
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технологические режимы электролизаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
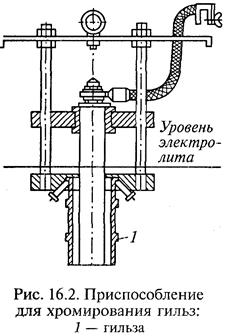
Используемые при осаждении металлов электролиты чаще всего в своей основе содержат растворы солей осажденных металлов. Технологический процесс восстановления деталей нанесением покрытий включает три этапа: подготовка поверхностей деталей; осаждение покрытий; обработка нанесенного покрытия. Подготовка деталей к покрытию состоит из механической обработки поверхностей, обезжиривания обработанной поверхности и декапирования. Механическая обработка включает пескоструйную обработку, шлифование и полирование. Выбор способа механической обработки зависит от назначения покрытия. Когда покрытие наносят с целью восстановления изношенной поверхности, производят шлифование для получения правильной геометрической формы и полирование для получения необходимой шероховатости поверхности. Шлифование выполняют на шлифовальных станках с использованием шлифовальных или войлочных кругов, накатанных абразивным порошком. Полирование производят бязевыми кругами, на которые наносят полировальные пасты (обычно пасту ГОИ). Детали, наращиваемые противокоррозионными покрытиями, обычно подвергаются пескоструйной (металлическим «песком») обработке. Поверхности деталей, не подлежащие восстановлению, изолируют (при хромировании используют токонепроводящие материалы — лаки и синтетические материалы: полихлорвиниловый пластик, цапон-лак и др.). Затем детали монтируются на подвесное приспособление (рис. 16.2). Обезжиривание деталей производят одним из следующих способов:
проводят механическую очистку венской известью (кашицеобразным раствором кальцемагниевой извести); обезжиривают в растворах щелочей (проводят путем погружения деталей в горячий щелочной раствор (t = 60 °С) и выдержки в нем 5... 60 мин); проводят электрохимическое обезжиривание в растворах щелочей. Оно заключается в погружении деталей в горячий (7 = 60... 80 °С) щелочной раствор, через который пропускают ток (катод — детали, а анод — пластины из малоуглеродистой стали). Плотность тока 5... 10 А/дм2, длительность процесса — 1... 2 мин. Выделяющийся на поверхности детали водород в виде пузырьков срывает с поверхности жировую пленку. Декапирование (анодная обработка деталей) — это удаление тончайших окисных пленок с обрабатываемой поверхности детали, которые образуются во время обезжиривания и промывки, а также обнажения структуры металла детали. При хромировании обработку ведут в основном электролите, при этом детали сначала выдерживаются 1... 2 мин без тока для нагрева детали до температуры электролита, а затем проводят сам процесс в течение 30...45 с при анодной плотности тока 25... 35 А/дм2. После этого, не вынимая детали из ванны, переключают деталь на катод и хромируют ее. При железнении анодную обработку ведут не в основном электролите, а в специальном. Хромирование Хромирование получило широкое распространение как для восстановления деталей и повышения их износостойкости, так и для декоративных и противокоррозионных целей. Преимущества электролитического хрома: электролитический хром — металл серебристо-белого цвета с высокой микротвердостью 400... 1200 МН/м2 (в 1,5... 