Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Опишите потоки создания ценностиСодержание книги
Похожие статьи вашей тематики
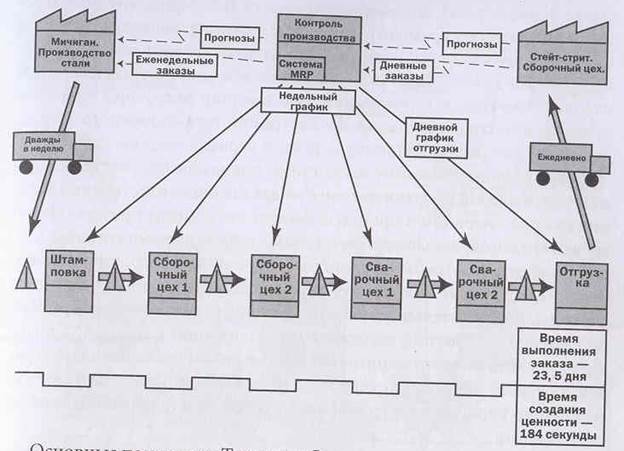
Поиск на нашем сайте В этой области нам было чему поучиться. К сожалению, мы не скоро поняли, как много нужно помогать большинству менеджеров для того, чтобы они научились видеть поток создания ценности. Хотя карты потоков, которые мы приводили на стр. 63/11 и 66, выглядели весьма точными и буквально звали в бой, они оказались чересчур упрощенными. Мы допустили серьезную ошибку, не соединив на одной карте поток информации от потребителя к производителю с трансформирующими продукт действиями, которые выполнялись на основании информации, полученной по ходу движения товаров или услуг к потребителю. Данная связь весьма важна для того, чтобы увидеть замкнутую петлю спрос - реакция, которая составляет самую суть создания ценности. Традиционные методы описания потоков, регистрирующие только физическую трансформацию, не обеспечивают такого видения. Мы весьма благодарны Майку Розеру (Mike Rothen) и Джону Шуку John Sook) за то, что они адаптировали стандартный метод изображения материальных и информационных потоков, использовавшийся Тоуоtа, в метод, который мы применяем в настоящее время". Этот способ подходит для потоков любой величины: от простых административных офисных процессов до глобальных потоков, включающих добычу сырья и доставку товаров потребителю. В любом случае вначале следует описать все стадии процесса так, как они выполняются на самом деле. Получившийся результат мы называем Текущим Состоянием. Оценку каждого шага процесса надо производить на основе следующих простых параметров. Создается ли на данном шаге ценность для потребителя? Воспроизводим ли результат данного шага (то есть получается ли каждый раз хороший результат)? Находится ли процесс в состоянии готовности* (способен ли процесс выдавать хорошие результаты в любой момент времени)? *Состояние готовности — availability означает, что оборудование исправно и способно начать работу к любой момент времени. У японцев считается, что хорошее значение availability — 90%, которое означает, что с учетом времени переналадки 54 минуты из каждого часа оборудование готово к работе. — Прим. пер. Гибок ли процесс (может ли процесс быстро перестроиться на другой продукт, чтобы каждое изделие изготавливалось малыми партиями, или же вообще производилось «одно изделие за один раз»)? Правильно ли выбрана производительность каждого шага процесса, чтобы продукт не стоял вочереди на следующую операцию? Или производительность чересчур велика (так как закупили слишком мощное оборудование в расчете на ошибочнобольшой спрос)? Шаги, которые не добавляют ценности, следует без сожаления ликвидировать. Те же шаги, которым недостает воспроизводимости, процента готовности, гибкости, правильной производительности, следует усовершенствовать. Описанный пошаговый