Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Как применить анализ потока создания ценности на практикеСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Разобрав поток создания ценности на примере одного продукта, мы теперь можем расширить сферу его применения. В случае с колой мы не можем поступить так же, как с заводом Pratt & Whitney(см. введение). Здесь нет ни одного действия третьего рода, которое можно было бы немедленно исключить только потому, что оно лишнее. Однако мы видим здесь множество действий второго рода. Определяемые как муда, не создающая ценности, они должны стать первыми кандидатами па исключение с помощью технологий бережливого производства. Следует отметить, что наш анализ - это не «бенчмаркинг», сравнивающий ноток создания ценности для магазинов Тексо с таким же потоком у конкурентов, Хотя наша предыдущая книга, «The Machine that Changed Wjrld», посвященная самому серьезному бенчмаркинговому исследованию крупных отраслей, и стала причиной своеобразного бума в этой сфере, тем не менее мы считаем, что менеджерам, понявшим принципы бережливого производства, не стоит тратить свое время на бенчмаркинг17. Если в результате проведения бенчмаркинга специалисты по бережливому производству обнаружат, что их фирма и так лучше конкурентов, они легко могут расслабиться (это вполне может произойти, если Теsсо задумает проводить бепчмаркинг своих внутренних процессов). Если бенчмаркинг покажет фирмам, работающим по технологии массового производства, что они хуже конкурентов, они могут впустую потратить много сил на выяснение причин (как General Motors b Volkswagen в 1980-х годах). Бросающиеся в глаза различия в уровне затрат, масштабах производства или в организационной культуре вполне могут показаться непреодолимыми для тех, кто не видит, в действительности эти различия вызваны тем, как организованы внешне незаметные процессы создания ценности. Поэтому мы искренне советуем фирмам, занявшимся бережливым производством, послать к черту всех конкурентов. Надо стремиться к совершенству путем определения и исключения всех действий, создающих муда. Это эффективный метод, всегда задающий верное направление для любой организации. (По крайней мере, фирме Тоуоtа он обеспечил лидерство на протяжении сорока лет.) Чтобы наш совет возымел силу, вам следует изучить основные методы ликвидации муда, которые начинаются с организации движения потока.
ГЛАВА 3
Организация движения потока
Добро пожаловать в мир партий и очередей Вспомните, как проходит ваш визит к врачу. Вы договариваетесь о приеме за несколько дней. Придя в назначенное время, вы усаживаетесь в кресло в комнате ожидания, так как доктор обычно принимает с опозданием. Оценив ваше состояние, доктор ставит предполагаемый диагноз. Потом он направляет вас к другому специалисту, который принимает только на следующий день. Перед тем как к нему попасть, вы опять некоторое время ждете под дверью. Этот специалист обязательно потребует проведения необходимых исследований, для чего в соседнем корпусе имеется весьма большое и сложное лабораторное оборудование. Анализы редко делаются быстро, к тому же требуется время, чтобы передать их врачу. Если диагноз ясен, можно приступать к лечению. Поход в аптеку за лекарствами обернется еще одной неприятной очередью. Не лучше обстоят дела, если вам назначили комплекс процедур, так как он тоже будет осложнен продолжительным ожиданием. Если же вам «посчастливилось» попасть в больницу. перед вашим взором предстанет целый мир узкоспециализированных функций, несогласованных процессов и очередей. Если попытаться проанализировать этот поход по врачам, несложно вычислить, что фактическое время лечения составит лишь малую часть всего затраченного времени. Большую часть времени вы, как настоящий пациент*, либо тихо сидите и ждете своей очереди, либо же перемещаетесь от одного кабинета к другому. Вы переносите все это терпеливо, так как вам не раз говорили о том, что все эти задержки и блуждания в поисках кабинетов - плата за «эффективность» высококачественного медицинского обслуживания. В английском языке слово пациент - patient. Означает также "терпеливый», «страдающий - Прим. пер. Мы уже рассматривали пример из другой отрасли (путешествие на самолете). В большинстве случаев перелет оказывается еще менее приятным, чем это было у Джонса, ведь вместо одного прямого рейса вы получаете два перелета через пересадочный центр. Реальное время движения по самому прямому маршруту составляет