Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Точность и ее определяющие факторыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
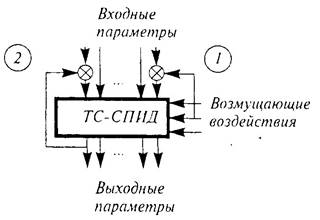
Под точностью в технологии машиностроения понимается степень соответствия производимых изделий их заранее установленным параметрам. Она в большей мере определяется точностью изготовления отдельных деталей и сборочных единиц. Точность в машиностроении — понятие комплексное. Оно характеризует не только геометрические параметры машин и их элементы, но и единообразие различных свойств изготовляемых изделий (упругих, динамических, магнитных, электрических и др.). Понятие точности детали включает в себя следующие параметры: — точность размеров; — точность формы поверхностей; — точность относительного расположения поверхностей; — шероховатость поверхностей; — волнистость; — физико-механические свойства поверхностного слоя. Количественные показатели точности и допускаемые отклонения регламентируются Единой системой допусков и посадок и ее стандартами. Задачи обеспечения необходимой точности изделия решаются на этапах их конструирования, разработки и внедрения технологии изготовления. Любой технологический процесс реализуется в определенной технологической системе (системе СПИД — станок, приспособление, инструмент, деталь), включающей в себя средства технологического оснащения и заготовку. С момента начала механической обработки заготовки технологическая система действует как многофакторная автоматическая система, структурная схема которой представлена на рис. 2.1.
Рис. 2.1. Структурная модель многофакторной автоматической технологической системы механической обработки
Входными параметрами этой системы являются: — характеристики металлорежущего станка — тип, модель, мощность, диапазоны частот вращения и подач, точность, жесткость, виброустойчивость; — характеристики технологической оснастки — приспособлений, устройств механизации и автоматизации, промышленных роботов; — характеристики заготовки — материал, его химический состав, механические свойства, погрешность размеров, формы, взаимного расположения, качество поверхностного слоя; — технологическая схема обработки поверхности; — эксплуатационные свойства режущего инструмента — прочность, стойкость, размерный износ; — режимы резания — V, S, t; — начальный размер наладки. К возмущающим воздействиям, нарушающим начальные условия обработки, относятся: — упругие деформации элементов технологической системы; — размерный износ режущего инструмента; — тепловые деформации элементов технологической системы; — погрешность установки заготовок; — погрешность корректирования первичного наладочного размера; — погрешность измерений; — погрешности профильного и мерного режущего инструмента; — погрешность от перераспределения внутренних остаточных напряжений; — колебания элементов технологической системы. Выходными параметрами являются: — качество механической обработки — точность размеров, формы, взаимного расположения и качество обработанной поверхности; — производительность механической обработки; — экономические критерии процесса обработки. Из схемы видны возможные пути управления технологическими процессами: — управление по выходным параметрам (обратная связь 2); — управление по внешним возмущающим воздействиям (обратная связь 1). Более подробно вопросы управления технологическими процессами рассмотрены ниже. На общую суммарную погрешность обработки может оказывать влияние совокупность любых из перечисленных выше параметров (входных, возмущающих и выходных). К элементарным составляющим суммарной погрешности относятся: — неточность технологической схемы обработки; — геометрическая погрешность станков; — погрешность приспособлений; — погрешность мерного и профильного режущего инструмента; — погрешности измерений; — погрешность от упругих деформаций элементов технологической системы; — тепловые деформации элементов технологической системы; — размерный износ режущего инструмента; — погрешность начальной размерной наладки; — погрешность подналадки; — погрешность установки заготовок; — погрешность от перераспределения остаточных внутренних напряжений; — шероховатость обработанной поверхности; — погрешность, вызываемая колебаниями элементов технологической системы; — погрешность, определяемая конструктивными особенностями системы управления технологическим процессом. На рис. 2.2 показана структурная модель многофакторного технологического процесса механической обработки в случае использования нескольких технологических систем. Из рисунка видно, что часть выходных параметров предшествующей системы являются входными параметрами последующей системы, что наглядно демонстрирует явление технологической наследственности.
Рис. 2.2. Структурная модель многофакторного технологического процесса
В технологии машиностроения под технологической наследственностью понимается перенесение на готовое изделие в процессе его изготовления погрешностей, механических и физико-химических свойств исходной заготовки или свойств и погрешностей, сформировавшихся у заготовки на отдельных операциях изготовления изделия. Проявление технологической наследственности может привести как к улучшению, так и к ухудшению эксплуатационных свойств деталей. Технологический процесс изготовления деталей должен разрабатываться с учетом технологической наследственности так, чтобы сохранить у детали положительные качества (наклеп поверхностного слоя, высокую поверхностную твердость, остаточные напряжения сжатия и др.) или, наоборот, устранить отрицательные качества — дефектный слой, отклонения формы и расположения поверхностей и др. Для целесообразного использования явления технологической наследственности необходимо установить непосредственные связи между эксплуатационными характеристиками деталей и режимами обработки заготовок. Технологическая наследственность проявляется на всех этапах реализации технологических процессов. В технологии машиностроения принято различать следующие виды элементарных погрешностей обработки по воздействию на технологическую систему: — систематические постоянные погрешности, вызываемые, например, неточностью мерного инструмента; — систематические погрешности, закономерно изменяющиеся по течению технологического процесса, вызываемые, например, размерным износом режущего инструмента; — случайные погрешности, которые, появившись при обработке одной заготовки, необязательно появляются при обработке других заготовок, а их значения для различных заготовок изменяются в определенных пределах от ∆min до ∆max. Предсказать момент появления и величину этих погрешностей возможно только с определенной вероятностью. Систематические погрешности обработки изучаются с помощью теоретических или экспериментальных исследований закономерностей, которым они подчиняются. Случайные погрешности изучаются с применением теории вероятностей и математической статистики. Для исследований точности механической обработки используются следующие основные методы: расчетно-аналитический; вероятностно-статистический и расчетно-статистический. Расчетно-аналитическая модель предполагает полную детерминированность процесса, для которого точно известны как начальная точность, так и влияние сопутствующих факторов. Путем решения систем уравнений, описывающих закономерности переноса погрешностей технологического процесса, однозначно определяется искомая точность. Факт детерминированности означает, что при одном и том же комплексе исходных условий при каждом последующем расчете получается один и тот же результат. Однако реальные процессы не всегда правильно отображаются детерминированными моделями, и правомерность их применения в таких случаях зависит от детальности изучения исследуемого процесса. Математическое описание процессов в этом случае заключается в последовательном определении начальных (исходных) погрешностей заготовки; далее устанавливается в аналитическом виде их влияние на окончательную точность готовой детали, и наконец, решается полученная система уравнений. Вероятностно-статистическая модель применяется при изготовлении достаточно больших партий деталей. Она позволяет без раскрытия физической сути явлений решать ряд задач по оценке и исследованию точности обработки, сборки, контроля и анализу точности оборудования. При этом определяются как первичные, так и суммарные погрешности. Раснетно-статистические модели сочетают положительные стороны обоих, вышерассмотренных методов. Они пригодны для различных условий производства и являются весьма гибкими, так как позволяют рассчитывать первичные и суммарные погрешности, оценивая их отдельные составляющие статистически или расчетным путем. При недостатке данных модель носит в большей мере вероятностно-статистический характер. В то же время, применяя детерминированный подход, можно определить поле рассеивания случайных погрешностей и отдельные погрешности расчетно-аналитическим методом.
|
||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 736; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.008 с.) |