процесс анализа - всего лишь часть общей картины. Следует также учитывать связь между шагами. Легко ли, без задержек ли движется от потребителя информационный поток? Свободно ли продвигается продукт по потоку создания ценности? Обеспечивает ли процесс, чтобы общее время выпуска лишь слегка было больше суммарного времени выполнения отдельных его стадий? Производится ли продукт потому, что этого желает потребитель? Или же он «выталкивается» на рынок производителем? Сглажены ли отдельные стадии процесса? Уменьшена ли его вариабельность? Обсудив и описав все стадии процесса, протекающего внутри завода (как показано нарис. 15-1) в команде, где каждый может увидеть поток создания ценности целиком, можно говорить о его качестве. Карта, приведенная ниже, показывает информационный поток, идущий в верхней части справа налево, от потребителя - к различным частям производственного процесса. Заказы от потребителя поступают в компьютер, который планирует потребность в материалах. Будучи зарегистрированы в качестве запасов, заказы ожидают, пока раз в неделю не будет составлен производственный график на следующую педелю. Когда менеджеры цехов обнаруживают недостачи или же потребительский спрос неожиданно меняется, приходится ускорять информационный поток. В нижней половине карты показан поток продуктов, движущийся слева направо: от сырья к потребителю. Карта потока позволяет свести воедино характеристики всех пяти стадий, показать имеющийся уровень запасов между стадиями, сравнить время (весьма короткое), в течение которого создается ценность, со всем временем выполнения заказа (крайне длительным). Карта помогает менеджерам увидеть, какие мероприятия по кайдзен следует провести вначале, чтобы значительно уменьшить время прохождения процесса, ликвидировать лишние шаги, разобраться с качеством, гибкостью, состоянием готовности и адекватностью. Рисунок 15-1. Текущее Состояние потока создания ценности
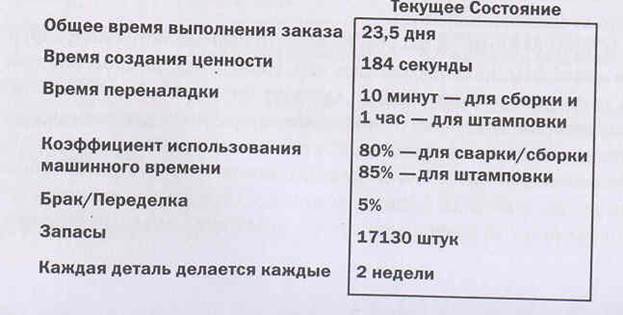
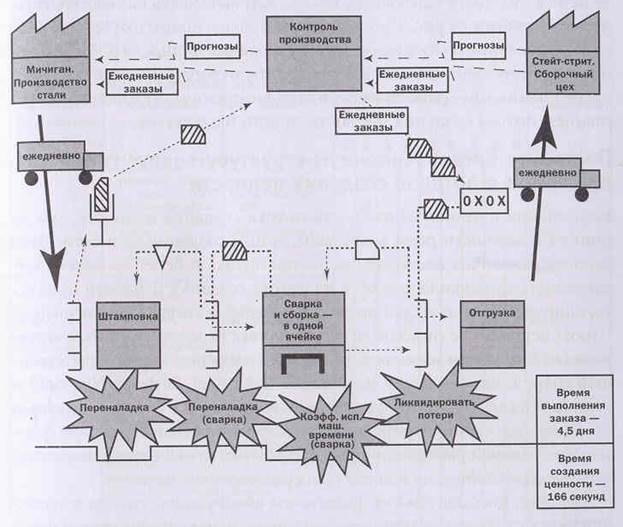
Основные показатели Текущего Состояния процесса приведены на рис. 15-2. Визуализация состояния процесса через карту и таблицу основных показателей должна стимулировать менеджеров перейти к значительно улучшенному Будущему Состоянию процесса (см. рис. 15-3). Чтобы перевести процесс в такое состояние, на карте Будущего Состояния важно отметить участки, где следует начать мероприятия по кайдзен потока и кайдзен процесса. Что нужно сделать - так это улучшить воспроизводимость (качество с первого раза), состояние готовности (коэффициент использования машинного времени), гибкость (время переналадки) четырех стадий процесса сварки и сборки, ликвидировать мешающие движению потока запасы, при этом выполняя все четыре стадии в одной ячейке. (Заметьте, что теперь нужен лишь один оператор.) При этом существенно сокращается время настройки штамповочного пресса, что позволяет делать меньшие партии и держать меньше запасов.