обычно примерно половину всего чистого времени пути - от одной двери до другой. Поскольку на лучшее пока рассчитывать рано, люди стоически; переносят все тяготы. В конце концов, их же убедили в том, что такая организация полетов не только безопасна, но и крайне эффективна, так как именно она позволяет аэропортам и авиалиниям работать на полную мощность. Медицинское обслуживание и путешествия обычно относят к «персональным услугам» (в противовес производству продуктов типа видеомагнитофонов, посудомоечных машин, трубок для прокладки кабелей Wiremold) и напитков (Теsсо). Главное различие состоит в том, что в случае с лечением и путешествиями не столько вы совершаете действия, сколько действия совершаются над вами. Иначе говоря, вы становитесь частью процесса оказания услуг. В случае с производством вы не участвуете в самом процессе. Находясь в стороне, вы спокойно ждете, пока произведут ваш товар. Однако, даже получив товар, вы сполна ощутите на себе все последствия методов его производства. Давайте в качестве примера рассмотрим всем знакомый товар - жилой дом на одну семью. Еще Генри Форд задумывался о том, как массово выпускать такие дома. Проектируя и изготавливая стандартные модульные конструкции на заводе, можно, сохраняя требуемое разнообразие готовых жилищ, сократить затраты на проектирование и производство. После Второй мировой войны нескольким американским предпринимателям все же удалось создать производство сборных домов из готовых модулей1. Весьма скромный успех имела и фирма Тоуоtа, которая с 1960-х годов начала предлагать в Японии разнообразные конфигурации планировок и внешнего оформления, используя несколько базовых модулей, изготовляемых на заводе и быстро собираемых на стройплощадке. До сих пор во всем мире большинство домов, рассчитанных на одну семью, изготавливается прямо на месте. Элементы каркаса подгоняют и крепят друг к другу, чтобы потом навесить на них тысячи различных деталей: от труб до кухонного оборудования и розеток. Если вы решите посмотреть на весь процесс создания дома и побываете сначала в офисе строителей, а потом на строительной площадке, то в большинстве случаев вы не заметите там особой активности. Когда Доил Уилсон занялся ТQМ и решил проанализировать, что же происходит у него в офисе и на стройплощадке, то обнаружил, что пять шестых всего времени, потраченного на строительство индивидуального дома, приходилось на два вида действий: • ожидание, пока к работе приступят следующие команды специалистов (архитекторы, экономисты, инженеры, ландшафтные архитекторы, кровельщики, водопроводчики, электрики и садовники); • переделка уже сделанной работы, которая оказалась неудовлетворительной с технической точки зрения или с точки зрения требований потребителя. Заказчику же приходилось платить и за ожидание, и за переделку. Поскольку от своих друзей он слышал о гораздо более серьезных проблемах, возникающих при строительстве индивидуальных домов, заказчик заранее готовился принять все недоделки как неизбежное зло, свойственное любому строительному производству. На самом деле все виды деятельности — проектирование, заказ комплектующих, выполнение работы или оказание услуг - можно выполнять в виде потока. Стоит только задуматься о том, как выстроить все эти виды деятельности в один стройный поток, в котором не будет ни лишних действий, ни длительных перерывов, ни очередей, ни работы партиями, как это изменит все: и стиль работы в коллективе, и виды используемых инструментов, и способ построения самой организации, и планирование карьеры. Изменится представление о смысле деятельности фирмы (включая некоммерческие организации) и о том, как она должна взаимодействовать с другими организациями и обществом. Применить принцип потока ко всем видам человеческой деятельности нелегко, и все получается не сразу. Вначале вообще очень сложно научиться видеть поток создания ценности и понимать всю ценность такого потока. Когда же такое видение возникнет, появляются новые проблемы, которые приходится преодолевать. Мы утверждаем, что принципы потока применимы к любой деятельности. Если вы сделаете это, то получите значительные выгоды. Затраты труда, времени, площадей, инструментов и запасов, которые требуются для проектирования и создания товаров или оказания услуг, очень быстро могут быть сокращены вдвое. После этого вы сможете поддерживать стабильный процесс улучшений, который позволит по прошествии нескольких лет сократить затраты еще в два раза.
