
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
От размышлений к действиям: создание бережливого производстваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
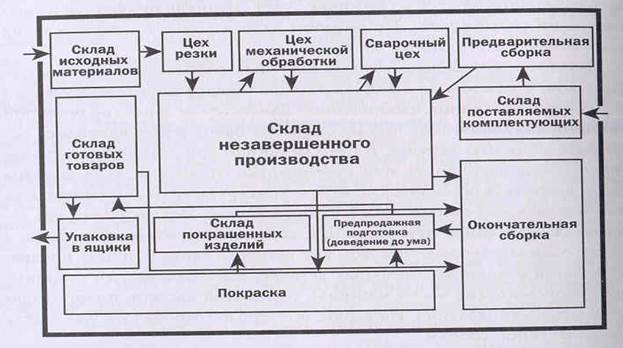
Чтобы начать внедрять в своей организации бережливое производство, простого понимания его принципов еще недостаточно. Стоит разобраться, как эти принципы работают в жизни на примере какой-нибудь реальной компании. Найти такой пример нелегко. Ведь, с одной стороны, он должен показать ситуацию достаточно подробно, со всеми присущими ей трудностями. С другой стороны, у читателя должно сохраниться видение картины в целом. Крайне желательно, чтобы в качестве примера была приведена организация, напоминающая ту, в которой работает читатель. В этом случае ему будет намного проще провести аналогию между своей организацией и рассматриваемым учебным примером. В данной части мы рассмотрим несколько реальных организаций, которые сгруппируем по двум критериям: по размеру и по национальной принадлежности. Вначале мы расскажем о трех американских компаниях. Начнем с небольшого семейного бизнеса, открывшегося сравнительно недавно и выпускающего достаточно ограниченный набор продуктов. Затем мы изучим деятельность большого индустриального гиганта - корпорации, акции которой котируются на бирже; она выпускает технологически сложные товары, имеет разветвленную сбытовую сеть и множество поставщиков и вдобавок ко всему этому представляет собой сложный клубок исторических традиций и культуры. Мы посмотрим, при помощи каких механизмов эти компании выходили из сложного положения, когда между их сотрудниками, потребителями и поставщиками возникали конфликты. Затем придет черед взглянуть на большие национальные корпорации. Мы сравним, как принципы бережливого производства прокладывали себе путь в одной немецкой и двух японских промышленных компаниях. Возможно, что ваша организация совсем не похожа на те, которые вы увидите среди наших примеров. Однако, поскольку мы специально старались не вдаваться в мелкие детали, а акцентировали внимание на общих принципах бережливого производства и на том, какие выгоды оно сулит компаниям, мы уверены, наши примеры будут достаточно убедительны. ГЛАВА 6 Простой случай Пат Ланкастер (Раt Lancaster) из Луисвилля, штат Кентукки - типичный изобретатель-одиночка, своего рода ударник капиталистического труда. Будучи убежденным, что его ждет судьба изобретателя, он с самого детства все дни напролет что-то конструировал в отцовской мастерской. После колледжа он попытал счастья в семейном бизнесе, связанном с продажей промышленным фирмам упаковочных материалов, а после устроился в отдел разработки продукции в большую химическую компанию. «Но ничего меня не устраивало. Сколько я себя помню, всегда хотел быть независимым изобретателем, производителем, предпринимателем», - вспоминает Пат. Когда ему было двадцать девять лет (в 1972 году), у него появилась идея альтернативного способа упаковки товаров, который должен был сделать их намного удобнее и безопаснее для транспортировки и погрузки. На 300 долларов, которые удалось раздобыть Пату и его брату, они сконструировали достаточно простое устройство, арендовали небольшой склад и начали производство. Фирму они назвали Lantech, что является сокращением от Lancaster Technologies. Идея братьев Ланкастер состояла в изготовлении специального устройства, позволявшего упаковывать поддоны с товаром (например, поддоны с упаковками из-под колы, которые мы рассматривали в главе 2 в эластичную пластиковую пленку (иначе называемую стретч-пленкой) таким образом, чтобы их можно было без особых сложности возить взад-вперед по территории завода, а затем отгружать оптовикам и розничным торговцам. Традиционно для таких целей использовалась пленка, сжимающаяся при нагревании (термоусадочная пленка). Этой пленкой большие поддоны с товаром оборачивались в виде некоего мешка, который затем подвергался термической обработке. После нагрева пластиковая пленка «уседала» и плотно обжимала поддон вместе с товаром. Технология упаковки товара в эластичную пленку предусматривала, чтобы пленка сразу плотно обхватывала груз, уложенный на поддон. Для этого поддон помещался на вращающийся стенд. Плотно намотанный пластик потом слегка растягивался, приспосабливаясь под конкретную конфигурацию груза. Поскольку термообработки не требовалось, экономились энергия, оборудование, время, а также и сама пленка: по сравнению с традиционным способом новая технология упаковки позволяла снизить ее затраты вдвое. Идея изготавливать не сжимающуюся, а растягивающуюся пленку хотя и стала основой бизнеса, но не была у Ланкастера единственной. Он обнаружил, что, применяя множество роликов (целую роликовую кассету), можно обеспечить равномерное усилие, достаточное для растягивания пленки и намотки ее вокруг поддона. В конце изысканий ему удалось создать технологию, позволявшую уменьшить потребность в пластике