Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Зависимость удлинения резца от различных факторовСодержание книги
Поиск на нашем сайте
Время нагревания резца определяется постоянной Tc, которая, как показали эксперименты, лежит в пределах 3...6 мин. Если принять среднее значение Tc = 4 мин (что соответствует времени наступления теплового равновесия при резании в течение 16 мин), то получим формулу для каких-то усредненных условий обработки
На основе опытных данных для острого резца при t ≤ 1,0 мм, S ≤ 0,2 мм/об, V = 100...200 м/мин, выведена эмпирическая формула для работы без охлаждения.
где Lp — вылет резца, мм; F — сечение резца, мм2; σв — предел прочности обрабатываемого материала, кг/мм2; С — некоторая постоянная, зависящая от условий резания, в частности, для чистовых режимов, приведенных выше, можно принять С ≈ 4,5. Используя зависимости для ζ и ζс, можно найти удлинения резца для разных моментов времени и различных условий обработки.
Тепловые деформации станков
Основными причинами, вызывающими тепловые деформации станков являются: — тепло, выделяющееся в узлах станка из-за потерь на трение в подшипниках и зубчатых передачах; — тепло, образующееся в зоне резания; — тепло от внешних источников; — различные устройства: гидравлические, электрические и др.
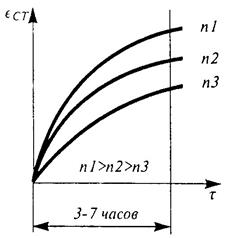
Рис. 2.48. Зависимость тепловых деформаций шпинделя токарного станка от времени работы
Рис. 2.49. Схем деформаций шпинделя токарного станка в горизонтальном и вертикальном направлениях
Зависимости тепловых деформаций узлов станков от времени работы, так же, как и режущего инструмента — экспоненциальные. График (рис. 2.48) показывает смещение шпинделя в вертикальном направлении для различных частот его вращения (n). Обычно станки испытываются вхолостую, так как считается, что при чистовых режимах тепловые деформации особо различаться не будут от тепловых деформаций холостого хода. При работе токарного станка в основном нагревается передняя бабка вследствие трения в подшипниках и зубчатых передачах (рис. 2.49). Ось шпинделя может смещаться в горизонтальном направлении на рабочего или от рабочего в зависимости от способа крепления шпиндельной бабки на станине. Тепловые деформации элементов технологической системы оказывают наибольшее влияние на точность обработки при шлифовании. По данным ЭНИМСа, за полтора часа работы шпиндели бесцентрово-шлифовальных станков смещалась на 0,12 мм, а круглошлифовальных — на 0,05...0,06 мм. По данным СПбГПУ, у плоскошлифовального станка тепловые деформации его узлов в вертикальном направлении за 7 ч работы вхолостую составили: шпинделя — 0,21 мм, а стола — 0,12 мм. Знание величины тепловых деформаций станка необходимо, в частности, для выбора места установки приборов активного контроля (особенно на шлифовальных станках). Для уменьшения влияния тепловых деформаций необходимо руководствоваться следующими рекомендациями: — обеспечивать постоянство теплового поля в зоне установки станка путем поддерживания в цехе нормального теплового режима, в том числе создание специальных помещений с терморегулированием, путем предохранения оборудования от солнечных лучей и т. д.; — разрабатывать специальные конструкции для автоматической компенсации тепловых деформаций; — проектировать конструкции с тепловыми перемещениями, в направлениях, не влияющих на точность; — выносить узлы, тепловые деформации которых существенно влияют на точность обработки, за пределы станка, например, встроенные электродвигатели, резервуары с маслом или охлаждающей жидкостью и т. д.; — применять охлаждение встроенных электродвигателей, приводов и т. п. путем выполнения развитых поверхностей теплоотвода, принудительного воздушного охлаждения, циркуляционной смазки и т. д.
|
||||
|
|
Последнее изменение этой страницы: 2016-12-17; просмотров: 455; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.009 с.) |