Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Влияние технологических факторов на величину шероховатостиСодержание книги
Поиск на нашем сайте
На шероховатость поверхности заготовок и деталей оказывают влияние многие технологические факторы. При обработке резанием величина, форма и направление неровностей зависят от методов, режимов и схемы обработки. Каждому методу соответствует определенный диапазон шероховатостей. Из параметров режимов резания наиболее существенное влияние на величину шероховатости оказывают скорость главного движения резания и подача. Влияние скорости главного движения резания на шероховатость зависит от наростоообразования на режущей кромке инструмента, а также от захвата и отрыва слоев, расположенных под режущей кромкой (для стали), и хрупкого выламывания частиц материала (для серого чугуна и твердых цветных сплавов). Зависимость величины шероховатости от скорости главного движения резания представлена на рис. 3.1, а. График показывает, что при скоростях порядка 15...30 м/мин имеет место увеличение шероховатости. Причиной является наростообразование на резце. При скорости главного движения резания более 30 м/мин из-за возрастания температуры в зоне резания наростообразование прекращается и величина шероховатости уменьшается. При обработке резанием материалов не склонных к образованию нароста величина шероховатости не зависит от изменения скорости главного движения резания.
Рис. 3.1. Влияние технологических факторов на величину микронеровностей: а — скорости резания; б— подачи; в — радиуса закругления резца При шлифовании шероховатость снижается с увеличением скорости главного движения резания и уменьшением его подачи во всех трех направлениях. Влияние подачи на шероховатость при точении можно приближенно определить из сопоставления двух смежных положений резца, смещенных на величину подачи S (рис. 3.1, б, в) по формуле
При точении и строгании резцами с широкой режущей кромкой, при сверлении, зенкеровании, развертывании величина подачи оказывает мало заметное влияние на шероховатость. Глубина резания при достаточной жесткости не оказывает существенного влияния на шероховатость. При снятии корки у отливок и наклепанного слоя у стальных заготовок должна быть назначена глубина резания, обеспечивающая полное снятие такого слоя. Геометрическая форма режущего инструмента оказывает влияние на шероховатость. Передний угол у, угол наклона режущей кромки Я, задний угол а мало влияют на величину шероховатости. Большее значение оказывают радиус закругления при вершине, углы в плане — главный φ и вспомогательный φ1. При увеличении радиуса закругления величина шероховатости уменьшается (рис. 3.1, в). С увеличением угла ф и ф) величина шероховатости увеличивается. Свойства и структура обрабатываемого материала оказывают влияние на шероховатость поверхности. Более вязкие и пластичные материалы (например, низкоуглеродистая сталь), склонные к пластическим деформациям, дают при их обработке резанием большую шероховатость. При увеличении хрупкости материала величина шероховатости уменьшается. При резании хрупких материалов зависимость Rz = f(V) не имеет «горба» и выражается горизонтальной линией. Стали с повышенным содержанием серы (автоматные) и стали с присадкой свинца после обработки резанием имеют меньшую шероховатость, чем углеродистая сталь, обработанная в одинаковых с ними условиях. С увеличением твердости обрабатываемого материала величина шероховатости снижается. Как уже отмечалось, одним из основных параметров качества поверхностного слоя являются физико-механические свойства, которые характеризуются твердостью; структурой; величиной, знаком к глубиной распространения остаточных напряжений; глубиной деформации слоя; наличием или отсутствием внешних дефектов (микротрещин, ликвации и т. п.). Физико-механические свойства поверхностного слоя отличаются от исходного материала. Это связано с воздействием силовых и тепловых факторов при изготовлении и обработке заготовок. Материал поверхностного слоя испытывает упрочнение (наклеп или разупрочнение; изменяется его структура, микротвердость; образуются остаточные напряжения. После механической обработки стальной заготовки в поверхностном слое выделяют три зоны (рис. 3.2, а): I — зона резко выраженной деформации; характеризуется большими искажениями кристаллической решетки металла, раздроблением зерен, высокой твердостью; II — зона деформации; в этой зоне наблюдается вытягивание зерен, наволакивание одних зерен на другие, понижение твердости; III — переходная зона; в этой зоне состояние слоя постепенно приближается к состоянию исходного материала. Глубина поверхностного слоя зависит от метода и режимов обработки и составляет от 5 мкм при тонкой обработке до сотен мкм — при черновой.