для упаковки поддона в семь с половиной раз по сравнению с традиционной технологией, где использовалась термоусадочная пленка. Наличие патента, который Ланкастер получил на свое изобретение в начале 1970-х годов, позволяло ему иметь неограниченную свободу действий и не бояться конкурентов многие годы. Единственное, что ему было нужно, - это рынок. Энергетический кризис 1973 года создал такой рынок. К этому времени Пат как раз закончил работу над своей собственной упаковочной машиной. Первое устройство было сделано вручную. Поскольку цены на энергию скакнули вверх, то экономии энергии и пластика (а он делается из сырой нефти), которую обеспечивала новая технология, оказалось достаточно, чтобы новый способ упаковки начал постепенно вытеснять старый, основанный на использовании термоусадочной пленки. Неожиданно появившийся рынок требовал выпускать продукты большими партиями. Хотя спроектировать и изготовить опытный образец Ланкастеру удалось самостоятельно, изучая все управленческие премудрости по ходу дела, как и полагается классическому изобретателю-самоучке, он понимал, что серьезного бизнеса таким образом не создать. Вспоминая о периоде создания собственного предприятия, Ланкастер говорил: «У меня не было производственного опыта, я ведь был изобретателем! Поэтому я решил, что мне нужен опытный директор по производству. Для проектирования разнообразных конфигураций базовой модели, предназначенных для упаковки различных грузов, требовалось учредить должность директора по разработке. Поскольку без дополнительных консультаций покупателю было сложно разобраться в предлагаемом товаре, требовался отдельный директор по продажам. Идею разделения труда и эффект от экономии масштаба я тогда понимал чисто интуитивно. Мне было очевидно, что директор по производству, директор по продажам и директор по разработке продукции смогут создать в моей быстрорастущей фирме несколько подразделений, каждое из которых будет специализироваться на выполнении своей задачи. Принципом каждого такого подразделения должна была стать работа партиями». Директор по производству действительно создал на заводе несколько цехов, в каждом из которых изготавливался определенный узел упаковочной машины, изобретенной Ланкастером. В цехе по резке при помощи металлических пил из стальных балок изготавливались основные элементы каркаса. В цехе механической обработки в стальном каркасе сверлились или пробивались отверстия, куда должны были крепиться остальные элементы конструкции. В сварочном цехе различные части сваривались в единый каркас. Покрасочный цех занимался нанесением устойчивого к коррозии грунтовочного слоя, а также окончательной покраской уже готового каркаса. В цехе предварительной сборки из отдельных деталей, поставляемых со стороны, собирались другие части машины: роликовая кассета, поворотный стол и блок управления. На каркас все это монтировалось уже в цехе окончательной сборки. Окончательная сборка вовсе не была последним этапом, который проходил продукт на своем пути из цеха в цех и с одного склада на другой. Поскольку считалось, что работа партиями крайне эффективна, Ланкастер решил, что именно так он и будет выпускать свои четыре базовые модели. Он рассчитал, что объем одной партии будет равен десяти или пятнадцати машинам одной модели. Поскольку специфика продукта была такова, что мало кому требовалось больше одной машины, приходилось отправлять готовую продукцию на склад и ждать, пока появится потребитель, которому нужна именно такая модель. Когда же покупатель появлялся и был готов забрать машину со склада, ее требовалось привести в порядок: убрать грязь и подкрасить места, поцарапанные во время многочисленных перемещений внутри завода. Подобной предпродажной подготовкой занимался специальный отдел. Иногда, в случае изменения требований потребителя, Машину приходилось отправлять обратно в отдел окончательной сборки. Но в конце концов машина все же добиралась до отделения упаковки, где ее прятали в специальные ящики. На рис. 6-1 изображена последовательность действий в процессе производства упаковочной машины на фирме Lantech. Компании, которые уже перешли на бережливое производство, называют изображение такой последовательности «диаграммой спагетти». Рисунок 6-1. Схема производства на Lantech
Попав в Lantech, заказ первым делом проходил через отдел регистрации заказов и через отдел, занимающийся проверкой платежеспособности клиента. После этого он попадал в отдел инженерной поддержки продаж (уже во второй раз). Там составлялся заказ на материалы (Bill of Materials, ВОМ), то есть полный список всех деталей, нужных для изготовления каждой заказанной машины. Поскольку в каждом отделе имелись очереди еще не обработанных заказов, постоянно возникали задержки. От двенадцати до четырнадцати дней требовалось, чтобы заказ, попавший в отдел регистрации, дошел до отдела планирования производства, хотя реальное время работы над заказом (мы называем его «время движения потока») составляло менее двух дней. Когда заказ и спецификация материалов попадали в отдел планирования, заказ встраивался в общий график производства. Поскольку с самого начала было ясно, что поток заказов через производственное подразделение будет неравномерным, в службе продаж был создан специальный отдел управления заказами, функцией которого было отслеживание изготовления заказа, а также «ускорение» его выполнения в том случае, если заказ запаздывал, а потребитель начинал беспокоиться. Поток информации в системе изображен на рис. 6-2. Рисунок 6-2. Схема прохождения заказа на Lantech
