
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование схем технологических наладокСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Схемой технологической наладки называют документ, наглядно отображающий принцип построения и порядок выполнения технологической операции. Она показывает характер относительных формообразующих перемещений заготовки и инструмента. На схеме указываются параметры точности, обеспечиваемые на переходе, приводятся режимы резания. Схемы технологических наладок разрабатываются применительно к операции. Для простых операций поле чертежа формата А1 может быть разделено на несколько частей, минимальный размер соответствует формату А3. На схемах заготовка изображается в том виде, в котором она получается после выполнения данной операции или перехода. Ее положение должно соответствовать реальному, в котором она находится в технологической системе. На схемах наладок также показывается режущий инструмент в положении, которое он занимает после окончания перехода. Осевой инструмент для обработки отверстий (сверла, зенкеры, развертки, метчики и др.) показывается вне отверстия. На схемах технологических наладок следует также показать траекторию перемещения исполнительных органов станка (инструмента или стола с заготовкой). Для обозначения рабочих ходов следует использовать стрелки, выполненные сплошной линией, для холостых ускоренных перемещений – стрелки, выполненные пунктирной линией. Обрабатываемые поверхности заготовки следует показывать сплошной линией толщиной (2 - 3) S (S - толщина основной линии чертежа). Для технологических операций, выполняемых в многопозиционных приспособлениях, необходимо привести схему установки заготовок в различных позициях. При использовании, оснащенных револьверными головками, следует показать расстановку режущих инструментах в гнездах головки. Примеры схем технологических наладок приведены на рисунках 13.1, 13.2.
Рисунок 13.1 – Схема технологической наладки на токарную операцию
Рисунок 13.2 – Схема технологической наладки на операцию фрезерования шпоночного паза
На свободном месте чертежа необходимо привести теоретическую схему базирования, сопроводив ее заголовком «Схема базирования». Над основной надписью чертежа помещается таблица с информацией о технологической операции, рисунок 13.3. Таблица заполняется снизу вверх по переходам.
Рисунок 13.3 – Таблица с информацией об операции
На наладках все размеры обрабатываемых поверхностей нумеруются арабскими цифрами. Номер размера обрабатываемой поверхности проставляется в окружности диаметром 6 - 8 мм на продолжении размерной линии. Нумерацию следует производить по часовой стрелке. Операции нумеруются числами ряда арифметической прогрессии (5, 10, 15 и т.д.). Допускается к числам добавлять слева нули (005, 010, 015 и т.д.). Переходы следует нумеровать числами натурального ряда (1, 2, 3 и т.д.). Описание технологических переходов приводится в соответствии с ГОСТ 3.1702-79 «Единая система технологической документации. Правила записи операций и переходов. Обработка резанием». Содержание перехода включает: ключевое слово, характеризующее метод обработки; наименование объектов производства, обрабатываемых поверхностей, конструктивных элементов; информацию о размерах или их условных обозначениях; дополнительную информацию. Подробные данные по описанию переходов приведены в разделе 14. Оформление технологической документации Разработка технологического процесса механической обработки детали заканчивается составлением и оформлением комплекта документов технологического процесса – технологических карт. Состав и формы карт, входящих в комплект документов, зависят от вида технологического процесса (единичный, типовой или групповой) и типа производства. В маршрутном технологическом процессе содержание операций излагается только в маршрутной карте без описания технологических переходов. Применяется в единичном и мелкосерийном типах производства. Для крупносерийного и массового типа производства, а также при необходимости в серийном производстве приводится подробное описание технологического процесса. При этом разрабатывается маршрутная карта, которая содержит только наименование всех операций в технологической последовательности, включая контроль и перемещение, перечень документов, применяемых при выполнении операции, технологическое оборудование и трудозатраты. Сами технологические операции приводятся на операционных картах и картах эскизов. Кроме сведений приводимых в маршрутных картах в операционной технологии приводится содержание всех основных и вспомогательных переходов, размерная информация, сведения о режимах обработки, сведения об используемых средствах технологического оснащения. При выполнении курсового проекта разработанный технологический процесс представляется в виде маршрутного описания, а на одну из наиболее характерных операций приводятся операционные технологические карты. В дипломном проекте рекомендуется операционные технологические карты оформлять на все операции технологического процесса. Оформление основной надписи Основная надпись состоит из нескольких блоков и должна соответствовать ГОСТ 3.1103-82. В основной надписи содержатся сведения о разработчиках технологического документа, о числе страниц документа, общие данные о детали и заготовке и др. Пример заполнения граф основной надписи, обязательных при курсовом и дипломном проектировании, приведен на рисунке 14.1. Информация, приведенная в скобах, должна быть заменена на фактическую для данного проекта. В качестве литеры следует использовать: ДП – для дипломного проекта, КП – для курсового проекта.