Метод потока Как же сделать так, чтобы поток пришел в движение? Когда ясно, в чем состоит ценность, когда сформирован поток создания ценности, то первое, что требуется сделать, - это сосредоточить все свое внимание на конкретном реальном объекте: проекте, заказе, продукте или услуге (лечении, путешествии, строительстве дома, доставке велосипеда). Чтобы обеспечить выполнение первого шага, надо сделать второй - игнорировать все традиционные ограничения и представления о работе, карьере, функциях (выполнение которых распределено по подразделениям) и самих фирмах. Только так можно создать бережливое предприятие, в котором ничто не будет мешать движению потока ценности конкретного продукта или группы продуктов. Третий шаг заключается в переосмыслении всех методов работы, типов применяемого оборудования и инструментов с тем, чтобы ничто не мешало непрерывному течению потока проектирования, оформления заказа и производства - без остановок и подводных камней. Самое лучшее - делать все это одновременно. Большинство менеджеров полагают, что в целях эффективности проекты, заказы и продукты должны «продираться сквозь систему», что хорошее управление состоит в том, чтобы избегать лишней вариабельности системы, выпускающей множество разных продуктов. На самом же деле надо полностью избавиться от такой системы и начать работать с чистого листа. Чтобы вам проще было это понять, мы все объясним на конкретном примере проектирования, заказа комплектующих и производства велосипеда.
Производство велосипедов: от работы партиями к потоку В качестве примера не случайно выбран велосипед. Он достаточно просто устроен и лишен ненужного очарования, поэтому никто не будет завлекать вас новыми дизайнерскими штучками или экзотическими технологиями. Мы выбрали этот пример еще и потому, что не понаслышке знаем велосипедное производство. Чтобы проверить описываемые методы на практике, один из авторов приобрел в собственность реальную велосинедную компанию. Производство велосипедов показательно еще тем, что оно крайне разрозненно. Большинство фирм, занимающихся сборкой велосипедов, сами производят только раму. Остальные компоненты - колеса, тормоза, переключатели, сиденья, рулевые колонки и металл для изготовления рамы - закупаются у множества поставщиков, которые зачастую превосходят по размеру фирму, выпускающую готовые велосипеды. Поэтому проблем с интеграцией потоков создания ценностей в таком производстве выше крыши.
Проектирование Проектирование велосипедов осуществляется классическим способом - «партиями и очередями». Отдел маркетинга определяет потребность. Инженеры-конструкторы создают проект, отвечающий этой потребности. Инструментальная мастерская изготовляет оборудование, которое позволит выпускать товар серийно. Группа конструкторов из производственного отдела решает, как при помощи этого оборудования изготавливать раму и как затем собирать из всех компонентов готовый велосипед. К тому времени, когда проект готов, отдел снабжения успевает договориться о закупке и организации доставки нужных компонентов прямо в сборочный цех. Проект каждого нового изделия (а их одновременно разрабатывается не один десяток) подолгу путешествует из отдела в отдел, ожидая очереди на рассмотрение в каждом из них. Зачастую он отправляется на доработку в предыдущий отдел, а иногда и тайно переделывается, чтобы ликвидировать несоответствия между требованиями инструментальщиков и проектировщиков. О каком потоке тут может идти речь? В конце 1980-х - начале 1990-х годов большинство фирм переключились на тяжеловесный программ-менеджмент, в рамках которого лидер, наделенный большими полномочиями, руководил командой из нескольких профессионалов, специально назначенных для выполнения этой работы. Остальная система при этом не менялась. Подобиая команда разработчиков фактически представляла собой комитет, перенаправлявший большую часть работ по проектированию обратно в подразделения, где они терпеливо ждали своей очереди. Никто не знал, как обеспечить эффективное прохождение проекта через всю систему, без постоянных переделок и отступлений. Более того, никто не отвечал за конечный результат разработки, так как система учета и стимулирования никогда не связывала успех продукта протяжении его жизненного цикла с деятельностью команды разработчиков. Поэтому они старались начинить изделия различными техническими излишествами, которые, хоть и нравились потребителям, но не окупались после