Форма и размеры центровых отверстий
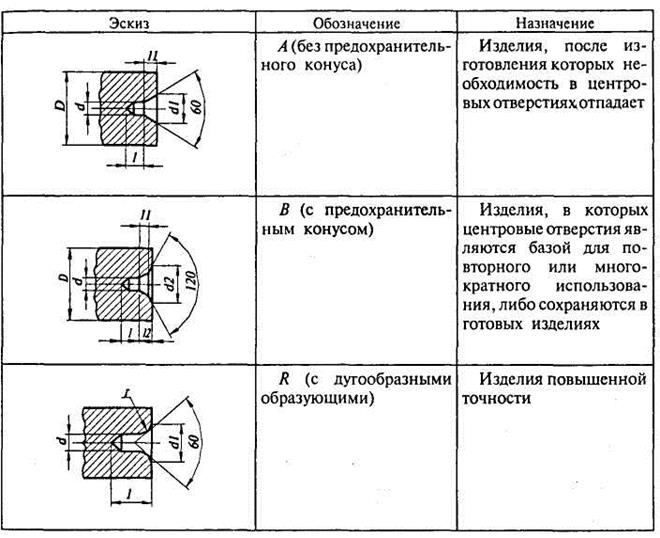
Рабочими участками являются конуса, которыми вал опирается на центры станка в процессе обработки. Цилиндрические участки диаметром d необходимы для предотвращения контакта вершин станочных центров с заготовкой. При обработке крупных, тяжелых валов применяют усиленные станочные центры с углом конуса 75° или 90°. С соответствующими углами конусов выполняют и центровые отверстия валов. Предохранительный конус с углом 120° позволяет избежать случайных забоин на рабочем конусе в процессе межопера-
ционного транспортирования вала. Валы с пре-дохранительными конусами более ремонтопри-годны.
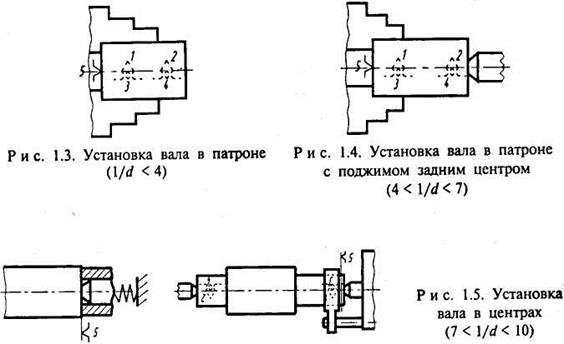
Использование центров в качестве устано-вочных элементов предусматривает применение того или иного поводкового устройства, пере-дающего крутящий момент заготовке. Такими устройствами являются поводковые патроны, хомутики и т. п.
Основные способы установки валов приведены на рис. 1.3...1.6.
6.1.4. Методы обработки наружных цилиндрических поверхностей
Наружные и внутренние цилиндрические поверхности и приле-гающие к ним торцы образуют детали типа тел вращения.
Согласно технологическому классификатору деталей машино-строения и приборостроения [27] к таким деталям относят детали классов 71 и 72 «Детали типа тел вращения» и класса 75 «Детали типа тел вращения и не тел вращения». В свою очередь, детали — тела вращения делят на три типа в зависимости от соотношения длины детали L к наибольшему наружному диаметру D. При L/D≥2 — это валы, шпиндели, штоки, шестерни, гильзы,
стержни и т. п.; при 2 ≥ L/D > 0,5 включительно — втулки, стаканы, пальцы, барабаны и др.; при L/D ≤ 0,5 включительно — диски, кольца, фланцы, шкивы и т. п.
Классификация методов обработки и достижимой точности на-ружных цилиндрических поверхностей показана в [Т. 1, табл. 1.20]. По этой таблице можно определить предельные значения квалитетов и параметров шероховатости Ra в зависимости от вида и способа обработки заготовок, имеющих наружные цилиндрические поверхности. Квалитеты указаны для деталей из конструкционных и легированных сталей. Для деталей из чугуна или цветных сплавов допуски на размер можно принимать на один квалитет точнее.
Детали, имеющие поверхности вращения (цилиндрические на-ружные, фасонные, цилиндрические внутренние и др.), обрабатыва-ют на различных станках: токарной группы (токарно-винторезные, токарно-карусельные, токарно-револьверные, одношпиндельные и многошпиндельные полуавтоматы и автоматы, станки для тонкого точения и др.); шлифовальной группы (круглошлифовальные, бес-центрово-шлифовальные, притирочные, полировальные и т. п.). Станки этих групп применяют как обычные, так и с числовым про-граммным управлением (ЧПУ).
МЕТОДЫ ПРЕДВАРИТЕЛЬНОЙ ОБРАБОТКИ НАРУЖНЫХ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ
|







