Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Обработка плоских поверхностей лезвийным инструментомСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Строгание находит большое применение в мелкосерийном и еди-ничном производстве благодаря тому, что для работы на строгальных станках не требуется сложных приспособлений и инструментов, как для работы на фрезерных, протяжных и других станках. Этот метод обработки является весьма гибким при переходе на другие условия работы. Однако он малопроизводителен: обработка выполняется однолезвийным инструментом (строгальными резца-ми) на умеренных режимах резания, а наличие вспомогательных ходов увеличивает время обработки. Кроме того, для работы на этих станках требуются рабочие высокой квалификации. Строгание и долбление применяют в единичном и мелкосерийном производствах. При строгании применяют поперечно-строгальные, а также одно и двухстоечные продольно-строгальные станки. Строгание на про-дольно-строгальных станках применяют в серийном производстве и при обработке крупных и тяжелых деталей практически во всех случаях. Объясняется это простотой и дешевизной инструмента и наладки; возможностью обрабатывать поверхности сложного профиля простым универсальным инструментом, малой его чувствительностью к литейным порокам, возможностью снимать за один рабочий ход большие припуски до 20 мм и сравнительно высокую точность (рис. 1.79). При тонком строгании может быть достигнута шероховатость Ra = (1,6...0,8) мкм и неплоскостность 0,01 мм для поверхности 300x300 мм. Для увеличения производительности процесса строгания заготовки устанавливают в один или несколько рядов; обрабатывают одно-временно заготовки деталей различных наименований.
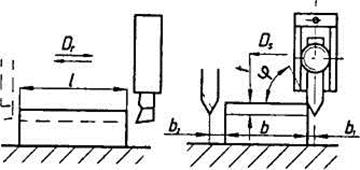
Рис. 1.79. Схема строгания плоской поверхности: l — длина заготовки; b2 — перебег резца; b — ширина заготовки; b1 — врезание резца; t — глубина резания
Рис. 1.80. Схемы фрезерования плоских поверхностей: а — цилиндрического; б — торцового; в — двустороннего; г — трехстороннего
Наиболее рационально применять строгание длинных и узких по-верхностей. При обычной форме резца строгание производится с глубиной резания от 3 до 10 мм и подачей 0,8...1,2 мм на один двойной ход стола, обеспечивая IT 13...11; Ra = 3,2... 12,5 мкм. Фрезерование в настоящее время является наиболее распростра-ненным методом обработки плоских поверхностей. В массовом производстве фрезерование вытеснило применявшееся ранее строгание. Фрезерование осуществляется на фрезерных станках. Фрезерные станки разделяются на горизонтально-фрезерные, вертикально-фре-зерные, универсально-фрезерные, продольно-фрезерные, карусель-но-фрезерные, барабанно-фрезерные и многоцелевые. Существуют следующие виды фрезерования: цилиндрическое (рис. 1.80, а), торцовое (рис. 1.80, б), двустороннее (рис. 1.80, в), трех-стороннее (рис. 1.80, г). Широкое применение находит в настоящее время фрезерование торцовыми фрезами, а при достаточно больших диаметрах фрез (свыше 90 мм) — фрезерными головками (торцовыми фрезами со вставными ножами). Это объясняется следующими преимуществами фрезерования этими фрезами перед фрезерованием цилиндрическими фрезами:
— применением фрез больших диаметров, что повышает произ-водительность обработки; — одновременным участием в обработке большого числа зубьев, что обеспечивает более производительную и плавную работу; — отсутствием длинных оправок, что дает большую жесткость крепления инструмента и, следовательно, возможность работать с большими подачами (глубинами резания); — одновременной обработкой заготовок с разных сторон (на-пример, при использовании барабанно-фрезерных станков). Фрезерование характеризуется высокой производительностью и сравнительно высокой точностью. Фрезерование в два перехода (черновой и чистовой) позволяет достичь: по точности размеров IT 9; по шероховатости Ra = 6,3...0,8 мкм; отклонение от плоскостности 40...60 мкм. Одним из наиболее производительных способов фрезерования является обработка плоскостей на карусельно-фрезерных, барабан-но-фрезерных станках, что возможно по непрерывному циклу. Од-ним из способов сокращения основного времени является внедрение скоростного и силового фрезерования. Скоростное фрезерование характеризуется повышением скоростей главного движения резания, при обработке стали до 350 м/мин, чугуна — до 450 м/мин, цветных металлов — до 2000 м/мин при небольших подачах на зуб фрезы Sz = 0,05...0,12 мм/зуб — при обработке сталей, 0,3...0,8 мм/зуб — при обработке чугуна и цветных сплавов. Силовое фрезерование характеризуется большими подачами на зуб фрезы (Sz ≥ 1 мм). Как скоростное, так и силовое фрезерование выполняется фрезами, оснащенными твердосплавными и керамическими пластинами. Тонкое фрезерование характеризуется малыми глубинами резания (t ≤0,1 мм), малыми подачами (SZ— 0,05...0,10 мм) и большими скоростями главного движения резания. Протягивание плоскостей реализуют на вертикально- и горизон-тально-протяжных станках. Протягивание наружных плоских по-верхностей благодаря высокой производительности и низкой себе-стоимости находит все больше применение в крупносерийном и массовом производстве. Для этих типов производств протягивание экономически выгодно, несмотря на высокую стоимость оборудования и инструмента. В настоящее время фрезерование часто заменяют наружным протягиванием (плоскости, пазы, канавки и т. п.).
В массовом производстве для наружного протягивания применяют высокопроизводительные многопозиционные протяжные станки, а также станки непрерывного действия. Протягивание является самым высокопроизводительным методом обработки плоскостей, обеспечивающим точность размеров IT7...IT9, шероховатость Ra = (3,2...0,8) мкм. Основными преимуществами протягивания по сравнению с фре-зерованием являются: высокая производительность; высокая точ-ность; высокая стойкость инструмента. Ограничениями широкого применения протягивания являются высокая стоимость и сложность инструмента. Обычно при протягивании используются следующие режимы: подача на зуб Sz = 0,1...0,4 мм/зуб; скорость главного движения резания Крез = 6...12 м/мин с максимальными припусками до 4 мм с шириной протягивания до 350 мм. Шабрение выполняют с помощью режущего инструмента — ша-бера — вручную или механическим способом. Шабрение вручную — малопроизводительный процесс, требует большой затраты времени и высокой квалификации рабочего, но обеспечивает высокую точность. Механический способ выполняют на специальных станках, на которых шабер совершает возвратно-поступательное движение. Точность шабрения определяют по числу пятен на площади 25 х 25 мм (при проверке контрольной плитой). Чем больше пятен, тем точнее обработка. Сущность шабрения состоит в соскабливании шаберами слоев металла (толщиной около 0,005 мм) для получения ровной поверхности после ее чистовой предварительной обработки. Шабрение называют тонким, если число пятен более 22 и Ra ≤ 0,08 мкм, и чистовым, если число пятен 6...10, a Ra≤ 1,6 мкм.
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 525; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.129.194.30 (0.01 с.) |