Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение класса детали и выбор в качестве аналога действующего типового или группового технологического процессаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
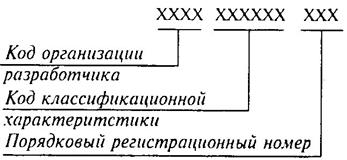
Технологический процесс разрабатывают на основе имеющегося типового или группового ТП. Для этого по технологическому классификатору деталей формируют технологический код. По коду изделие относят к определенной классификационной группе и действующему для нее типовому или групповому ТП. Типовой или групповой технологический процесс является информационной основой при разработке рабочего технологического процесса. При отсутствии соответствующей классификационной группы ТП разрабатывают как единичный, с учетом ранее принятых прогрессивных решений в действующих единичных ТП. Технологический код разрабатывают на основе технологического классификатора. Детали кодируются буквенно-цифровым алфавитом кода. В структуре кода за каждым признаком закреплены определенные разряд (позиция) и число знаков. Система буквенно-цифрового кодирования однозначная. Она включает цифры от 1 до 9 и прописные буквы русского алфавита от А до Я, кроме буквы 3. Технологический классификатор деталей (ТКД) машиностроения и приборостроения [15] является логическим продолжением и дополнением Классификатора ЕСКД, разработанного в качестве информационной части ГОСТ 2.201 — 80. «Обозначение изделий и конструкторских документов». Этот стандарт устанавливает структуру обозначения изделия и основного конструкторского документа (рис. 5.19). Код классификационной характеристики присваивают изделию или документу по Классификатору ЕСКД (рис. 5.20). Классификатор ЕСКД позволяет: — установить единую государственную классификационную систему обозначения изделий и конструкторских документов для обеспечения единого порядка, учета, хранения и обращения этих документов; — обеспечить возможность использовать конструкторскую документацию, разработанную другими организациями (без ее переоформления); — ускорить и облегчить ручной поиск конструкторской документации разрабатываемых и изготовляемых изделий; — внедрить средства вычислительной техники в сфере проектирования и управления;
Рис. 5.19 Структура обозначения изделий и основного конструкторского документа
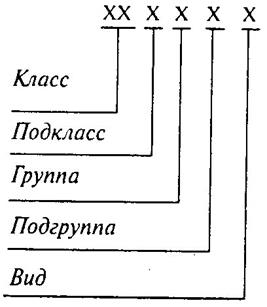
Рис. 5.20. Структура классификации ЕСКД
— применять коды деталей по классам совместно с технологическими кодами при решении задач технологической подготовки производства с использованием средств электронно-вычислительной техники (САПР, ГПС и др.). Классификатор ЕСКД включает 100 классов, из которых 51 класс составляют резерв, в котором могут быть размещены новые виды изделий. На все детали машиностроения и приборостроения установлены шесть классов: 71...76. Основным признаком деления (кроме класса 76) является геометрическая форма. Классы 71... 76 охватывают детали всех отраслей промышленности основного и вспомогательного производства: — класс 71: детали — тела вращения типа колес, дисков, шкивов, блоков, стержней, втулок, стаканов, колонок, валов, осей, штоков, шпинделей и др.; — класс 72: детали — тела вращения с элементами зубчатого зацепления; трубы, шланги, проволочки, разрезные секторы, сегменты; изогнутые из листов, полос и лент; аэрогидродинамические; корпусные, опорные, емкостные, подшипники; — класс 73: детали — не тела вращения: корпусные, опорные, емкостные; — класс 74: детали — не тела вращения: плоскостные; рычажные, грузовые, тяговые; аэрогидродинамические; изогнутые из листов, полос и лент; профильные; трубы; — класс 75: детали — тела вращения и (или) не тела вращения, кулачковые, карданные, с элементами зацепления, арматуры, сани-тарно-технические, разветвленные, пружинные, ручки, посуды, оптические, электрорадиоэлектронные, крепежные;
Рис. 5.21. Структура полного конструкгорско-технологического кода детали
— класс 76: детали технологической оснастки, инструмента (сверла, метчики, пластины режущие, матрицы, пуансоны и т. д.). Технологический классификатор деталей (ТКД) создает предпосылки для решения задач, направленных на снижение трудоемкости и сокращение сроков технологической подготовки производства: — анализ номенклатуры деталей по конструкторско-технологическим характеристикам; — группирование деталей по конструкторско-технологическому подобию для разработки типовых и групповых технологических процессов с использованием ЭВМ; — подетальная специализация участков, цехов и заводов; — повышение серийности и концентрация производства деталей; — унификация и стандартизация деталей и технологических процессов их изготовления; — рациональный выбор типов технологического оборудования; — тематический поиск и использование ранее разработанных типовых и групповых технологических процессов;
Рис. 5.22. Структура технологического кода детали
Рис. 5.23. Структура постоянной части технологического кода детали
Рис. 5.24. Структура переменной части технологического кода детали
Рис. 5.25. Конструкторско-технологический код детали (вал шлицевой)
Рис. 5.26. Вал шлицевой
— автоматизация проектирования деталей и технологических процессов их изготовления. ТКД представляет собой систематизированный свод наименований признаков деталей, их составляющих частных признаков и их кодовых обозначений в виде классификационных таблиц. Структура полного конструкторско-технологического кода детали состоит из обозначения детали по ГОСТ 2.201 — 80 и технологического кода, содержащего четырнадцать знаков (рис. 5.21). Технологический код состоит из двух частей (рис. 5.22): постоянная часть из шести знаков — кодовое обозначение классификационных группировок основных признаков (рис. 5.23); переменная часть из восьми знаков — кодовое обозначение классификационных группировок признаков, характеризующих вид детали по технологическому методу ее изготовления (здесь и на других схемах цифры 1, 2 и т. д. обозначают номер позиции технологического кода). Структура переменной части технологического кода зависит от вида деталей по технологическому методу изготовления: 1 — детали, изготовляемые литьем; 2 — детали, изготовляемые ковкой и объемной штамповкой; 3 — детали, изготовляемые листовой штамповкой; 4 — детали, обрабатываемые резанием; 5 — детали, термически обрабатываемые; 6 — детали, изготовляемые формообразованием из полимерных материалов и резины; 7 — детали с покрытием; 8 — детали, обрабатываемые электрофизикохимически; 9 — детали, изготовляемые порошковой металлургией. Структура переменной части технологического кода деталей, обрабатываемых резанием, имеет вид, представленный на рис. 5.24. В качестве примера на рис. 5.25 приведены результаты формирования конструкторско-технологического кода детали, обрабатываемой резанием — вал шлицевой (рис. 5.26). Конструкторско-технологический код шлицевого вала состоит из 20 позиций: АБВГ.715423.8И3044.3141844Г. Типовые маршруты для деталей основных классов приведены ниже.
Таблица 5.10 Пример декодирования и укрупненного анализа
В табл. 5.10 приведен пример решения обратной задачи — использования сформированного конструкторско-технологического кода 715423.8И3044.3141844Г детали «вал шлицевой» для решения ряда взаимосвязанных задач, возникающих при разработке технологического процесса изготовления детали для мелкосерийного производства (код организации разработчика и порядковый регистрационный номер документа опущены).
Продолжение Таблицы 5.10
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 2110; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.72.220 (0.011 с.) |