
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Концепции взвешивания сырьевых материаловСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Точность дозирования, однако, в значительной степени определяется не только типом весового устройства, но и способом взвешивания компонентов. Следует различать две концепции взвешивания: 1) дозированное взвешивание; 2) дифференцированное взвешивание – путем контролируемой разгрузки определенной навески (дозы). Дозированное взвешивание. В этом случае подаваемый в весовой бункер дозатора материал подвергается взвешиванию в ходе засыпки в бункер весов (рис. 7.7, а). Процесс дозированного взвешивания реализуется в ходе следующих этапов: 1) подача материала из расходного бункера 1; 2) заполнение весового бункера 2; 3) фиксация полной дозы с помощью весов 3; 4) отгрузка материала.

Истинное значение массы отгруженного материала связано в данном случае со следующими ошибками: истинная масса навески = заданная масса навески ± ошибка заполнения ± ошибка остатка. Даже при двухскоростном режиме работы подающего питателя (режим досыпки) точность дозирования снижает наличие столба материала между питателем и весовым бункером, а также инерционность загрузочного питателя. Для точного дозирования в этом случае необходимо обеспечить стабильность потока материала, подаваемого питателем и учитывать высоту столба материала. Кроме того, следует считаться с возможностью задержки материала после взвешивания в весовом бункере, что искажает результаты взвешивания. Дифференцированное взвешивание. В этом случае дозируется выгружаемый из весового бункера дозатора материал (рис. 7.7, б). При реализации способа в весовом бункере всегда находится некоторое остаточное количество материала 1 (уставка). Далее загрузочным питателем 2 подается материал до заданного уровня заполнения весового бункера 4. Стрелка 3 в этот момент фиксирует заданное значение массы навески. Затем происходит отгрузка материала (5), пока стрелка не установится в нулевое положение. При работе линии с несколькими рецептами шихты заданная масса навески материала всякий раз должна меняться. В таких случаях выгоднее использовать так называемое дифференциальное показание массы. При этом стрелка в начальный момент разгрузки материала из весового бункера, масса которого превышает массу максимальной дозы на величину уставки, установлена на нуле. После отгрузки стрелка фиксирует массу материала, отгруженного из бункера.