По плану система должна была работать идеально. На деле же получалась сплошная неразбериха, так как логика работы системы вступала в конфликт с постоянно меняющимися потребностями потребителей. Для получения эффекта от масштаба производства Пат Ланкастер и его директор по производству с самого начала решили, что каждое подразделение должно работать партиями. Сварочный цех, например, должен был сначала сварить десять каркасов для модели Е, затем двенадцать каркасов для модели Т, а затем - двадцать пять для модели V. Это позволяло уменьшить время, которое неизбежно терялось при переналадке оборудования с производства деталей для одной модели на детали для другой. Работа большими партиями также позволяла повысить качество, ведь чем реже переналаживалось оборудование, тем меньше его операторы отвлекались от выполнения основного процесса и тем меньше совершали ошибок. Поскольку для выполнения каждой стадии процесса существовало отдельное подразделение, а все процессы осуществлялись партиями, в результате чего при переходе на следующую стадию возникали очереди, общее время производственного цикла было значительным. Целых шестнадцать недель проходило между тем, когда на завод поступала сталь для изготовления каркаса, и тем, когда готовая упаковочная машина могла быть поставлена потребителю. Львиная доля времени уходила на ожидание деталями очередной стадии обработки в следующем отделе или цехе. Реальное же время полезной работы, требующееся для изготовления упаковочной машины («время движения потока»), составляло всего три дня. Из-за такого длительного срока выполнения заказа специалистам по продажам, работающим с конечными потребителями упаковочных машин Lantech, требовалось всячески выкручиваться, чтобы справиться с системой. Самой распространенной хитростью было заказать определенные модели машин заранее, когда никакого потребителя еще и в помине не было. Потом же, когда покупатель появлялся, характеристики модели (а иногда даже сама модель) менялись, причем на достаточно поздней производственной стадии. В результате приходилось либо переделывать уже почти готовые машины, либо начинать производство «с нуля», срывая все возможные графики поставок. Очень скоро две конфликтующие системы планирования начали сдирать завод на части. Система планов, которую на основании прогноза продаж разрабатывал отдел планирования производства, никак не стыковалась с деятельностью службы продаж, которая, стремясь угодить потребителям, постоянно требовала изменений проекта. Вооруженная «списком приоритетных заказов», команда «ускорителей» путешествовала по заводу и требовала или срочного выполнения давно просроченных заказов, или же модификации проекта для заказов, уже находящихся в производстве (в случае, если потребитель скорее был готов уйти, чем взять неподходящий продукт). «Ускорители» планомерно проходили через все цеха и просили, чтобы требуемый потребителем заказ был сделан отдельно, без ожидания, пока наберется целая партия. В этом случае готовую деталь можно было быстро забрать из одного цеха и поставить в начало очереди на обработку в следующем. Когда заказ надо было сделать быстрее быстрого, в дело вмешивался сам Пат Ланкастер. В результате авральной работы машину удавалось сделать за четыре недели. Однако подобное вмешательство раскачивало систему еще больше. Графики выполнения других заказов неумолимо ползли назад, что требовало все новых и новых ускорений. Подобный метод принятия заказов и планирования производства на деле обернулся настоящим хаосом. Несмотря на это, такой способ был и остается стандартом для изготовления товаров, имеющих множество модификаций, требующих сложного технологического оборудования и весьма длительного отрезка времени на выполнение заказа. Практика работы «партиями и очередями», возникшая в службе продаж и на заводе, быстро дошла и до отдела проектирования фирмы. Чтобы разработать новый проект, на Lantech собирались вместе маркетологи, проектировщики нескольких специальностей, снабженцы и специалисты по планированию производства. Группа маркетологов определяла требования потребителя («нужна машина, способная упаковывать в час сорок поддонов массой по четыре тысячи фунтов каждый, занимающая площадь пятнадцать на пятнадцать футов, при этом стоимость упаковки каждого поддона должна