Рис. 3.2. Поверхностный слой детали из стали: а — структура; б — напряжения в поверхностном слое после абразивной обработки; в — напряжения в поверхностном слое после лезвийной обработки Физико-механические свойства поверхностного слоя определяются применяемыми методами и режимами изготовления и обработки заготовок. При обработке лезвийным инструментом имеет место взаимодействие в основном силовых, а также тепловых факторов. Вследствие этого поверхностный слой имеет, как правило, сжимающие (отрицательные) напряжения (рис. 3.2, в). Однако при высоких скоростях главного движения резания остаточные напряжения могут быть растягивающими. При шлифовании большее влияние оказывают тепловые факторы, меньшее — силовые. Характерные для шлифования высокие температуры в поверхностном слое вызывают структурную неоднородность и, вследствие этого, поверхностные прижоги, микротрещины, цвета побежалости. В поверхностном слое при шлифовании возникают остаточные напряжения растяжения, т. е. положительные (рис. 3.2, б). При накатывании обработанных поверхностей роликами и шариками обеспечивается пластическая деформация поверхностного слоя, снижение шероховатости и получение сжимающих напряжений. Чрезмерный наклеп при накатывании приводит к разрушению («шелушению») поверхностного слоя. Остаточные напряжения распространяются на глубину 0,05...0,15 мм. Воздействие силовых и тепловых факторов также зависит от варьирования режимами резания и условий обработки. Уменьшение остаточных напряжений в поверхностном слое может быть достигнуто: — снижением интенсивности теплообразования; — уменьшением скорости главного движения резания; — уменьшением глубины резания; — применением более «мягких» кругов и выхаживания при шлифовании; — применением обильного охлаждения. Кроме остаточных напряжений в поверхностном слое изготавливаемой детали образуется наклеп. Он возникает в результате больших перепадов температур и больших деформаций, приводящих поверхностные слои к упрочнению. Интенсивность и глубина распространения наклепа возрастают с увеличением сил и продолжительности их воздействия и с повышением степени пластической деформации металла поверхностного слоя. Одновременно с упрочнением из-за нагрева зоны резания в металле поверхностного слоя протекает разупрочнение, возвращающее металл в его первоначальное ненаклепанное состояние. Конечное состояние металла поверхностного слоя определяется соотношением скоростей протекания процессов упрочнения и разупрочнения, зависящим от преобладания действий в зоне резания силового или теплового фактора. Состояние поверхностного слоя существенно влияет на работоспособность поверхности. Наклеп поверхности в несколько раз уменьшает ее износ, способствует созданию сжимающих напряжений, повышающих предел выносливости, прочность деталей. Растягивающие напряжения увеличивают износ, снижают прочность и приводят к появлению микротрещин на рабочих поверхностях. От остаточных напряжений зависит первоначальная и последующая эксплуатационная точность деталей и машин. Целенаправленное формирование поверхностного слоя заданного качества, исходящего из требований длительной и надежной эксплуатации деталей, обеспечивается путем применения обычных методов, т. е. рационального выбора последовательности режимов и условий обработки, упрочнения поверхностей закалкой, химико-термической обработкой (цементация, азотирование, цианирование, сульфидирование и др.); наплавкой; гальваническими покрытиями (хромирование, никелирование, цинкование и др.), а также применением специальных методов. К специальным методам повышения качества поверхностей могут быть отнесены упрочняющие методы пластического деформирования без снятия стружки, создающие наклеп и сжимающие напряжение 400...700 Н/мм2. К ним относятся: вибрационное обкатывание, дробеструйное упрочнение, чеканка, обкатывание и раскатывание роликами и шариками, дорнование и калибрование, алмазное выглаживание, электрохимическая обработка и др. ОПРЕДЕЛЕНИЯ ПРИПУСКОВ ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ
Припуском называют слой материала, удаляемый в процессе механической обработки заготовки для достижения требуемой точности и качества обрабатываемой поверхности. Различают припуски промежуточные (Zi) и общие (Z0). Промежуточный припуск (припуск изданную операцию или переход) — слой металла, который должен быть удален во время данной операции или перехода. Промежуточный припуск определяют как разность размеров заготовки, полученных на смежном предшествующем переходе. При обозначении припусков используются следующие индексы: (i - 1) — индекс для предшествующего перехода; i — индекс для выполняемого перехода. При этом промежуточные припуски для наружных и внутренних поверхностей (рис. 4. 1) рассчитываются по следующим формулам:
Припуски измеряются по нормали к обработанной поверхности. Они могут быть несимметричные (на одну сторону) при изготовлении призматических деталей и симметричные (на обе стороны) чаще всего на диаметр при обработке тел вращения. Общий припуск равен сумме промежуточных припусков по всему технологическому маршруту механической обработки данной поверхности
Общий припуск определяют как разность размеров заготовки и готовой детали.