выхода товара из-за длительных задержек и высоких затрат. Подход, который отстаивает бережливое производство, состоит в том, чтобы создать выделенную команду специалистов, способную самостоятельно, в сжатые сроки выполнить весь комплекс работ: определить ценность, создать общую концепцию изделия и рабочий проект, заказать все компоненты, сконструировать инструменты, составить план производства. Для облегчения работы применяется хорошо зарекомендовавший себя на практике метод принятия командных решении, называемый Структурированием Функции Качества2, СФК (Quality Function Deployment, QFD). Метод позволяет многим командам-разработчикам стандартизовать работу так, чтобы каждая из них придерживалась одного и того же подхода. Поскольку каждая команда на фирме применяет одинаковый подход, можно точно прогнозировать время выпуска и постоянно улучшать методы самого проектирования. При помощи QFD можно правильно определить ценность и, забыв о переделках и обратных потоках, пройти весь процесс от проектирования до начала производства без остановки. В результате время разработки уменьшается примерно вдвое (как будет показано во второй части книги), а затраты труда - более чем в два раза. При этом обеспечивается гораздо большая «точность попадания» проекта в мишень требований потребителя. Наш опыт говорит о том, что выделенные продуктовые команды не должны быть такими большими, как это может следовать из традиционных расчетов. Наоборот, чем они меньше, тем лучше для всех. Толпа узких специалистов тоже не потребуется. Большинство членов команды: маркетологи, инженеры, снабженцы и производственники на самом деле гораздо более квалифицированны, чем они когда-либо 1) подозревали и 2) осознавали, а также 3) могли попробовать и проверить на практике. Стоит такой небольшой команде дать поручение «просто сделать это», как вдруг некогда узкие специалисты находят в себе умение выполнять множество таких дел, за которые ранее даже не решились бы взяться. Поскольку такая работа обогащает сотрудников, неудивительно, что она выполняется «на все сто». Конечно, перемещение специалистов: маркетологов, инженеров, производственников из своих отделов в выделенные команды создает свои сложности с выполнением ими функциональных обязанностей. Нелегко привыкнуть и к тому, что в команду могут включаться представители поставщиков важнейших компонентов и материалов. Возникают вопросы, где же в таком случае кончается одна фирма и начинается другая. Мы рассмотрим обе эти ситуации более подробно в третьей части книги.
Прием заказа В производстве велосипедов совершенно обычное дело - загрузить отдел продаж добыванием заказов от розничных продавцов, размер которых колеблется от таких гигантов рынка, как Wal-Mart до мелких велосипедных лавочек, торгующих велосипедами на заказ, коих в Соединенных Штатах тысячи. Когда заказы полностью обработаны (проверяется, чтобы они не противоречили друг другу, а розничный магазин был кредитоспособен), они посылаются в отдел планирования, где объединяются с общим графиком производства всех продуктов. Установленная дата отгрузки сообщается через отдел продаж покупателю. Чтобы отслеживать выполнение заказов (и в особенности просроченных), покупатель дергает отдел продаж, который, в свою очередь, беспокоит отдел планирования. Когда заказ задерживается так сильно, что покупатели грозятся разорвать отношения, отдел продаж и плановый отдел лично берутся за то, чтобы его «ускорить». Для того чтобы переставить просроченный заказ важного покупателя в начало очереди на изготовление, им приходится вмешиваться в процесс сборки, а также торопить поставщиков деталей. Под влиянием модного в начале 1990-х годов реинжиниринга для ускорения выполнения заказов некоторые фирмы объединяли отделы продаж и планирования в единый отдел, где специалист, вооруженный информационной системой управления, следил, чтобы заказы не отставали от графика и не застревали в очередях. (То есть двигались по потоку.) Теперь вместо нескольких недель заказы попадали в график производства за считанные минуты. Одновременно информация о новом заказе в электронном виде постулата поставщикам. Подобным образом удалось избавиться от постоянных «ускорений», которые весьма нервировали плановиков и специалистов по продажам. Такие инновации значительно улучшили ситуацию, но полностью развернутое бережливое производство способно пойти еще дальше, на бережливом предприятии специалисты по продажам