Оформление маршрутных карт Маршрутная карта (МК) является основным и обязательным документом любого технологического процесса. Формы и правила оформления маршрутных карт, применяемых при проектировании технологических процессов изготовления или ремонта изделий в основном и вспомогательном производствах, регламентированы ГОСТ З.1118-82 «Единая система технологической документации. Формы и правила оформления маршрутных карт». Для описания технологических процессов в маршрутной карте используют способ заполнения, при котором информацию вносят построчно несколькими типами строк. Каждому типу строки соответствует свой служебный символ. Служебные символы отображают состав информации, размещаемой в графах данного типа строки формы документа, и предназначены для автоматизированной обработки информации, содержащейся в технологических картах. В качестве служебных символов приняты прописные буквы русского алфавита, проставляемые перед номером соответствующей строки. Некоторые служебные символы приведены в таблице 14.1.
Таблица 14.1 – Служебные символы и соответствующая им информация
В строках, имеющим служебный символ А, наименование операции должно соответствовать данным таблицы 14.3. Код и наименование оборудования приводится в соответствии с таблицей 14.3. При заполнении информации на строках, имеющих служебный символ "Т", следует руководствоваться требованиями соответствующих классификаторов, государственных и отраслевых стандартов на кодирование (обозначение) и наименование технологической оснастки (таблица 14.4). Информацию о применяемой на операции технологической оснастке записывают в следующей последовательности: 1) приспособления; 2) вспомогательный инструмент; 3) режущий инструмент; 4) слесарно-монтажный инструмент; 5) специальный инструмент; 6) средства измерения. Разделение информации по каждому средству технологической оснастки следует выполнять через знак «;». Номер участка, цеха, рабочего места в учебном проектировании допускается не указывать. Также не обязательно кодировать информацию об оборудовании, оснастке, условиях и формах оплаты труда и др. При указании данных по оборудованию следует указывать наименование и модель станка. Данные по инструменту необходимо приводить в соответствии с государственными и отраслевыми стандартами (некоторые сведения имеются в приложении Д). Заполнение в маршрутных картах информации на строках, имеющих служебный символ "О", (описание переходов) в учебном проектировании не обязательно. Сведения, вносимые в отдельные графы и строки маршрутной карты, выбираются из таблицы 14.2.
Таблица 14.2 - Сведения, вносимые в отдельные графы и строки маршрутной карты
Продолжение таблицы 14.2
Продолжение таблицы 14.2
Продолжение таблицы 14.2
Таблица 14.3 - Операции обработки резанием и используемое оборудование
Продолжение таблицы 14.3
Продолжение таблицы 14.3
Таблица 14.4 - Коды на режущий инструмент, измерительные средства и технологическую оснастку (выборочно)
Продолжение таблицы 14.4
Таблица 14.5 - Коды основных видов заготовок в машиностроении (выборочно)
Пример оформления маршрутной карты приведен на рисунке 14.2
Оформление операционных карт Структура построения операционной карты (ОК) идентична маршрутной. Запись информации выполняется построчно с привязкой к соответствующим служебным символам (таблица 14.l). Указание единиц величины следует выполнять в заголовках или подзаголовках соответствующих граф. Допускается указывать единицы величины параметров технологических режимов после их числовых значений, например, 40 мм; 0,2 мм/об; 36 м/мин. Указание данных по технологическим режимам следует выполнять после записи состава применяемой технологической оснастки. Большинство граф операционной карты соответствует аналогичным графам маршрутной карты. Информацию по дополнительным графам следует вносить в соответствии с таблицей 14.7.