Рисунок 15-2, Основные показатели Текущего Состояния процесса
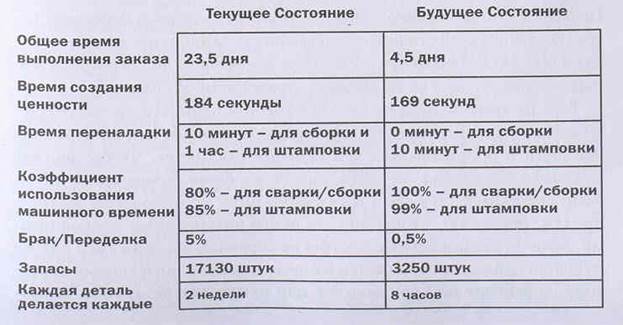
В завершение выделяем подсистему планирования потребностей в материалах (МRР), которая ранее выдавала производственные задания каждой операции в процессе. Вместо нее создаем простую систему вытягивания, посылающую с точными интервалами сигналы канбан из ящика хейдзунка (устройства, выравнивающего спрос) в сварочно-сборочную ячейку, которая задает темп работы для всей системы. Дополнительные «вытягивающие петли» устраиваются между сварочно-сборочной ячейкой и штамповочной машиной, а также между штамповочной машиной и поставщиком рулонов стали. В результате весь процесс управления информационными потоками существенно упрощается и трансформируется из выталкивающего в вытягивающий. Сравнительные результаты Текущего и Будущего Состояния системы показаны в расширенной таблице основных показателей, приведенной на рис. 15-4. Карта процесса ясно показывает, что если реализовать и зафиксировать результаты немногих мероприятий по кайдзен процессов и потоков, можно достичь прямо-таки революционных достижений в области качества. Но и на этом потенциал улучшений не исчерпывается. Далее, в разделе о совершенствовании потока создания ценности мы покажем, что всегда возможен дальнейший прогресс. После того, как Будущее Состояние достигнуто, его следует назвать новым Текущим Состоянием, и цикл улучшений начнется вновь. Описание потока создания ценности имеет одну особенность, которую мы ходим обсудить. На личном примере мы убедились, что данный метод популярен во всем мире4. Мы продолжаем встречать многих менеджеров, вооруженных одинаково великолепными картами Текущего и Будущего Состояния, которые показывают потенциал прорывных улучшений по основным показателям процесса. Но стоит нам пройтись вдоль потока создания ценности, как мы не находим никакого Будущего Состояния. Улучшения никогдане реализовывались, а если реализовывались — то лишь частично по сравнению с потенциально возможным уровнем5.
Рисунок 15-3. Будущее Состояние потока создания ценности
Рисунок 15-4. Текущее и Будущее Состояние процесса: основные показатели
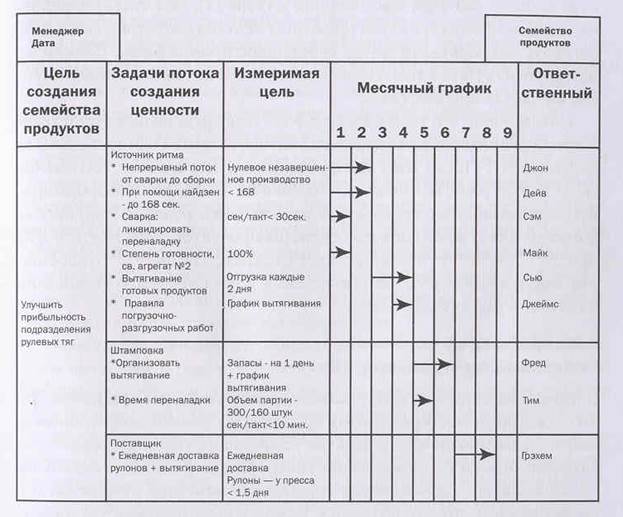
Увидев такую ситуацию, мы всегда просим показать нам план достижения Будущего Состояния. Он должен выглядеть наподобие того, что мы привели на рис. 15-5. Мы также просим позвать ответственного за управление и улучшение потока создания ценности. Обычно это большая проблема: никто не берет на себя ответственность, и нет никакого плана (по крайней мере, плана внедрения). Руководить улучшением потока создания ценности просто некому. Рисунок 15-5. Текущее состояние потока создания ценности
|
||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 545; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.012 с.) |