2,0 раза выше, чем при закалке ТВЧ), близкой к микротвердости корунда; обладает высокой износостойкостью, особенно в абразивной среде (в 2...3 раза по сравнению с закаленной сталью); устойчивостью в отношении химических и температурных воздействий, причем высокая коррозионная стойкость сочетается с красивым внешним видом; имеет низкий коэффициент трения (на 50 % ниже, чем у стали и чугуна); высокую прочность сцепления покрытия с поверхностью детали. Недостатки хромирования и хромового покрытия: низкий выход металла по току (8...42%); небольшая скорость отложения осадков (0,03 мм/ч); высокая агрессивность электролита; большое количество ядовитых выделений, образующихся при электролизе; толщина отложения покрытия практически не превышает 0,3 мм; гладкий хром плохо удерживает смазочное масло. Электролитические осаждения хрома отличаются от других гальванических процессов как по составу электролита, так и по условиям протекания процесса. Эти особенности состоят в следующем: в качестве электролита используют хромовую кислоту (водный раствор хромового ангидрида СгО3) с небольшими добавками серной кислоты (H2SO4), а не растворы их солей, как при осаждении других металлов. Концентрация хромового ангидрида в электролите может колебаться в широких пределах — от 100 до 400 г/л, а серной кислоты — от 1 до 4 г/л (причем соотношение CrO3: H2SO4 должно находиться в пределах 90... 120). В этом случае выход по току хрома наибольший и процесс идет устойчиво. Количество трехвалентного хрома в ванне должно быть 3...4% содержания хромового ангидрида; электролиз в хромовокислых электролитах ведется с нерастворимыми свинцово-сурьмистыми анодами. Применение растворимых хромовых анодов невозможно ввиду того, что анодный выход по току хрома в 6...8 раз выше катодного; процесс осаждения хрома проводится при высокой катодной плотности тока (Dк = 20…30 А/дм2). При повышении катодной плотности тока увеличиваются твердость осадка и хрупкость слоя, а при пониженных значениях Dк осадки получаются пластичными; обратная зависимость выхода по току от температуры электролита и его концентрации. С повышением концентрации электролита выход по току резко понижается, тогда как в большинстве других гальванических процессов выход по току повышается; хромовые ванны имеют плохую растворяющую способность, т. е. толщина осадков оказывается неравномерной в зависимости от положения анода по отношению к детали (катоду). На ближайших к аноду участках получается большая толщина слоя, а на удаленных — меньшая; возникновение значительных растягивающих напряжений в электролитически осажденном слое. Напряжение тем больше, чем толще покрытие. При определенной толщине растягивающие напряжения достигают таких значений, которые приводят к отслоению покрытия. В хромовых покрытиях в связи с этим снижается усталостная прочность на 20...30%. Указанные недостатки хромовых покрытий накладывают ограничение на максимально допустимую толщину слоя, которая не должна превышать 0,3 мм. В зависимости от вида хрома выбирают состав электролита и определяют режим нанесения покрытия (табл. 16.2). Время, необходимое для получения заданной толщины покрытия, рассчитывают по формуле (16.3). В ремонтной практике наибольшее распространение получил универсальный электролит. Таблица 16.2 Состав электролитов и режимы хромирования
При хромировании получают блестящие, молочные или серые покрытия (рис. 16.3). Блестящий хром характеризуется высокой микротвердостью (600...900 МН/м2), мелкой сеткой трещин, видимой под микроскопом. Осадки хрупкие, но с высокой износостойкостью. Молочный хром характеризуется пониженной микротвердостыо (400...600 МН/м2), пластичностью и высокой коррозионной стойкостью. Серый хром отличается весьма высокой микротвердостью (900...1200 МН/м2) и повышенной хрупкостью, что снижает его износостойкость.