и планированию производства - это главные члены продуктовой команды. Когда еще не закончено проектирование, они уже планируют организацию продаж. Поскольку производственный процесс движется без остановок, продукты делаются на заказ, а между первой операцией с сырьем и доставкой готового изделия потребителю проходит всего несколько часов, то, принимая от покупателя заказ, продавец сразуясно видит, способна ли система его выполнить. Так что никаких ускорений больше не требуется. Данный подход основан на понятии время такта3, синхронизирующем скорость производства со скоростью продаж. Представим себе, что каждый день покупатели размещают сорок восемь заказов на велосипед класса High-end с титановой рамой. Завод работает только в одну смену, по восемь часов. Если разделить все доступное рабочее время на число велосипедов, которое требуется изготовить, получим время изготовления одного велосипеда, или время такта, которое в нашем случае равно десяти минутам. (Четыреста восемьдесят минут времени одной смены делим на уровень спроса в сорок восемь велосипедов в день). Конечно, с течением времени общий уровень заказов может увеличиваться или уменьшаться. Соответственно надо регулировать и время такта с тем, чтобы производство было всегда синхронизировано с уровнем спроса. Чрезвычайно важно, чтобы в каждый момент время такта было согласовано с рыночным спросом, так как именно время такта задает скорость работы всей фирмы. На бережливом предприятии все должны быть в курсе удельной производительности, которая определяется через время такта. Например, для производства велосипедов класса High-end она равна шести изделиям в час (что соответствует десяти минутному времени такта), для обычных велосипедов - это одна штука в минуту (время такта 60 секунд). Величина удельной производительности фиксируется на обычной белой доске фломастером на видном для всех месте в сборочном цехе. Но вместо досок на сборочном предприятии вполне возможно использовать специальные электронные экраны (часто называемые «андонами»), с которых информация посредством электронных каналов связи поступает поставщикам и потребителям. Доступное всем полное представление о том, в каком состоянии находится производство в любой момент, - прекрасный пример еще одного критически важного для бережливого производства принципа - прозрачности, или визуального контроля4. С его помощью все могут знать, каково нужное время такта в каждый момент времени (напомним, что оно зависит от числа заказов). Посредством электронных экранов участники процесса также извещаются о том, что для того, чтобы выполнить больше заказов, надо подумать, как уменьшить время такта5. Понимание тесной связи между продажами и производством позволяет избежать одного из главных зол традиционной системы продаж и приема заказов, которые, будучи основаны на системе премий за число заказов, заставляют продавцов заключать сделки безо всякой оглядки на возможности производства. Такие методы стимулирования сбыта приводят к тому, что под конец отчетного периода возникают всплески числа заказов (хотя общий спрос не меняется). Когда же продавцы, давно не видавшие премиальных, заключают «сделки века», производственная система просто захлебывается. Все это ведет к задержкам с выполнением заказов и недовольству покупателей. Откуда ни возьмись, появляется муда.
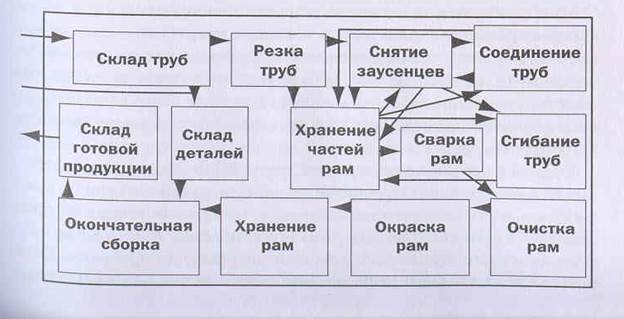
Производство Исторически все велосипедное производство было поделено на подразделения, в каждом из которых выполнялась своя работа: резка труб, сгибание труб, соединение труб, сварка, покраска рам и рулевых колонок, а также окончательная сборка. Со временем выполнение множества этих действий поручили высокоскоростным машинам-автоматам. Массовые модели велосипедов стали собираться в цехах, оборудованных специальными конвейерами. Всю гамму моделей производители выпускали с помощью одного и того же оборудования. При этом инструменты, производящие детали, работали с намного большей скоростью (которая измерялась несколькими деталями в минуту), чем сборочный конвейер. Поскольку переналадка инструментов с выпуска одной детали на выпуск другой занимала много времени, имело смысл сначала выпустить большую партию одних деталей, а потом переходить к другим. Типовой план компоновки оборудования сборочного завода со схемой движения материальных потоков показан на рис. 3-1. Рисунок 3-1. План велосипедного завода и схема потока: традиционное предприятие