быть не более пятидесяти Центов»), Директор по разработке должен был перевести эти требования на язык инженерных характеристик («поворотный стол с несущей нагрузкой а четыре тысячи фунтов, мотор мощностью X лошадиных сил, обеспечивающий угловую скорость вращения V, блок управления, автоматически направляющий пленку при намотке, и тому подобное»). Один инженер-механик занимался разработкой движущихся деталей, в основном для поворотного стола или роликовой кассеты. Другой инженер-механик проектировал каркас, а инженер-электрик конструировал блок управления, способный соответствовать инженерным характеристикам. Инженер-технолог занимался производственным оборудованием и инструментом. После того как был готов проект изделия и производственного оборудования, инженер по организации производства начинал планировать производственный процесс. Отдел проектирования всегда был небольшим: всего шесть инженеров. Но даже в таком маленьком коллективе возникали серьезные коммуникационные барьеры. Когда из отдела маркетинга поступало задание, оно последовательно «обрабатывалось» сначала главным проектировщиком, потом инженером-механиком, инженером-электриком и инженером по организации производства. Чтобы на основании проектной документации сделать готовое изделие, приходилось заниматься множеством переделок и кучей лишней работы. (Переделки возникали в основном из-за того, что один специалист-разработчик не учитывал в проекте требования другого специалиста. Поэтому возникали случаи, когда «блок управления уже некуда засунуть...» В подобной ситуации проект приходилось отправлять назад на доработку. Альтернативным решением была его «переделка втихую».) Фирма росла, а проблемы с проектированием становились все сложнее и запутаннее. Усложняло ситуацию и то, что инженеры обычно одновременно работали над несколькими проектами. Периодически появляющиеся «ускорители» просили инженеров притормозить одни проекты и переключиться на работу над другими, более «горящими». Неудивительно, что в такой ситуации на внесение в базовый проект упаковочной машины даже небольших изменений требовалось не менее года. От трех до четырех лет уходило на разработку новой модели (например, предназначенной для упаковки небольших партий грузов). Реальные же затраты времени инженеров на внесение изменений в проект вряд ли превышали несколько недель, а на создание новых моделей требовалось не более шести месяцев. Схема процесса проектирования показана на рис. 6-3. Все три основные вида деятельности, которые выполнялись на предприятии Пата Ланкастера: разработка новой продукции, управление потоками информации о том, что надо сделать, и производство самих изделий, выполнялись по классической схеме «партий и очередей». И никого это особенно не беспокоило. Когда Пат Ланкастер организовывал бизнес, он хотел, чтобы его фирма была эффективным, инновационным предприятием: «После 1973 года мы работали в нише дорогих товаров. Наши изделия имели значительно больше функциональных преимуществ по сравнению с товарами конкурентов во многом из-за того, что мы вышли на рынок первыми. За последующие пятнадцать лет численность сотрудников Lantech выросла до 266 человек, объем продаж составил 43 миллиона долларов. Мы были вынуждены задерживать выполнение многих заказов, так как повышение скорости выполнения работы противоречило требованиям эффективности производства. Качество изготовления было весьма посредственным, если судить по числу дефектов, попадающих к потребителю. Чтобы внести в модель даже небольшие изменения, требовалось не менее года. Но все равно мы были на голову сильнее конкурентов и зарабатывали горы денег. Целые пятнадцать лет моя мечта была реальностью». Рисунок 6-3. Схема разработки продукции на Lantech
Пат Ланкастер был решительным человеком. У него возникло несколько идей, как исправить положение. В числе этих идей было несколько традиционных подходов, которые рекомендовалось использовать в подобных ситуациях. Первый подход заключался в реорганизации фирмы и выделении в ней «центров прибыли». Вся продукция разделялась на «стандартную», которую можно было производить массово, и «индивидуальную», которую требовалось подгонять под индивидуальные требования. Такой подход увеличивал ответственность и позволял изготавливать изделия по индивидуальному заказу отдельно от массовых. Когда продажи начали падать, Пату не оставалось ничего иного, как уволить часть сотрудников Lantech, и это несмотря на то, что он понимал, что ни одной фирме еще не удавалось спастись простым сокращением затрат и размеров. Требовались новые идеи, и Пат нашел их в концепции Всеобщего Менеджмента на Основе Качества (ТQМ), После посещений текстильного гиганта Milliken, расположенного в Южной Калифорнии, Пат вернулся в Луисвилль с планами сделать главным приоритетом деятельности компании голос потребителя. Если еще недавно фирма не старалась достичь особого качества, руководствуясь лозунгом «и так