Саморегулирующий электролит. Его применяют для более устойчивой работы ванн хромирования. Это достигается путем введения в ванну труднорастворимого сульфата стронция. Наиболее широкое распространение получил электролит следующего состава (г/л): хромовый ангидрид СгО3 — 200...300, сульфат стронция SrSO4 — 5,5...5,6, кремнефторид калия K2SiF6 — 18...20. Плотность тока Dк = 40...80 А/дм2, температура 55...65°С. Выход по току в этом электролите равен h = 17... 19%. Положительные свойства электролита — возможность применения более высоких плотностей; скорость осаждения выше, чем в сернокислых электролитах; хорошая рассеивающая способность; меньшая чувствительность к изменению температуры и к загрязнению электролита железом, медью и другими металлами. Отрицательные с в о й с т в а: агрессивность и ядовитость электролита; детали подвесных приспособлений, аноды и детали ванн разрушаются больше, чем в сернокислом электролите. Холодные электролиты в ремонтном производстве применяют двух типов: электролит с добавкой фтористых солей и тетрахроматные Наибольшее распространение для восстановления изношенных деталей получил тетрахроматный электролит следующего состава (г/л)-СгО3 - 350...400, NaOH - 40...50, H2SO4 - 2...2,5, сахар - 1...2. Режим электролиза: катодная плотность тока Dк = 50... 100 А/дм2 температура раствора — 17... 23 °С. Этот электролит позволяет получать качественные осадки с большой производительностью (выход по току 30... 33 %), имеет меньшие внутренние напряжения. Покрытия получаются более мягкие, беспористые (без трещин), серого оттенка, легко полируемые до зеркального блеска. Применяют для получения защитно-декоративных покрытий. Особенность тетрахроматных электролитов — малая агрессивность к углеродистым сталям. Поэтому вполне допустимо изготовление ванн для хромирования из малоуглеродистой листовой стали без дополнительной футеровки. Саморегулирующийся холодный электролит — наиболее перспективный электролит. Его состав (г/л): хромовый ангидрид — 380...420, кальций углекислый — 60...75, кобальт сернокислый — 18...20. Режим электролиза: катодная плотность Dк = 100...300 А/дм2, температура электролита — 18...25°С. Преимущества электролита — высокий выход по току (35...40%). Недостаток — требуются мощные холодильные агрегаты для достижения 18... 25 °С при высокой плотности тока (до 200 А/дм2). Специальные процессы хромирования. Пористое хромирование. Применяют для повышения износостойкости деталей, работающих при больших давлениях и температурах и недостаточной смазке. Пористый хром представляет собой покрытие, на поверхности которого специально создается большое количество пор или сетка трещин, достаточно широких для проникновения в них масла. Его можно получить механическим, химическим и электрохимическим способами. Наиболее широко применяют электрохимический способ, который заключается в том, что хром осаждается при режиме блестящего хромирования, обусловливающем появление в покрытии сетки микротрещин. Для их расширения и углубления покрытие подвергают анодной обработке в электролите того же состава, что и при хромировании, g зависимости от режима хромирования и анодного травления можно выполнить пористость двух типов: канальчатую и точечную. Для получения пористых покрытий деталь хромируют в универсальном электролите при плотности тока 40... 50 А/дм2, а затем переключают полярность ванны и проводят анодное травление при той же плотности тока. Канальчатую пористость получают при температуре электролита 58...62°С и продолжительности травления 6...9 мин, а точечную — при 50...52°С и 10... 12 мин. Пористые покрытия используют при размерном хромировании, например поршневых колец. Их толщина составляет 0,1...0,15 мм. Пористое хромирование колец увеличивает их износостойкость в 2...3 раза, а износостойкость гильзы — в 1,5 раза. Детали, покрытые пористым хромом, обычно подвергают термообработке в масле при температуре 150... 200 °С в течение 1,5... 2 ч для устранения водородной хрупкости и насыщения пор маслом.