После перехода на работу партиями возникла проблема. Чтобы быть уверенным, что нужная деталь отправлена в нужный цех в нужное время, надо как-то отслеживать запасы. В 1880-х годах, когда производство велосипедов (которое даже опередило производство автомобилей) только начиналось, обеспечение сборочной линии требуемым числом деталей осуществлялось при помощи общего графика производства и дневных заданий, выдаваемых каждому отделу. Только через сто лет эту систему заменили на компьютерную систему планирования потребности в материалах (Material Requirements Planning, MRP). Такая система была способна отслеживать запасы, формировать производственные задания для отделов и заказывать материалы, обеспечивая почти 99%-ную точность. Постепенно развиваясь, системы МRР значительно упростили организацию работы партиями и уменьшили задержки. Со временем они стали учитывать производительность каждого станка и позволили защититься от появления «узких мест», создававших ненужные задержки. Были с системами МRР и свои проблемы. Если хотя бы одна деталь неправильно регистрировалась при переходе с одной стадии на другую, система начинала накапливать ошибки. Становилось неясно, когда пора начинать выпускать другие типы деталей. В результате в конце потока или накапливались излишки материалов (муда перепроизводства), или возникала их недостача, что задерживало дальнейший процесс (муда ожидания). Гораздо более серьезную проблему представляло то, что общее время выполнения заказа при работе «партиями и очередями» было очень длительным. Между изготовлением первой детали и отгрузкой готового велосипеда розничному магазину проходило от двух недель до нескольких месяцев. Все бы ничего, если бы заказы шли равномерно. Однако число заказов менялось день ото дня, вомногом благодаря системе премий за сделки и из-за большого количества запасов у магазинов, не говоря уже о сезонных колебаниях спроса (чему были особо подвержены дешевые модели). Масла в огонь подливали и сами инженеры, периодически внося изменения в давно выпускаемые модели. В результате значительная доля деталей оказывалась ненужной или требовала переделки 6. Будучи в принципе простой, система МRР оказалась очень сложной на деле. Для ее поддержки в велосипедной промышленности приходилось звать «ускорителей», которые, бегая вперед-назад по производственным помещениям, передвигали детали изделий, требующих немедленной сборки, в начало очереди на обработку. Хотя благодаря их усилиям удавалось избегать потерь заказов и значительных штрафов, сумятица, которую они вносили в стройную логику работы системы, зачастую приводила к тому, что она начинала выдавать полный бред. Хотя система МRР была все же лучше планирования вручную, в реальности она все равно использовалась лишь на малую долю тех возможностей, что закладывали в нее ее создатели. Система «точно вовремя», созданная фирмой Тоуоtа в 1950-х годах и дошедшая до Запада в 1980-х, была предназначена для решения больщинства подобных проблем. Согласно идее Тайити Оно, система JIТ способна обеспечивать беспрерывный поток, но только при условии значительного сокращения времени переналадки оборудования. Это дает возможность сделать немного одних деталей, переналадить станок, сделать еще немного других детален и так далее. То есть детали могут (и должны) изготавливаться только тогда, когда этого требует следующая производственная стадия. JIТ не работает, если ниже по течению потока не производится сглаживание графика производства (по терминологии Тоуоtа называемое хейдзунка (heijunka) дневных колебаний числа выполняемых заданий, не связанных с реальным изменением спроса. Если такого сглаживания не делать, выше по потоку везде возникнут узкие места, а затем для их компенсации будут созданы буферные (резервные) запасы. Все случаи перехода производства велосипедов на систему JIТ игнорировали требование уменьшения времени наладки/переналадки оборудования и сглаживания графика производства. Система JIТ сводилась к банальной организации поставок деталей от поставщиков на сборочное производство точно в нужное время, соответствующее постоянно прыгающему графику этого производства. Для того чтобы вписываться в такие жесткие сроки (доставка каждый день или несколько раз в день), поставщикам приходилось держать у себя огромную кучу запасов деталей, из которой они и производили доставку. Некоторые поставщики даже вводили за правило поддержание у себя определенного