Таблица 14.7 – Информация по дополнительным графам операционной карты
Запись содержания перехода следует выполнять в соответствии с таблицами 14.8, 14.9 14.10, 14.11. В курсовом и дипломном проектировании следует использовать полную запись переходов с картами эскизов (ГОСТ 3.1105-85 форма 2). При небольших размерах эскиза следует использовать операционные карты с полем для операционного эскиза (ГОСТ 3.1404-86 форма 2) При описании содержания перехода необходимо указывать данные по Т о и Т в. Это следует выполнять на уровне строки, где закачивается описание содержания перехода под служебным символом "О*. Переходы (основные и вспомогательные) нумеруются арабскими цифрами 1, 2, 3... В общем случае в содержание перехода включается: 1) ключевое слово, характеризующее метод обработки, выраженное глаголом в неопределенной форме (таблица 14.8); 2) наименование в (существительное в винительном падеже) обрабатываемой поверхности, конструктивных элементов или предметов производства, например, "отверстие", "фаску", "канавку", "заготовку" и т. п. (таблица 14.9) 3) информация о размерах обработки резанием или их условных обозначениях, приведенных на операционных эскизах арабскими цифрами в окружности диаметром 6 – 8 мм; 4) дополнительная информация, характеризующая количество одновременно или последовательно обрабатываемых поверхностей, характер обработки, например, "предварительно", "последовательно", "по копиру" (таблица 14.10). Параметры шероховатости обрабатываемой поверхности указываются только обозначениями на операционном эскизе. Таблица 14.8 - Ключевые слова технологических переходов при обработке резанием
Таблица 14.9 - Наименование предметов производства, обрабатываемых поверхностей и конструктивных элементов
Таблица 14.10 - Дополнительная информация
Таблица 14.11 – Примеры полной записи содержания переходов и соответствующие им операционные эскизы
Пример оформления операционной карты приведен на рисунке 14.3. Оформление карты эскизов Карта эскизов (КЭ) - основной графический документ, дающий наглядную информацию о выполняемой технологической операции. Эскизы следует выполнять с соблюдением масштаба или без соблюдения масштаба, но с примерным соблюдением пропорций. На каждом эскизе необходимо показать: a) заготовку в рабочем положении, причем ее контур изображается в таком виде, в каком она получается в конце данной операции или установа. Если операция выполняется за несколько установов, то эскиз оформляется на каждый установ отдельно; б) поверхности, обрабатываемые на данной операции, (выделяются утолщенными линиями); в) условное обозначение опор, зажимов, установочных устройств выполняется согласно ГОСТ 3.1107-81 «Единая система технологической документации. Опоры, зажим и установочные устройства. Графические обозначения». В учебном проектировании следует приводить теоретическую схему базирования с указанием шести опорных точек; г) размеры, получаемые на данной операции с указанием допусков и шероховатости поверхности. При этом необходимо учесть, что на эскизе проставляются только те размеры, которые обеспечиваются на данной операции или переходе; д) допуски погрешностей формы, взаимного расположения поверхностей, если их необходимо обеспечить на данной операции.