сойдет», то теперь ее главной целью стало стремление к совершенству. В течение нескольких последующих лет к стремлению к совершенству добавилась потребность изменить культуру бизнеса, сделать ее ориентированной на создание ценности за счет делегирования полномочий, повышения доверия и разрушения барьеров между подразделениями. Высшее руководство, привыкшее работать в вертикальной иерархической системе, где распоряжения спускались сверху вниз, было заменено менеджерами, привыкшими работать в команде. (Из старой команды топ-менеджеров остался только сам Ланкастер.) Остальных сотрудников фирмы начали обучать современным принципам межличностного взаимодействия, развитию команд, процессов и лидерских качеств в командах. Хотя эти образовательные программы, безусловно, были нужны, они все же шли в отрыве от основных процессов фирмы Lantech. Вспоминает Боб Андервуд, старый рабочий Lantech: «Мы учились взаимному уважению и правилам работы в командах, но при этом все равно не знали, куда движемся. На заводе по-прежнему царила неразбериха. Разработка продукции осуществлялась медленно. Менеджеры по продажам все еще пытались перехитрить систему, чтобы добиться скорейшего выполнения заказа». Третьим способом борьбы с кризисом стал новый метод производства, называемый «максимум гибкости» (Мах-Flex). Метод состоял в значительном уменьшении времени выполнения заказа путем создания запасов основных компонентов: каркасов, роликовых кассет, поворотных столов и блоков управления с тем, чтобы можно было быстро собрать готовую машину в соответствии с требованиями потребителя. Так планировалось сократить срок доставки машин, изготовляемых по индивидуальному заказу, что должно было покрыть более высокие цены Lantech. С одной стороны, метод «максимум гибкости» позволял значительно сокращать время выполнения заказа - с шестнадцати недель до четырех. Однако затраты на это были непомерно велики. Для повышения конкурентоспособности требовалось научиться быстро вносить изменения в проект. Такие изменения касались как добавления в изделие новых функций, так и исправления дефектов, обнаруженных потребителем при эксплуатации. Корректировки приходилось вносить в уже готовые компоненты, горы которых лежали на складах. Затраты на поддержание таких запасов, нужных «от случая к случаю», были очень велики. К тому же для их хранения требовался отдельный склад. Но хуже всего было то, что, несмотря иа все усилия по планированию, возникали ситуации, когда нужной детали не было в наличии. (Тайити Оно как-то заметил, что чем больше запасов, тем меньше вероятность найти среди них действительно нужную деталь.) В результате потребовалась еще одна команда «ускорителей», которая находила и «протаскивала» требуемую деталь через всю систему. Четвертый метод разрешения кризиса заключался в обновлении технологии. В 1990 году Lantech установила новое поколение системы MRP, которая позволила каждому рабочему получать немедленную информацию о том, на какой стадии производства находится каждое изделие, а также вводить данные о статусе движения каждой детали и всего изделия по ходу процесса. Каждый сотрудник получал рабочее задание со своего персонального компьютера и, по идее, должен был иметь «полный контроль» над тем, что он делает. (По этому поводу Пат Ланкастер говорил, что это походило на своеобразный брачный союз технологии и демократии. Каждый мог не только получать задание на работу в режиме реального времени, но и видеть, что происходит на всем заводе. «Информация на службе людям» — таков был их девиз в те дни.) Для новой системы были нужны новый компьютер и новый отдел информационных систем управления. Четыре человека в дневную смену и три в ночную следили за тем, чтобы в систему поступали свежие данные, а рабочие своевременно вводили и нее информацию о только что завершенных работах. Хосе Забане (Jose Zabaneh), директор по производству в Lantech, говорил, что достаточно быстро они смогли полностью «контролировать» рабочих, однако система от этого не стала точнее. Множество параметров вообще никогда не регистрировалось. К тому же система не позволяла обнаруживать ошибки. Старая система MRP работала медленно, но на 99 процентов правильно. Новая «демократическая» система была сущим кошмаром, вместо информации люди получали сплошную муда. Поскольку огромный объем обрабатываемых данных тормозил работу компьютера, консультант Lantech по информационным технологиям не нашел ничего лучшего, как посоветовать поставить более мощный и дорогой компьютер. К концу 1991 года, впервые за свою историю, Lantech начала испытывать падение продаж, и это несмотря на снижение цен. Завод уже практически не справлялся с постоянным изменением в спросе. Позже Пат Ланкастер так говорил про то время: «Первый раз мы стали терять деньги. Наши старые идеи по поводу того, как надо управлять предприятием, рушились одна за другой». И вот тогда Пат открыл для себя бережливое производство.