объема запасов и периодически проверяли, чтобы он не иссякал, ели раньше горы запасов скапливались на сборочном заводе, то теперь, в результате такого «внедрения» JIТ, они перешли сначала к поставщикам первого уровня, а затем, по цепочке - к остальным. Чтобы обеспечить непрерывный выпуск продукции, на бережливом предприятии стали применять систему JIТ, а также сглаживание графиков производства на всем потоке создания ценности. Например, на заводе, схема которого показана на рисунке 3-1, разные семейства продуктов выпускаются в разных производственных ячейках при этом в каждой ячейке продукт проходит все стадии обработки. (Существуют разные способы группировки продуктов. В велосипедной промышленности за основу группировки берут материал рамы: титан, алюминий, сталь или углеродные волокна (карбон), так как технологии изготовления и обработки рамы в каждом случае значительно отличаются). Когда же все подобные проблемы сняты, на бережливом предприятии организуется единая команда, в которую входят менеджер по продукту, снабженец, производственный инженер и плановик. Такая команда работает непосредственно в реальном производстве, в тесном контакте с инженерами-производственниками и инструментальщиками и рядом с отделом проектирования данного семейства продуктов. Тем самым устраняется архаичное и бессмысленное разделение между офисом (где работают головой) и заводом (где работают руками). (Нас весьма удивляет тот факт, что в системе массового производства рабочие завода практически не нуждались в общении. Считалось правильным, если они работали, не разгибаясь, как каторжные. Поскольку оборудование было весьма шумным, рабочие просто затыкали уши. На бережливом предприятии для решения производственных проблем и улучшения процесса рабочим обязательно надо общаться друг с другом. Для осуществления улучшений крайне важно, чтобы специалисты также были рядом и могли видеть состояние всей производственной системы. Тем не менее, до сих пор многие производители оборудования по-прежнему выпускают станки, охающие и грохающие на всю Ивановскую. Бережливое оборудование - это тихое оборудование.). В системе непрерывного производства выполнение отдельных действий даже внутри ячеек организовано так, чтобы продукт (велосипед) мог постепенно переходить от одной стадии обработки к другой, и каждый экземпляр создавался методом потока единичных изделий, без буферных запасов незавершенной продукции, - например, один велосипед за раз. Для того чтобы на производстве, выпускающем много различных моделей (к примеру, разные модели туристских и горных велосипедов), перейти на метод потока единичных изделий, надо, чтобы каждый механизм и станок мог практически мгновенно перестраиваться с производства детали одной модели на деталь другой. Важно также, чтобы размеры некоторых прежде громоздких машин, например покрасочных камер, стали «правильными» и хорошо вписывались в компоновку производственной линии. Зачастую это означает, что лучше пользоваться простыми, менее автоматизированными и менее скоростными машинами (но при этом более точными и воспроизводимыми*). В главе 8 мы более подробно рассмотрим пример, когда Pratt & \Whitney решила использовать простую машину для шлифовки лопастей турбин о которой мы упоминали во введении. Данный подход полностью противоречит тому, чему всю жизнь учили старшее поколение менеджеров. Согласно традиционной точке зрения конкурентное преимущество обеспечивается автоматизацией и грамотной компоновкой огромных высокопроизводительных станков, что ведет к повышению производительности и ликвидации ручного труда. Здравый смысл говорит также о том, что производство только тогда может называться хорошо организованным, когда все рабочие заняты, а оборудование работает на полную мощность. В конце концов, не зря же тратились такие большие деньги! Однако менеджеры старого поколения забывали учитывать затраты на поддержание и координацию сложнейшей сети скоростных машин, выпускающих изделия партиями. Японцы называют это муда сложности. Традиционная система стандарт-костинга считает использование машин и живого труда главным показателем эффективности. Незавершенное производство, даже если оно никому не нужно, признается активом фирмы. Неудивительно, что менеджерам никак не удается взять в толк, почему нельзя ставить целью 100%-ную загрузку машин и рабочих, если неясно, куда произведенные ими детали пойдут дальше (и пойдут ли вообще). Ведь если делать