Рис. 4.1. Схемы расположения припусков для наружной (а) и внутренней (б) поверхностей
Выбор общих и операционных припусков и допусков имеет большое технико-экономическое значение. Чрезмерно большие припуски снижают экономическую эффективность процесса за счет потерь металла переводимого в стружку. Удаление лишних слоев металла требует введения дополнительных технологических переходов, увеличивает трудоемкость процессов обработки, расход энергии и режущего инструмента, повышает себестоимость обработки. При увеличенных припусках в некоторых случаях удаляют наиболее износостойкий поверхностный слой обрабатываемой детали (наклеп). Чрезмерно малые припуски также нежелательны. Они не обеспечивают удаление дефектных поверхностных слоев и получение требуемой точности и шероховатости обработанных поверхностей, а в некоторых случаях создают неприемлемые условия для работы режущего инструмента по литейной корке или окалине. Чрезмерно малые припуски требуют повышения точности заготовок, затрудняют их разметку и выверку на станках и, в конечном счете, увеличивают вероятный процент брака. Правильно выбранный припуск обеспечивает: 1) устойчивую работу оборудования при достижении высокого качества продукции; 2) минимальную себестоимость продукции. В машиностроении применяют два метода определения припуска: 1) опытно-статистический; 2) расчетно-аналитический. При использовании опытно-статистического метода общие и промежуточные припуски назначаются по таблицам, которые составлены на основе обобщения и систематизации производственных данных передовых заводов. Недостатком этого метода является назначение припусков без учета конкретных условий построения технологических процессов и поэтому создаются ненужные повышенные запасы надежности, в предположении наихудших условий для каждой из обрабатываемых поверхностей. Поэтому опытно-статистические припуски необоснованно завышены.
Рис. 4.2. Схема для определения минимального операционного припуска
Расчетно-аналитический метод определения припусков разработан профессором Кованом В.М. Согласно этому методу, промежуточный припуск должен быть таким, чтобы при его снятии устранялись погрешности обработки и дефекты поверхностного слоя, полученные на предшествующих технологических переходах, а также погрешности установки обрабатываемой заготовки, возникающие на выполняемом переходе. В соответствии с этим методом минимальный промежуточный припуск Zimin рассчитывается по следующей формуле (рис. 4.2):
где Rzi-1 — высота неровностей, полученная на смежном предшествующем переходе обработки данной поверхности; Тi-1 — глубина поверхностного слоя, отличного от основного, полученного на предшествующем технологическом переходе; Рассмотрим влияние особенностей технологического процесса и служебного назначения детали на назначение перечисленных параметров. Например, у отливок из серого чугуна поверхностный слой состоит из перлитной корки (механическая смесь феррита и цементита), наружная зона которого нередко имеет следы формовочного песка. Этот слой должен быть полностью удален на первом переходе для последующей нормальной работы инструмента. Распределительные валы автомобильных двигателей и другие детали отливают с отбеленным (меньше углерода в виде графита и больше в связанном состоянии в виде цементита Fe3C) поверхностным слоем. При дальнейшей обработке этот слой желательно сохранить для повышения износостойкости деталей. У стальных поковок и штампованных заготовок поверхностный слой характеризуется обезуглероженной зоной, который должен быть полностью удален, так как он снижает предел выносливости детали. И, наконец, после поверхностной закалки поверхностный слой детали желательно сохранить в максимальной степени. Влияние пространственных отклонений на массу металла, снятую в виде припуска, зависит от принятой схемы базирования заготовки. При механической обработке заготовок типа дисков целесообразно, например, сначала расточить отверстие, используя