Точность дозирования при этом возрастает, так как на нее влияет только инерционность разгрузочного питателя. В этом случае несколько усложняется конструкция дозатора (обязательно наличие разгрузочного питателя), растет металлоемкость и стоимость дозатора, уменьшается рабочий диапазон взвешивания. Следует различать однокомпонентные дозаторы, предназначенные для взвешивания только одного компонента, и многокомпонентные. Действие однокомпонентного дозатора схематично представлено на рис. 7.8, а. Один и тот же материал попеременно загружается в весовой бункер и выгружается из него. Варианты многокомпонентного взвешивания показаны на рис. 7.8, б, в, г. Первый из них состоит в том, что различные виды сырья последовательно, один за другим взвешиваются и выгружаются из весового бункера дозатора. Более интересен следующий вариант (в), когда несколько компонентов шихты взвеши
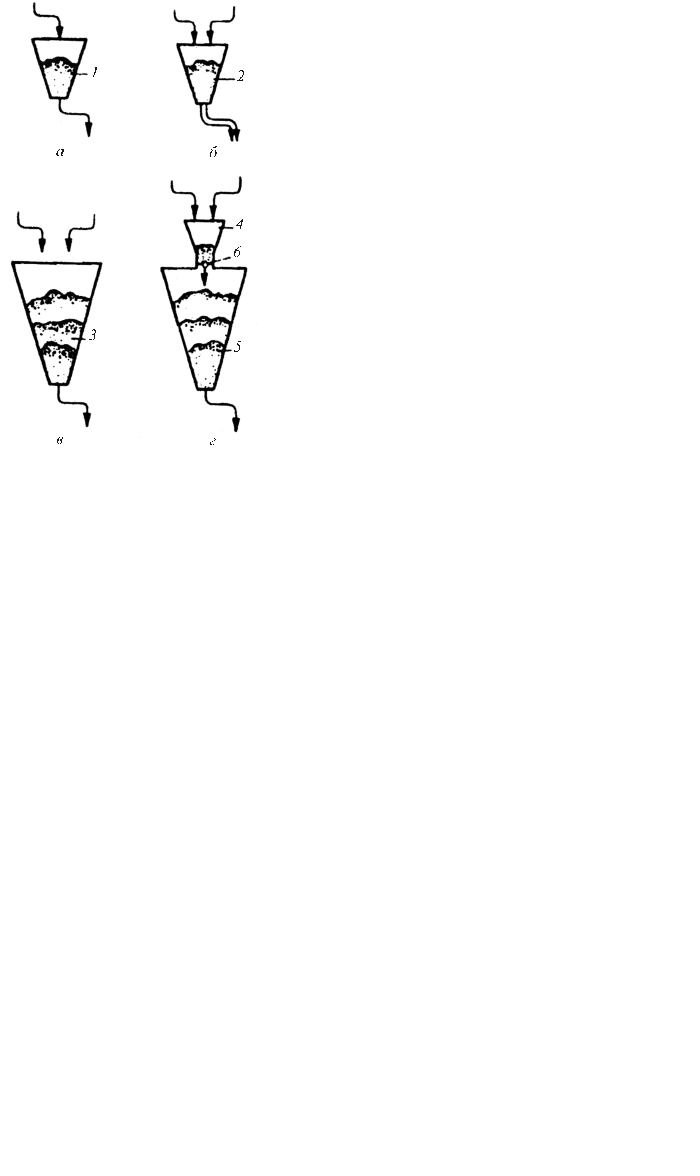 ваются в определенной последовательности в бункере, а затем выгружаются в один присест. Поскольку отпадает необходимость промежуточного опорожнения бункера, то такой дозатор относится к быстродействующим. Недостатком подобных систем является большая масса загружаемого сырья (при большом объеме бункера), что отражается на точности взвешивания. Указанный недостаток исключен в случае последнего типа многокомпонентных дозаторов, где на основном весовом бункере установлен дополнительный малый (4), снабженный шибером. Перекрытие этого шибера обеспечивает точность дозирования компонентов шихты, взвешиваемых в конце цикла. ваются в определенной последовательности в бункере, а затем выгружаются в один присест. Поскольку отпадает необходимость промежуточного опорожнения бункера, то такой дозатор относится к быстродействующим. Недостатком подобных систем является большая масса загружаемого сырья (при большом объеме бункера), что отражается на точности взвешивания. Указанный недостаток исключен в случае последнего типа многокомпонентных дозаторов, где на основном весовом бункере установлен дополнительный малый (4), снабженный шибером. Перекрытие этого шибера обеспечивает точность дозирования компонентов шихты, взвешиваемых в конце цикла.
Точность дозирования при дозированном взвешивании (первый вариант) может быть, однако, повышена за счет использования способа частичного дозирования в сочетании с микропроцессорным блоком управления. Способ заключается в разбивании полной дозы компонента, требуемой для одного замеса смесителя, на несколько частных доз. При этом погрешности дозирования значимы только для последней частной дозы, поскольку все промежуточные дозы измеряются в статическом режиме, а их значения суммируются микропроцессором. Значение же последней частичной дозы определяется разностью между заданным значением полной дозы и фактически отдозированным ранее материалом. Таким образом, при частичном дозировании снижается суммарная погрешность дозирования. Малые габариты подобных дозаторов позволяют встраивать их практически в любую действующую линию при ее модернизации, а также реализовать вертикальную компоновку дозировочно-смесительных линий.
|
||||||||
|
|
Последнее изменение этой страницы: 2020-12-09; просмотров: 455; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.141.12.236 (0.009 с.) |