Протонное хромирование. Оно обеспечивает блестящие покрытия повышенной твердости и износостойкости и улучшенной равномерности покрытия в универсальном электролите с повышенным содержанием серной кислоты (3...7 г/л) при температуре — 55...65°С, плотности тока — 100... 150 А/дм2, скорости протекания электролита — 100... 120 см/с и межэлектродном расстоянии — 15...30 мм. Выход по току составляет 20...21 %. Способ эффективен Для хромирования цилиндров и коленчатых валов двигателей. Железнеиие Процесс железнения представляет собой осаждение металла На ремонтируемую поверхность детали в водных растворах солей Железа. Он нашел широкое применение при восстановлении деталей с износом от нескольких микрометров до 1,5 мм на сторону. Производительность процесса железнения примерно в 10 раз вьше, чем при хромировании. Средняя скорость осаждения металла составляет 0,72... 1 мкм/с, а выход металла по току равен 80...95 %. Железнение возможно из водных растворов сернокислых или хлористых закисных солей. Сернокислые электролиты по сравнению с хлористыми менее агрессивны, ниже по производительности и при одних и тех же условиях электролиза осадки откладываются хрупкие, с большими внутренними напряжениями. Исходный материал сернокислых электролитов дороже хлористых. В ремонтной практике наибольшее распространение получили хлористые электролиты. Выбор того или иного электролита зависит от условий работы деталей и производственных возможностей предприятий. Электролит готовят растворением в воде солей хлористого железа и других компонентов. Если для приготовления электролита используется стружка из малоуглеродистой стали, то ее перед употреблением подвергают обезжириванию в 10...15%-ном растворе каустической соды при температуре 80...90°С, а затем промывают в горячей (t = 70...80°С) воде. После этого обезжиренную стружку травят до насыщения соляной кислоты. Электролиты бывают горячие и холодные. Горячие электролиты (t = 60...95°С) производительнее холодных, но при работе с ними необходимы дополнительный расход энергии на поддержание высокой температуры электролита, частая его корректировка, дополнительная вентиляция и большая предосторожность со стороны рабочих. Холодные электролиты (t < 50 °С) устойчивее против окисления. Позволяют получать качественные покрытия с лучшими механическими свойствами. Во все холодные электролиты вводится хлористый марганец, который замедляет образование дендритов и способствует получению гладких покрытий большой толщины. Марганец на электроде не осаждается и сохраняется в электролите длительное время. При железнении применяют растворимые аноды, изготовленные из малоуглеродистой стали с содержанием углерода до 0,2%. При электролизе аноды растворяются, образуя на поверхности нерастворимый шлам, состоящий из углерода, серы, фосфора и других примесей. Попадая в ванну, они загрязняют ее и ухудшают качество покрытий. Во избежание этого аноды необходимо помещать в диафрагмы из пористой керамики или чехлы, сшитые из кислотостойкого материала (стеклоткань, шерсть и др.). Железнение проводят в стальных ваннах, внутренние стенки которых облицовывают кислотостойкими материалами (антегмитовая плитка АТМ-1, эмаль типа 105А, железокремниймолибденовый сплав МФ-15, кислотостойкая резина, фторопласт-3, керамика, фарфор). Один из существенных недостатков процесса железнения — болъшое количество водорода в осадке (до 2,5 м3 на 1 мкг осадка). Он в осадке находится в различных формах и отрицательно влияет на механические свойства восстановленных деталей. С целью освобождения от водорода в осадке необходимо детали после железнения подвергать низкотемпературному сульфидированию с последующей размерно-чистовой обработкой пластическим деформированием. В этом случае усталостная прочность деталей повышается на 40...45%, а износостойкость возрастает в 1,5...2 раза. При восстановлении крупногабаритных деталей сложной конфигурации (блоки цилиндров, картеры коробок передач и задних мостов, коленчатые валы и другие) возникают трудности, связанные с изоляцией мест, не подлежащих покрытию (площадь их поверхности в десятки раз превышает покрываемую площадь), сложной конфигурацией подвесных устройств, необходимостью иметь ванны больших размеров, быстрым загрязнением электролитов и т.д. Для железнения таких деталей применяют вневанный способ.