в качестве базы наружную цилиндрическую поверхность, а затем, базируясь на отверстие, обточить наружную поверхность. При обратной последовательности обработки с наружной (доминирующей для этой заготовки) поверхности снимается значительно больше (по объему) металла. Примерами пространственных отклонений могут служить следующие погрешности взаимного расположения. Несоосность растачиваемого отверстия заготовок втулок, дисков, гильз, относительно наружной (базовой) поверхности; несоосность обтачиваемых ступеней базовым шейкам или линии центровых гнезд заготовок ступенчатых валов; неперпендикулярность торцовой поверхности оси базовой цилиндрической поверхности заготовки; непараллельность обрабатываемой и базовой поверхностей заготовок корпусных деталей. Из-за наличия погрешности установки, обрабатываемая поверхность занимает различное положение при обработке партии заготовок на предварительно настроенном станке. Нестабильность положения обрабатываемой поверхности должна быть компенсирована дополнительной составляющей промежуточного припуска εi включающей погрешности базирования, закрепления и положения. При односторонней обработке (как указано на рис. 4.2) векторы pi-1 и εi коллинеарны (параллельны), следовательно, при несимметричной обработке плоскостей формула для расчета припуска имеет вид
При обработке наружных и внутренних тел вращения векторы pi-1 и еi, могут принимать любое направление (любое угловое положение), предвидеть которое заранее не представляется возможным. Поэтому их сумма определяется как Следовательно, для тел вращения формула принимает вид
Из общей формулы расчета могут быть получены частные формулы для конкретных случаев обработки. 1. При обтачивании цилиндрической поверхности заготовки, установленной в центрах, погрешность еi, может быть принята равной нулю.
2. При шлифовании заготовок после термообработки поверхностный слой необходимо по возможности сохранить, следовательно, слагаемые Ti-1 нужно исключить из расчетной формулы.
3. При развертывании плавающей разверткой и протягивании отверстий смещения и увод оси не устраняются, а погрешности установки в этом случае нет
Рис. 4.3. Схема расположения операционных припусков и допусков на различных стадиях обработки для внутренних поверхностей (отверстий)
4. При суперфинишировании и полировании цилиндрической поверхности, когда уменьшается лишь шероховатость поверхности,
Рис. 4.4. Схема расположения операционных припусков и допусков на различных стадиях обработки для наружных поверхностей (валов)
припуск определяется лишь высотой микронеровностей обрабатываемой поверхности, т. е.
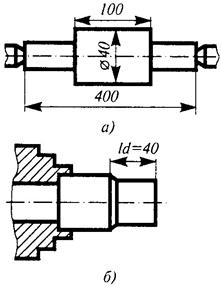
Схемы образования промежуточных размеров при обработке наружных и внутренних цилиндрических поверхностей показаны на рис. 4.3 и 4.4. Положительная часть допуска на заготовку для вала и отрицательная для отверстия в общий суммарный припуск не входят, но должны приниматься во внимание при определении режимов резания при обдирке. При использовании таблиц для определения припусков необходимо иметь в виду следующие рекомендации, представленные ниже. 1. При расчете припусков по табличным данным необходимо обращать внимание на графу в таблице «расчетная длина заготовки», которая зависит от характера крепления детали в процессе обработки (см. табл. 4.1 и рис. 4.5).
Рис. 4.5. Схемы для определения расчетной длины валов
Таблица 4.1
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 2176; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.21.244.240 (0.009 с.) |









 i-1 — пространственные отклонения расположения обрабатываемой поверхности относительно баз заготовки;
i-1 — пространственные отклонения расположения обрабатываемой поверхности относительно баз заготовки;  i — погрешность установки, возникающая на выполняемом переходе (в некоторых источниках вместо Тi-1 и
i — погрешность установки, возникающая на выполняемом переходе (в некоторых источниках вместо Тi-1 и