Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Построение размерных схем технологического процессаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Размерные схемы позволяют вскрыть размерные связи в проектируемом технологическом процессе, то есть дают возможность сформировать технологические размерные цепи. Размерные схемы строятся отдельно для каждой из координатных осей деталей, для того чтобы получить плоские размерные цепи с параллельными звеньями. При построении размерных схем учитываются лишь те переходы, которые участвуют в формировании размеров по данной координате. Для технологических процессов изготовления тел вращения строятся две размерных схемы: схема диаметральных размеров и отклонений от соосности и схема продольных размеров. Для корпусных деталей производится построение трех размерных схем для каждой из координатных осей. При построении размерных схем используются следующие условные обозначения:
Построение схемы производится на вертикалях, соответствующих поверхностям и осям детали. Обозначение вертикалей (поверхностей) должно соответствовать идентификаторам поверхностей. Порядок расположения точек и вертикалей должен соответствовать реальному относительному расположению поверхностей и осей детали. Данные точки обозначаются как поверхности заготовки (идентификационный номер поверхности с нулем). Построение размерной схемы производят в последовательности выполнения технологических переходов, начиная от заготовки до детали. Сначала точками указываются поверхности и оси, имеющиеся на исходной заготовке. Затем указываются размеры заготовки, их число должно быть на единицу меньше числа имеющихся поверхностей и осей. Положение всех поверхностей заготовки должно быть однозначно определено. Затем между вертикалями указываются размерные параметры, получающиеся в технологических переходах (припуски, размеры, отклонения от соосности и др.). Положение поверхностей и осей, образующихся в результате обработки, должно быть однозначно определено. Как правило, вновь образованную поверхность или ось следует связывать с технологической базой. Возможно также задавать положение вновь образованной поверхности или оси с поверхностью или осью, полученной в той же технологической операции без переустановки заготовки. В результате обработки каждой из поверхностей ее номер увеличивается на единицу. После описания последнего перехода оставляется место для возможных замыкающих звеньев размеров, а затем на тех же вертикалях наносятся размеры детали. Следующим этапом построения размерной схемы является определение известных составляющих звеньев. К известным составляющим звеньям относятся: расстояния между осями; расстояния между осями и плоскостями, прошедшими окончательную обработку и расстояния между окончательно обработанными плоскостями. Дополнительным условием для отнесения составляющих звеньев к числу известных является возможность получения соответствующих размеров из размеров детали без пересчета. Выявление замыкающих звеньев размеров производится путем сопоставления размеров детали с известными составляющими звеньями. Если какой-либо размер детали не получается в технологическом процессе как известное составляющее звено, то в размерную схему добавляется соответствующее замыкающее звено размер. При правильном построении размерной схемы число замыкающих звеньев равно числу неизвестных составляющих. Рассмотрим построение размерной схемы для технологического процесса изготовления корпусной детали по одной из координатных осей, рисунок 10.5.
Рисунок 10.5 – Корпусная деталь
Обозначение поверхностей и осей детали произведено в соответствии с правилами, изложенными выше, рисунок 10.6.
Рисунок 10.6 – Кодирование поверхностей и осей детали
Технологический процесс изготовления данной детали с исходными данными приведен в таблице 10.1. Исходная заготовка - отливка 8-го класса размерной точности по ГОСТ 26645-85*, материал - чугун СЧ20. Чертеж детали содержит информацию в неявном виде: предполагается, что отверстия номинально соосны. Систему размеров детали необходимо дополнить отклонением от соосности отверстий 20 и 30.
Таблица 10.1 – Технологический процесс изготовления корпусной детали
Продолжение таблицы 10.1
Продолжение таблицы 10.1
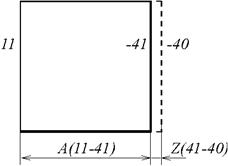
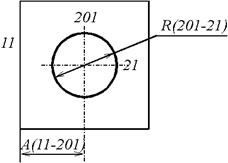
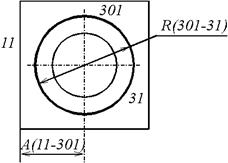
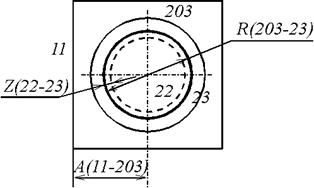
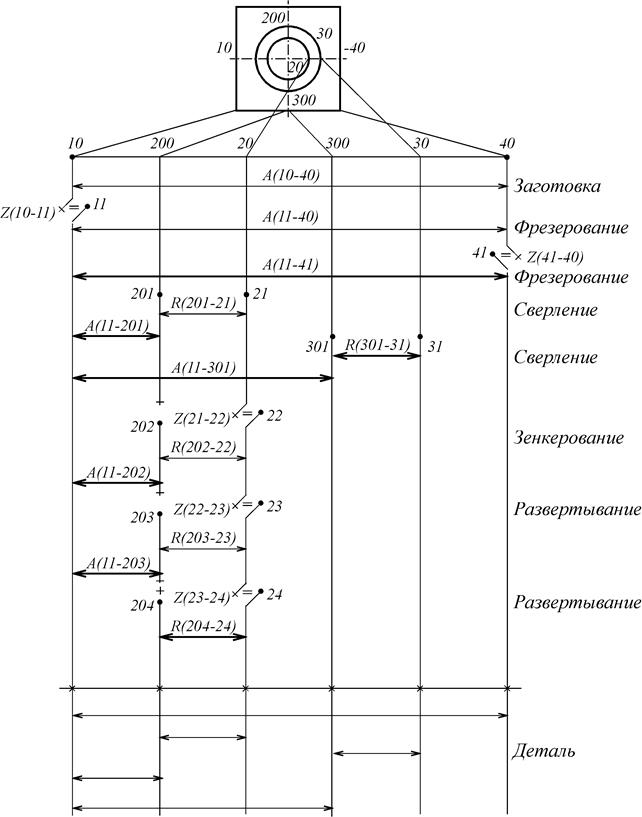