Способы вневанного осаждения металлов. Струйное железнение. С помощью насоса электролит подают струями в межэлектродное пространство через отверстия насадка. Насадок одновременно служит анодом и местной ванночкой. Для получения равномерного покрытия деталь вращается с частотой до 20 мин-1. Железнение возможно из концентрированного холодного хлористого электролита при плотности тока Dк = 40...55 А/дм2 с производительностью 0,4 мм/ч. Для упрощения технологического процесса применительно к ремонту шеек коленчатых валов разработана электролитическая ячейка (рис. 16.5), которая дает возможность вести железнение и хромирование шеек без вращения детали. В эту ячейку электролит поступает под давлением через патрубок 1 и благодаря наклонному расположению отверстий в цилиндрическом аноде 8 приобретает вращательное движение вокруг катода. Скорость протекания электролита в анодно-катодном пространстве принимают 100... 150 см/с при удельном его расходе 40... 45 л/мин на 1 дм2 покрываемой поверхности. Проточное железнение. С помощью приспособлений изношенное отверстие детали превращается в закрытую местную гальваническую ванночку. В ее центр устанавливают анод 5 (рис. 16.6) и через нее прокачивают насосом электролит. Анод и деталь неподвижны. При их подключении к источнику постоянного тока на поверхности отверстия осаждается железо. Электролит протекает в катодно-анодном пространстве со скоростью 15... 18 см/с. Температура электролита — 75... 80 °С, катодная плотность тока — 25...30 А/дм2. Осаждаются качественные гладкие покрытия со скоростью 0,3 мм/ч, толщиной до 0,7 мм и твердостью 4000...4500 МПа. Износостойкость восстановленных данным способом посадочных поверхностей на 25...50% выше износостойкости новых.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1598; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.225.54.147 (0.011 с.) |

 обрабатывают поверхность растворителями (бензин, уайт-спирит, четыреххлористый углерод, ацетон и другие растворители);
обрабатывают поверхность растворителями (бензин, уайт-спирит, четыреххлористый углерод, ацетон и другие растворители); В зависимости от того, в каких условиях работает восстановленная деталь, стремятся получить тот или иной вид осадка. Например, для деталей неподвижных соединений могут применяться как блестящие, так и молочные осадки. В подвижных соединениях, работающих при давлениях до 0,5 МПа, рекомендуются блестящие осадки; в деталях, работающих при давлениях свыше 5 МПа и знакопеременной нагрузке, — молочные осадки.
В зависимости от того, в каких условиях работает восстановленная деталь, стремятся получить тот или иной вид осадка. Например, для деталей неподвижных соединений могут применяться как блестящие, так и молочные осадки. В подвижных соединениях, работающих при давлениях до 0,5 МПа, рекомендуются блестящие осадки; в деталях, работающих при давлениях свыше 5 МПа и знакопеременной нагрузке, — молочные осадки.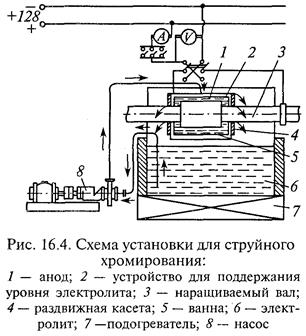 Струйное хромирование. Его проводят в саморегулирующемся электролите при температуре 50... 60 °С в широком диапазоне плотности тока, достигающей 200 А/дм2. Скорость протекания электролита 40...60 см/с, катодно-анодное расстояние — 15 мм. При этом получают блестящие покрытия. Выход по току достигает 22 %, что вместе с высокой плотностью тока ускоряет процесс осаждения хрома: при t = 50 °С и Dк = 100 А/дм2 скорость осаждения составляет 0,1 мм/ч. При струйном хромировании в тетрахроматном электролите высококачественные покрытия осаждаются при Dк = 150... 160 А/дм2 со скоростью 0,25 мм/ч. В универсальном электролите хромируют: при температуре — 50 °С, плотности тока — 70...90 А/дм2, скорости протекания электролита — 100... 120 см/с, катодно-анодном расстоянии 15 мм. Скорость осаждения хрома составляет 0,08...0,10 мм/ч. Схема установки для струйного хромирования показана на рис. 16.4.
Струйное хромирование. Его проводят в саморегулирующемся электролите при температуре 50... 60 °С в широком диапазоне плотности тока, достигающей 200 А/дм2. Скорость протекания электролита 40...60 см/с, катодно-анодное расстояние — 15 мм. При этом получают блестящие покрытия. Выход по току достигает 22 %, что вместе с высокой плотностью тока ускоряет процесс осаждения хрома: при t = 50 °С и Dк = 100 А/дм2 скорость осаждения составляет 0,1 мм/ч. При струйном хромировании в тетрахроматном электролите высококачественные покрытия осаждаются при Dк = 150... 160 А/дм2 со скоростью 0,25 мм/ч. В универсальном электролите хромируют: при температуре — 50 °С, плотности тока — 70...90 А/дм2, скорости протекания электролита — 100... 120 см/с, катодно-анодном расстоянии 15 мм. Скорость осаждения хрома составляет 0,08...0,10 мм/ч. Схема установки для струйного хромирования показана на рис. 16.4. Принцип вневанного железнения — это в зоне нанесения покрытия создание местной ванны (электролитической ячейки), при сохранении традиционной технологии железнения. В этом случае непокрываемые поверхности не изолируют, уменьшается обеднение прикатодного слоя электролита и возможно увеличение плотности тока в несколько раз и, следовательно, повышение производительности процесса.