Бережливая революция Рон Хикс (Ron Hicks) вовсе не похож на революционера. Имея диплом инженера по организации производства, своим спокойным голосом он скорее напоминает бухгалтера. Однако именно он совершил в Lantech революцию, когда в марте 1992 года был назначен на должность вице-президента по производству. Революционный настрой он воспитал в себе в Danaher Corporation, где работал с 1980 года. Благодаря стараниям Стива и Митчелла Рэйлсов (Rales) корпорация объединила пятнадцать производственных компаний. Есть даже версия, что, когда эти два молодых бизнесмена из Вашингтона, округ Колумбия, в 1987 познакомились с бережливым производством, они с ходу убедили одного из учеников Тайити Оно приехать к ним в США и помочь в работе над реформированием корпорации. Они поняли, что бережливое производство способно революционным образом изменить всю деятельность компаний, которые они купили только из-за привлекательной цены в рамках диверсификации основного бизнеса, связанного с недвижимостью. Одна из фирм, Hennessey Industries Нешвил, штат Теннеси, производила инструменты для ремонта автомобилей и гаражные подъемники. Рок Хикс занимал в ней пост вице-президента по производству. Рой Хикс отлично помнит тот день в 1989 году, когда его «осенило». «Я поехал в Jacobs Brake Company в Блумфилд, штат Коннектикут, дочернюю компанию Danaher и обнаружил, что они, следуя советам Тайити Оно, полностью избавились от традиционных производственных подразделений. Они учредили рабочие ячейки, в которых все станки были поставлены в соответствии с реальным движением процесса производства определенной группы компонентов двигателя грузовика. Каждая деталь делалась в непрерывном процессе без каких-либо буферных запасов между стадиями. Такой подход они называли методом потока единичных изделий. Больше всего меня поразило то, что за время моего визита они, реализуя очередное мероприятие по улучшению, обнаружили, как можно сократить время изготовления детали, если переставить один большой станок с одного места на другое. Такое решение они приняли утром. Практически мгновенно была собрана бригада, которая передвинула станок. Через несколько часов производство было вновь запущено». «В General Electric, где я проработал четырнадцать лет, пока не перешел в Hennessey для того, чтобы сделать нечто подобное, пришлось бы издавать постановление на уровне Конгресса США. А эти ребята просто взяли и сделали, и все заработало! Неожиданно я понял, что живу в совершенно ином мире», - вспоминал Хикс. К марту 1992 года, когда Хикс получил предложение перейти к Ланкастеру, он уже стал настоящим адептом бережливого производства и был готов применить свои знания на новом месте. Ланкастер рассмотрел множество кандидатов на должность вице-президента по производству, но остановил свой выбор именно на Хиксе. Он был уверен, что у Хикса достаточно способностей, чтобы трансформировать производственную деятельность. Вопрос был только в том, как это сделать, и сколько времени на это понадобится. Рона пригласили в Луисвилль, где он смог поговорить с теми, с кем ему предстояло работать. Он предложил сразу сформировать команды, которые займутся переосмыслением потока создания ценности и движения ценности по потоку для каждого производимого на заводе продукта, для каждого этапа разработки и выполнения заказа. Фирме Lantech требовалось выстроить все операции, нужные для проектирования, выполнения заказа и производства пленочной упаковочной машины, а потом выполнять эти операции последовательно, причем не делать больше одной машины (одного проекта, одного заказа) одновременно. Таким образом, можно было избавиться от всей муда в виде партий, очередей, переделок и возвратов. Поток создания ценности - этот минимально возможный набор операций, требуемых дли проектирования, обработки заказа и изготовления упаковочной машины, стал двигаться ровно, непрерывно и быстро. Рисунок 6-4. Схема изготовления модели О
Сразу после начала работы Рон Хикс разработал простой план, согласно которому четыре типа машин, до этого изготавливавшиеся вместе методом «партий и очередей», должны были теперь производиться отдельно. Все производственные службы должны были быть ликвидированы, а взамен них создано четыре производственных ячейки - по одной для каждого типа машин. Все виды операции должны были быть выстроены так, чтобы каждый станок, установленный в ячейке, работал в непрерывном потоке. Это была фаза кайкаку плана преобразований, направленная на полное разрушение системы и создание ее заново, - но уже с других позиций. Модель Т/У, которая вскоре была заменена моделью О, была своего рода проверкой на прочность. Из лучших рабочих Lantech была сформирована команда, которой поручили за одну неделю разработать и запустить производство по плану, изображенному на рис. 6-4. Операцию по резке разместили непосредственно рядом с