так, в результате получится одна сплошная муда. Чтобы непрерывная поточная система была способна выполнять весь процесс за минуту или две, каждый механизм и каждый сотрудник должны быть очень «надежными». Они должны быть готовы начать работу в любой момент, выполнить ее правильно и с первого раза получить полностью годный продукт. Система спроектирована так, что может находиться только в одном из двух состояний: «все работает» или «ничего не работает». Люди, составляющие производственные команды, должны быть профессионалами в нескольких областях (на случай, если кто-то отсутствует или занимается другой работой), оборудование должно всегда поддерживаться в полностью Работоспособном состоянии. Для обеспечения последнего применяя метод Всеобщего Ухода за Оборудованием (Total Productive Maintenance, ТРМ). Вся работа должна быть четко стандартизирована(причем самой рабочей командой, а не каким-то «дядей» из инженерной группы). Рабочие должны быть обучены тому (а машины - настроены на то), как наблюдать за машинами и контролировать их работу. В помощь этому разработаны методы пока-ёкэ-, или дурако-устойчивости*. Они делают невозможным передачу дефектного изделия далее, на следующую стадию производства7. *Точнее, «дуранеустойчивость» - это бака-ёкз, а пока-ёкэ - это, скорее, зашита от непреднамеренного нарушения. В Японии это различие вызвало дискуссию, однако у нас в стране, да и на Западе- словом «дуракоустойчивость» трудно кого-нибудь обидеть. — Прим. ред. Воспроизводимость — статистическое понятие, которое характеризует повторяемость результата. Оборудование считается воспроизводимым, если оно от раза к разу производит изделия, вариабельность которых не превышает установленного предела. — Прим. пер. Простейший пример системы пока-ёкэ — это применение фотоэлементов, установленных над ящиками с деталями. Когда к рабочему поступает изделие, он тянется к ящикам, чтобы взять из одного из них нужную деталь, и его рука невольно пересекает определенный световой луч. Если рабочий случайно передаст изделие дальше, не взяв нужной детали (или взяв ненужную), загорится лампочка, которая напомнит ему, что деталь в изделие не установлена**. ** Конечно, можно взять деталь на ящика и не установить ее, а, скажем, положить в карман. Однако система предназначена исключительно для того, чтобы помочь рабочему случайно не перепутать детали и не забыть установить. Против злого умысла система бессильна. – Прим.- пер. Эти методы следует применять совместно с множеством других методов визуального контроля: от методов 5S8, направленных на обеспечение порядка в рабочей зоне (когда рабочее место очищено от мусора, а под рукой рабочего находятся только нужные в данный момент инструменты, причем каждый из них имеет определенное и хорошо обозначенное место хранения и поэтому не теряется), до индикаторов состояния процесса (часто в форме досок «андон»), от удобно расположенных, постоянно обновляемых стандартных блок-схем процессов до экранов с ключевыми измеримыми характеристиками процесса и с финансовой информацией о его затратах. Хотя конкретный набор методов может отличаться от описанного нами, ключевые принципы, для которых они предназначены, меняться не должны. Каждый участник процесса должен видеть все, что происходит, должен понимать все аспекты процесса и иметь возможность оценить его состояние в каждый момент времени. Стоит только руководству дать согласие о начале работы по поточной системе, как достигается значительный прорыв, обусловленный эффектом кайкаку. Вполне возможно, что некоторые машины (как, например, большую покрасочную камеру со сложной системой контроля испарений) будет непросто перестроить на работу в потоке. Пока это не будет сделано, такие машины придется эксплуатировать по-старому, используя загрузку партиями и создавая буферные запасы. Тем не менее надо учиться переналаживать оборудование все быстрее и быстрее, а объемы партий стараться уменьшать настолько насколько позволяет имеющееся в наличии оборудование9. Несмотря на отдельные сложности, обычно это делается достаточно быстро и без особых капиталовложений. Если же вы до сих пор уверены, что переход на работу малыми партиями требует значительных затрат, то вам надо повторно изучить всю философию бережливого производства. В 1960-х годах Тоуоtа устан
|
||
|
|
Последнее изменение этой страницы: 2016-08-15; просмотров: 642; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.018 с.) |