Принцип вневанного железнения — это в зоне нанесения покрытия создание местной ванны (электролитической ячейки), при сохранении традиционной технологии железнения. В этом случае непокрываемые поверхности не изолируют, уменьшается обеднение прикатодного слоя электролита и возможно увеличение плотности тока в несколько раз и, следовательно, повышение производительности процесса.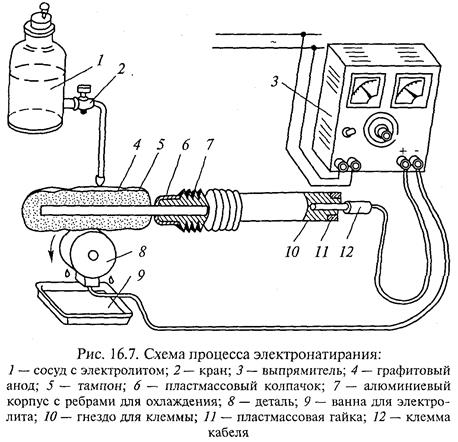 Электронатирание. При этом способе осаждения металла деталь не опускается в ванну, а устанавливается либо на специальном столе, либо в центрах (патрон) товарного станка и присоединяется к катоду источника постоянного тока (рис. 16.7). Анодом служит стержень 4, изготовленный из любого металла или графита и обернутый каким-либо адсорбирующим материалом так, чтобы образовался плотный тампон 5. Тампон в зависимости от требуемого покрытия пропитывают электролитом до полного его насыщения и посредством кабеля соединяют с анодом источника тока. Анодный тампон, непрерывно смачиваемый электролитом, из сосуда 1 накладывают на деталь 8, которая медленно вращается, и устанавливают требуемую плотность тока. В системе катод (деталь 8) — тампон 5 (своего рода гальваническая ванна) — анод (стержень 4) протекает электрохимическая реакция и на поверхности катода (детали) осаждается тот или другой металл. Стекающий электролит собирается в ванну 9 для повторного использования. Постоянное поступление в зону электролиза свежего электролита и перемещение анода по покрываемой поверхности препятствуют росту зародившихся кристаллов металла, снижают внутренние напряжения в покрытии и уменьшают дендрито-образование. Все это позволяет получать мелкозернистые покрытия высокого качества. Этот способ железнения целесообразно применять для восстановления посадочных поверхностей крупных валов, осей и корпусных деталей.
Электронатирание. При этом способе осаждения металла деталь не опускается в ванну, а устанавливается либо на специальном столе, либо в центрах (патрон) товарного станка и присоединяется к катоду источника постоянного тока (рис. 16.7). Анодом служит стержень 4, изготовленный из любого металла или графита и обернутый каким-либо адсорбирующим материалом так, чтобы образовался плотный тампон 5. Тампон в зависимости от требуемого покрытия пропитывают электролитом до полного его насыщения и посредством кабеля соединяют с анодом источника тока. Анодный тампон, непрерывно смачиваемый электролитом, из сосуда 1 накладывают на деталь 8, которая медленно вращается, и устанавливают требуемую плотность тока. В системе катод (деталь 8) — тампон 5 (своего рода гальваническая ванна) — анод (стержень 4) протекает электрохимическая реакция и на поверхности катода (детали) осаждается тот или другой металл. Стекающий электролит собирается в ванну 9 для повторного использования. Постоянное поступление в зону электролиза свежего электролита и перемещение анода по покрываемой поверхности препятствуют росту зародившихся кристаллов металла, снижают внутренние напряжения в покрытии и уменьшают дендрито-образование. Все это позволяет получать мелкозернистые покрытия высокого качества. Этот способ железнения целесообразно применять для восстановления посадочных поверхностей крупных валов, осей и корпусных деталей.