машинной обработкой, которая выполнялась в двух шагах от сварки. Хотя операция покраски осталась централизованной, непрерывный поток опять подхватывал детали на стадиях предварительной и окончательной сборки. Тестирование и упаковка в ящики производились рабочей командой в конце производственной цепочки. И хотя в смену изготавливалось только восемь машин (то есть одна штука в час), окончательная сборка стала производиться при помощи движущегося конвейера, который задавал ритм всей системе. Каждое утро оператор режущего станка начинал работать, ориентируясь на изготовление одной упаковочной машины в час. Через час после начала был готов полный набор деталей, требуемых для изготовления каркаса. Всего три фута отделяло станок механической обработки от режущего станка. Еще четыре фута - и готовые изделия попадали к сварочному аппарату. Четырнадцать часов спустя (половина времени была потрачена на покраску) готовая машина уже стояла в зоне погрузки. Чтобы такая система заработала, на Lantech пришлось полностью изменить годами устоявшиеся представления о том, как выполнять работу и о том, что значит «работать вместе». Поскольку все операции стали напрямую влиять друг на друга и в системе больше не стало буферов, требовалось, чтобы все ориентировались только на стандартную работу, описывающую наиболее оптимальный способ действий за отпущенное на нее время, и то, как всегда делать ее правильно с первого раза. (Иными словами: либо весь участок работает, либо весь не работает.) Команда описывала каждую работу в виде диаграммы, которая выставлялась на всеобщее обозрение. Поскольку в новой системе машины изготавливались только под конкретный заказ (вспомните, что, так как время выполнения заказа удалось уменьшить с шестнадцати недель до четырнадцати часов, более не требовалось делать машины про запас, чтобы обеспечить быструю доставку), жизненно важно было ввести понятие времени такта. Время такта - это частное от деления числа машин, которое надо сделать в день, чтобы выполнить заказ, на число рабочих часов в день. (Если надо сделать в смену восемь машин, то время такта будет равно одному часу.) Важно заметить, что когда поток заказов невелик и не надо использовать оборудование на 100%, время такта увеличивается. Поскольку оборудование теперь работает медленнее, часть рабочих можно направить в другие подразделения Lantech, а каждый оставшийся будет выполнять не одну операцию, а несколько. Данный способ производства разительно отличается от традиционного, когда в случае отсутствия заказов работа все равно ведется для того, чтобы создать запасы на будущее. Надо было реализовать еще два подхода. Во-первых, Lantech требовалось привести размеры многих станков (например, для резки или механической обработки} к «правильным», а иногда и изготовить новое оборудование, которое бы рационально вписывалось в конфигурацию ячейки. Как оказалось, этим вполне могли заняться рабочие, деятельность которых оказалась ненужной в результате оптимизационных мероприятий. Во-вторых, Lantech надо было научиться быстро переналаживать все имеющееся оборудование так, чтобы можно было практически мгновенно перейти от производства деталей для одного типа машины к производству деталей для другого типа. Когда новая концепция производства только обсуждалась, многие работники начали сопротивляться новому подходу. Вспоминает Боб Андервуд, один из самых квалифицированных рабочих на заводе: «Мы привыкли работать в системе, где каждый из нас умел высокопрофессионально делать что-то одно - сваривать, сверлить или разбраковывать детали и возвращать их в производство, чем, собственно, занимался я. Каждый в своем отделе спокойно выполнял свою работу с той скоростью, которая была ему удобна. Ка
|
||||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 503; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.205.110 (0.014 с.) |

 Управлять требовалось не только процессом физического производства. Реальные сложности с изготовлением больших объемов товара возникли у Lantech тогда, когда все заказы, которые набрала группа дистрибьюторов (их было около пятидесяти), надо было обработать и поставить на производство. Поскольку машины часто делалась по индивидуальному заказу и стоили от 10000 до 50000 долларов за штуку, разрабатывать единый прайс-лист на все модели не имело смысла. Каждый раз, размещая заказ на машину, к которой потребитель предъявлял особые требования, дистрибьюторы согласовывали цену с Lantech. Коммерческое предложение отправлялось к специалистам по инженерной поддержке продаж, которые проводили анализ затрат. В результате анализа они определяли «правильную цену» машины, которую, в свою очередь, сообщали дистрибьюторам. Если цена (которая уже включала в себя маржу дистрибьютора) устраивала потребителя, заказ возвращался назад в Lantech, где встраивался в график всего производства.
