax - ymin)·cosα,
где α — угол между направлением действия силы зажима и направлением получаемого размера. При расчете погрешности ε3 учитываются, как правило, только смещения из-за контактных деформаций в стыках заготовка — установочные элементы. Величина этих смещений определяется по экспериментальной зависимости:
y = c·
Рис. 2.32. Схема появления погрешности закрепления
где Nw — сила зажима, приходящаяся на опору (нагрузка на опору); c — коэффициент, характеризующий вид контакта, материал, шероховатость поверхности и верхний слой заготовки; n — показатель степени (определяется экспериментально). Экспериментальные зависимости между нормальной нагрузкой Nw и смещением у для различных опор приведены в справочной литературе.
Погрешность положения заготовки εпр, вызываемая неточностью приспособления
Эта погрешность возникает из-за неточности изготовления и сборки деталей приспособления, их износа и ошибок установки приспособления на станке. Погрешность εпр численно равна разности предельных состояний измерительной базы относительно установленного на размер инструмента, возникающей вследствие перечисленных причин. В общем случае погрешность положения заготовки, вызываемая неточностью приспособления, рассчитывается по формуле
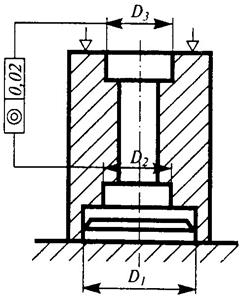
где εУС — погрешность установочных элементов, вызываемая неточностью их изготовления и сборки; εНЭ — погрешность положения направляющих элементов, вызываемая неточностью их изготовления и сборки; εДУ — погрешность, возникающая в результате неточности изготовления и сборки делительных устройств; εИ — погрешность, возникающая в результате износа деталей приспособления (в основном — установочных и направляющих элементов); εС — погрешность установки приспособления на станке. В качестве примера рассмотрим расчет погрешности установки, определяющей несоосность отверстий D2 и D3 для детали, приведенной на рис. 2.33.
Рис. 2.33. Установка втулки на торец и жесткий палец
Обработка производится в следующем порядке. На первом этапе за один установ растачиваются отверстия D1 и D2. Затем при базировании на жесткий палец отверстием D1 обрабатывается поверхность D3. В данном случае погрешность базирования равна несоосности между отверстиями D2 и D1, погрешность закрепления отсутствует, наибольшая часть погрешности составляет максимально возможный зазор между пальцем и отверстием.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 520; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.148.108.174 (0.006 с.) |