Построение размерной схемы начинается с вычерчивания эскиза заготовки и идентификации ее поверхностей. Затем, на горизонтальной линии на равных расстояниях наносится 6 точек, соответствующих поверхностям и осям детали. Поверхности и оси, имеющиеся на исходной заготовке (10, 40), отмечаются жирными точками. На вертикальных линиях, проведенных из всех точек, наносятся размеры исходной заготовки. Для однозначного определения размеров заготовки необходимо и достаточно задать один размер: А (10-40). В общем случае число размеров должно быть на единицу меньше числа поверхностей и осей цилиндрических поверхностей заготовки. Следующим этапом построения размерной схемы является включение в размерную схему размерных связей технологического процесса. Сначала производится обработка плоскости заготовки 10. В результате снятия припуска образуется новая поверхность 11. При этом необходимо указать следующие размерные связи: припуск Z (10-11) - замыкающее звено, размер A (11-40), определяющий положение вновь образовавшейся поверхности относительно технологической базы - составляющее звено. Припуск и размер наносятся на размерную схему с использованием условных обозначений. Аналогично описывается обработка плоскости 41, на размерную схему наносится припуск Z (41-40) и размер А (11-41). При сверлении отверстия в третьем технологическом переходе образуется поверхность 21 и ее ось 201. В данном случае производится обработка путем снятия напуска (поверхности до обработки не было). При этом величина припуска не указывается. В размерную схему добавляются два размера - координата отверстия А (11-201) и радиус отверстия R (201-21). При растачивании также образуется новая, отсутствовавшая на заготовке, поверхность 31. Размерная схема дополняется двумя связями - координатой A (11-301) и радиусом отверстия R (301-31). В процессе зенкерования происходит образование новой поверхности и ее оси 22, 202 путем снятия припуска. На размерную схему наносятся припуск Z (21-22) и размеры А (11-202), R (202-22). На этапе нормального развертывания отверстия также как и при зенкеровании образуются 3 размерные связи: припуск Z (22-23); координата A (11-203); радиус отверстия R (203-23). Точное развертывание производится плавающей разверткой, поэтому положение оси не изменяется. Новая ось 204 и старая 203 связываются звеном с нулевым номиналом А (203-204) = 0. В размерную схему добавляется припуск Z (23-24) и радиус R (204-24). После описания последнего перехода необходимо оставить место для возможных замыкающих звеньев размеров и на тех же вертикалях нанести размеры детали с ее чертежа. Далее необходимо выявить известные составляющие звенья. К числу известных составляющих звеньев относятся: A (11-41), R (301-31), R (204-24) как размеры, связывающие окончательно полученные поверхности. Известными являются также координаты положения осей отверстий: A (11-201), A (11-301), A (11-202) и A (11-203) как размеры, связывающие окончательно полученную поверхность 11 и ось. Все данные размеры имеются на чертеже детали, размер A (11-301) хотя и отсутствует на чертеже детали, но может быть определен из размеров детали без пересчета. Из сопоставления конструкторских размеров детали с известными составляющими звеньями следует, что все размеры получены непосредственно в ходе технологического процесса и необходимость дополнения размерной схемы замыкающими звеньями размерами отсутствует. Число замыкающих звеньев и число неизвестных составляющих одинаково, что свидетельствует о правильности построения размерной схемы. Полученная размерная схема представлена на рисунке 10.7 Построение размерных схем для технологических процессов изготовления деталей типа тел вращения производится аналогично. При построении размерных схем диаметральных размеров и отклонений от соосности следует учитывать, что к известным составляющим будут относиться все отклонения от соосности, а также радиусы после окончательной обработки. Формирование размерных цепей производится путем нахождения размерных контуров для каждого из замыкающих звеньев по размерной схеме. Ряд формальных правил позволяет легко решить эту задачу: - обход контуров следует начинать с замыкающего звена; - не допускается включение в состав размерной цепи нескольких замыкающих звеньев; - при формировании размерных контуров не следует пересекать разрывы осей и поверхностей.
Рисунок 10.7 - Размерная схема технологического процесса
В качестве примера на рисунке 10.8 показан размерный контур для замыкающего звена Z (22-23) по размерной схеме, приведенной на рисунке 10.7.
Рисунок 10.8 - Размерная цепь для замыкающего звена Z (22-23)
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 717; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.139.70.69 (0.007 с.) |