Управлять требовалось не только процессом физического производства. Реальные сложности с изготовлением больших объемов товара возникли у Lantech тогда, когда все заказы, которые набрала группа дистрибьюторов (их было около пятидесяти), надо было обработать и поставить на производство. Поскольку машины часто делалась по индивидуальному заказу и стоили от 10000 до 50000 долларов за штуку, разрабатывать единый прайс-лист на все модели не имело смысла. Каждый раз, размещая заказ на машину, к которой потребитель предъявлял особые требования, дистрибьюторы согласовывали цену с Lantech. Коммерческое предложение отправлялось к специалистам по инженерной поддержке продаж, которые проводили анализ затрат. В результате анализа они определяли «правильную цену» машины, которую, в свою очередь, сообщали дистрибьюторам. Если цена (которая уже включала в себя маржу дистрибьютора) устраивала потребителя, заказ возвращался назад в Lantech, где встраивался в график всего производства. Отдел планирования производственной службы составлял главный график производства на компьютере, в системе МRР. На основе ежедневно поступающих заказов и долгосрочных производственных планов система МRР составляла дневные графики работы и распределяла производственные задания по всем цехам на заводе. Каждое утро в каждом из подразделений: в цехах резки, механической обработки сварки, покраски, предварительной и окончательной сборки, а также в отделах предпродажной подготовки и упаковки рабочие получали распечатку дневных планов работы. В конце дня каждый отдел или цех сдавал отчеты о выполнении дневных планов обратно в отдел планирования производства.
Отдел планирования производственной службы составлял главный график производства на компьютере, в системе МRР. На основе ежедневно поступающих заказов и долгосрочных производственных планов система МRР составляла дневные графики работы и распределяла производственные задания по всем цехам на заводе. Каждое утро в каждом из подразделений: в цехах резки, механической обработки сварки, покраски, предварительной и окончательной сборки, а также в отделах предпродажной подготовки и упаковки рабочие получали распечатку дневных планов работы. В конце дня каждый отдел или цех сдавал отчеты о выполнении дневных планов обратно в отдел планирования производства. 26 июня 1989 года ситуация изменилась. Lantech проиграла суд, в котором пыталась отобрать у конкурента право производить абсолютно аналогичную продукцию, но по более низкой цене. Судебное разбирательство касалось новых патентов, которые Lantech получила в 1980-х годах, вслед за первыми патентами начала 1970-х. После такого решения суда рынок оказался открыт для всех, кто желал производить аналогичное оборудование. «К 1989 году множество фирм начали производство аналогичных упаковочных машин, но по более низкой цене. Хотя мой бизнес все еще приносил прибыль, ситуация быстро ухудшалась. Падение деловой активности на рынке только усиливало кризис. Глубоко внутри я чувствовал, что Lantech находится на последнем издыхании».
26 июня 1989 года ситуация изменилась. Lantech проиграла суд, в котором пыталась отобрать у конкурента право производить абсолютно аналогичную продукцию, но по более низкой цене. Судебное разбирательство касалось новых патентов, которые Lantech получила в 1980-х годах, вслед за первыми патентами начала 1970-х. После такого решения суда рынок оказался открыт для всех, кто желал производить аналогичное оборудование. «К 1989 году множество фирм начали производство аналогичных упаковочных машин, но по более низкой цене. Хотя мой бизнес все еще приносил прибыль, ситуация быстро ухудшалась. Падение деловой активности на рынке только усиливало кризис. Глубоко внутри я чувствовал, что Lantech находится на последнем издыхании».



