Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Размерная наладка по калибрам наладчикаСодержание книги
Поиск на нашем сайте
В случае использования обычных предельных калибров резко возрастает возможность появления брака. Это видно, например, из расположения полей допусков предельных калибров для контроля отверстий (рис. 2.54). Использование таких предельных калибров дает информацию лишь о том, что резец находится в пределах поля допуска, но где — неизвестно. Резец может находиться у верхней или у нижней границы поля допуска детали. Если резец находится у нижней границы поля допуска, то при дальнейшей обработке может появиться заготовка, у которой припуск максимальный и отжатие резца приведет к выходу размера за нижнюю границу поля допуска (появится брак исправимый). Если резец находится у верхней границы поля допуска, то при дальнейшей обработке вследствие нагревания резца размер отверстия может выйти за верхнюю границу поля допуска (появится брак неисправимый).
Рис. 2.54. Схема расположения полей допусков предельных калибров-пробок
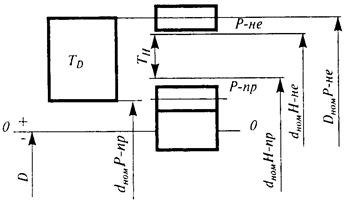
Рис. 2.55. Схема расположения номинальных размеров калибров наладчика в поле допуска детали Для исключения возможности в начальный момент выхода размера за верхнюю или нижнюю границы поля допуска используют специальные калибры наладчика (с суженной разницей между номинальными размерами Н-ПР и Н-НЕ калибров по сравнению с полем допуска детали (рис. 2.55). Погрешность размерной наладки равна разности между номинальными размерами проходного и непроходного калибров наладчика, т. е.
Недостатками этого метода являются: — введение специальных калибров сильно осложняет калибровое хозяйство; — необходимость получения пробных деталей с размерами соответствующими малой величине Tн замедляет наладку; — наладчик не может оценить значение погрешности наладки и направление какую же сторону произвести корректировку размера. Областью применения этого метода размерной наладки является массовое и крупносерийное производства.
Статическая наладка
Заключается в том, что установка режущего инструмента относительно станка и приспособления производится при неработающем станке, т. е. при отсутствии отжатий технологической системы. Режущий инструмент устанавливается по «эталону», представляющему собой макет обрабатываемой детали (валик, кольцо, шаблон, габарит), причем правильность положения инструмента проверяется протаскиванием щупа или мерной бумаги между лезвием инструмента и эталоном. Размер, который бы получился у детали при установленном таким образом инструменте, если бы технологическая система была абсолютно жесткой (j = ∞ ω = 0), а обработанная поверхность детали не имела бы микронеровностей (шероховатостей) (Кг = 0), называется размером статической наладки (рис. 2.56).
Рис. 2.56. Схема для расчета наладочного размера
где у — поправка на среднюю величину упругой деформации технологической системы; Rz— поправка на среднюю величину шероховатости.
где ∆эт — погрешность изготовления или измерения эталона; ∆устинстр - погрешность установки инструмента по эталону; ∆попр — погрешность определения поправки. Достоинствами этого метода являются малые затраты времени по сравнению с методом настройки по пробным деталям и сравнительная простота. Недостатком является небольшая точность из-за влияния ∆уст.инстр. По истечении времени наладка сбивается и ее необходимо периодически возобновлять. Для сокращения потерь времени рекомендуется заменять наладки подналадками. На станках с ЧПУ используется взаимозаменяемая подналадка для резцов с многогранными неперетачиваемыми пластинами (МНП). Такая подналадка осуществляется путем замены изношенного инструмента новым, имеющим размер (Lр) и режущую способность такие же, какие имел заменяемый инструмент до износа; при этом режимы резания и положение подвижных частей станка (стол, суппорт) в направлении выдерживаемого размера не меняются. Наладка резцов (инструментов) производится вне станка (рис. 2.57). При этом все элементы инструментальной подсистемы станка участвуют в размерной наладке, каждый из них имеет свою систему координат, положение и погрешность. На рис. 2.58 показана схема размерной цепи наладки для токарного станка с ЧПУ, в которой радиус детали (X56) является замыкающим размером
Рис. 2.57. Схема наладки взаимозаменяемого резца с МНП
В уравнении использованы следующие обозначения: X06 — координата исходной точки в системе станка; X01 — величина вспомогательного хода резцедержателя; X12 — координата вспомогательного инструмента в системе резцедержателя; X23 — координата державки резца в системе вспомогательного инструмента; X34 — координата центра МНП в системе державки; X45 — координата вершины резца в системе пластины. Если размерная наладка инструмента на станке с ЧПУ производится методом полной взаимозаменяемости, то при этом в размерную цель включают все звенья инструментальной подсистемы. В этом случае суммарная погрешность статической наладки будет определяться следующим образом:
При методе полной взаимозаменяемости может быть обеспечена минимальная трудоемкость размерной наладки, но при этом требуется высокая точность всех элементов инструментальной системы. Обычно используют метод неполной взаимозаменяемости. Метод заключается в том, что звенья X23, X34, X45 (рис. 2.59) заменяют одним звеном X25. Размерная цепь становится короче: X56 = X06 - (X01 + X12 + X25) и требуемую точность получить легче, чем в предыдущем случае.
Рис. 2.58. Размерная цепь наладки для токарного станка с ЧПУ
Рис. 2.59. Размерная цепь при наладке инструмента вне станка
Наладку цепи X25 = X23 + X34 + X45 осуществляют вне станка на специальных приспособлениях. Недостатками являются: необходимость использования специальных устройств; потребность в дополнительной площади; размерная цепь все же остается достаточно сложной; не компенсируются ошибки позиционирования, поворота револьверной головки, установки державки инструмента в головке и др.; не могут быть в полной мере реализованы преимущества МНП, ибо поворот пластин осуществляется вне станка при снятом блоке. Для повышения точности размерной наладки производится комбинированная наладка, при которой настройка блока производится вне станка, а коррекция положения вершины резца осуществляется на станке с помощью специальных устройств (рис. 2.60). Станок снабжают преобразователем для измерения положения вершины резца. Резец устанавливают в резцедержатель, затем по программе перемещают к датчику, который определяет погрешность положения вершины и автоматически вводит коррекцию в перемещение резца при позиционировании. При данном методе образуются Две размерные цепи. Цепь коррекции начального положения инструмента X06 = X67 + X07 и цепь точности статической наладки X56 = X06 - X05, которая содержит всего три звена. На станках с ЧПУ для повышения точности наладки используют и другие приемы. Например, автоматизированный метод пробных рабочих ходов, при котором резец перемещается по программе к заготовке и снимает пробную стружку, затем происходит автоматическое определение действительного размера, сравнивание его с заданным и автоматическая коррекция траектории инструмента.
Рис. 2.60. Комбинированная размерная наладка
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 562; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.91.170 (0.008 с.) |