Список использованных источников
1 СТП 101-00. Общие требования и правила оформления выпускных квалификационных работ, курсовых проектов (работ), отчетов по РГР, по УИРС, по производственной практике и рефератов. – Введ. 25.12.2000. - Оренбург: ГОУ ОГУ, 2000. - 65 с. 2 Анурьев, В. И. Справочник конструктора машиностроителя: в 3-х т. / В. И. Анурьев. – 5-е изд., перераб. и доп. – М.: Машиностроение, 2000. - Т.1. - 521 с. 3 Справочник технолога машиностроителя: в 2-х т. / под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -5-е изд., перераб. и доп. - М.: Машиностроение, 2001. - Т.1 - 912 с. 4 Основы проектирования машиностроительных заготовок: учебное пособие / С. И. Богодухов, А. Г. Схиртладзе, В. Ф. Гребенюк, Р. М. Сулейманов. - Оренбург: ГОУ ОГУ, 2003. – 344 с. 5 Колесов, И. М. Основы технологии машиностроения: учебник для машиностроит. спец. вузов / И. М. Колесов – 3-е изд. стер. - М.: Высшая школа, 2001. - 591 с. 6 Технология машиностроения (специальная часть) / А. А. Гусев. - М.: Машиностроение, 1986. - 480 с. 7 Справочник технолога машиностроителя: в 2-х т. / под ред. А. М. Дальского, А. Г. Косиловой, Р. К. Мещерякова, А. Г. Суслова. -5-е изд., перераб. и доп. - М.: Маш
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 4008; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.12.146.108 (0.016 с.) |





 Точить поверхности, выдерживая размеры 1, 2 (1 и 2)
Точить поверхности, выдерживая размеры 1, 2 (1 и 2)
 Фрезеровать паз, выдерживая размеры 1 - 3
Фрезеровать паз, выдерживая размеры 1 - 3
 Сверлить 2 отв., выдерживая размеры 1 – 4
Сверлить 2 отв., выдерживая размеры 1 – 4
 Протянуть отв., выдерживая размер 1
Протянуть отв., выдерживая размер 1
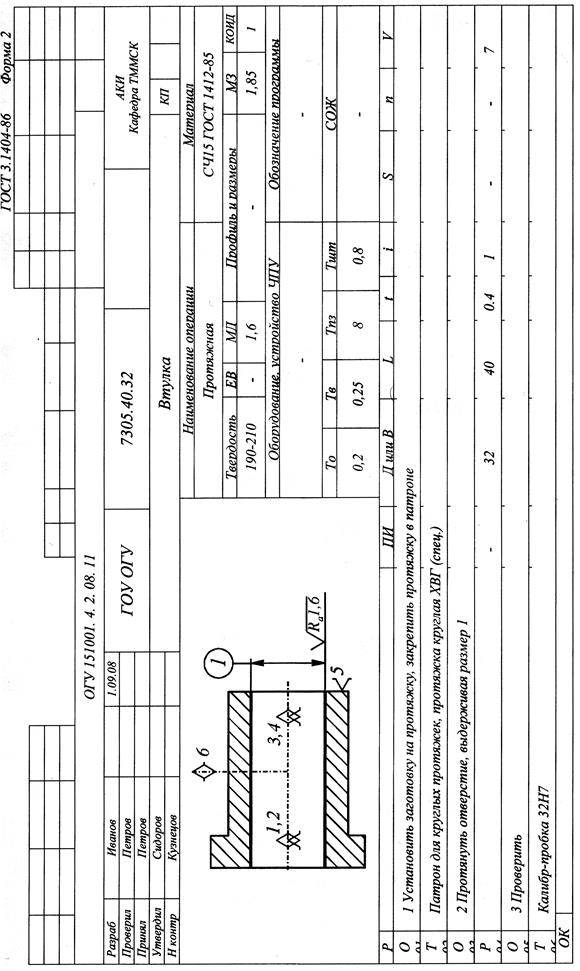
 Рисунок 14.3 – Пример оформления карты эскизов
Рисунок 14.3 – Пример оформления карты эскизов



