Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Механизация и автоматизация процессов сборкиСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Для установки и закрепления собираемых изделий применяют различные захваты, стенды, универсальные и специализированные приспособления с ручными или механизированными зажимными устройствами. Наибольшее распространение при сборке получили электрические и пневматические сверлильные и шлифовальные машины, гайковерты. Для сборки прессовых соединений широкое применение получили прессы и приспособления с ручным или механизированным приводом. На крупных ремонтных предприятиях организация поточной сборки изделий осуществляется с применением поточно-механизированных линий на основе эстакад с тележками (с ручным или механизированным перемещением изделия) и комплектом механизированных и автоматизированных средств технологического оснащения (рис. 7.6).
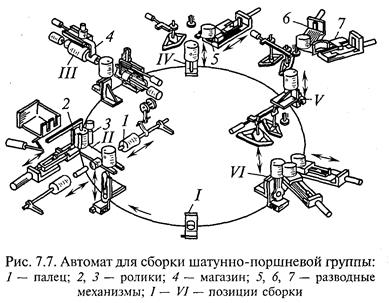
Дальнейшее эффективное развитие авторемонтного производства связано с использованием автоматов и роботизированных комплексов. На рис. 7.7 представлен автомат для сборки шатунно-поршневой группы, работающий следующим образом. Шатун устанавливается в позиции I на палец отверстием в нижней головке и удерживается двумя штифтами. Поршни подаются автоматически на позицию II из нагревательной печи. Поршневые пальцы, подобранные по размерам вне автомата, поступают на позицию сборки с поршнем и шатуном по лотку. Поршень приводится во вращение роликом 3. К последнему поршень прижимается роликами 2, действующими от гидропривода. Когда поршень занимает нужное угловое положение, он перемещается на позицию сборки. Одновременно поворачивается стол с шатунами. Один из них, оказавшийся на позиции II, поднимается, входя в поршень. Далее в отверстие поршня и шатуна входит центрирующий палец 1, а с противоположной стороны в поршень запрессовывается поршневой палец. Центрирующий шток отходит в обратную сторону. По окончании этих действий шатун с поршнем опускаются, а стол поворачивается. В позиции III устанавливаются два стопорных кольца, которые поступают к месту сборки из магазина 4 и вводятся штоком в отверстие поршня до попадания их в канавки. В позициях IV, V надеваются поршневые кольца. Кольца находятся в магазинах и ориентированы замками по ножам. После подвода к месту сборки кольца разводятся в замках механизмами 5, 6, 1, имеющими вид клещей, расположенных на ползунках. После Разведения колец шатун с поршнем поднимается на определенную высоту до упора в соответствии с нужным расположением того или иного кольца на поршне. При переключении механизма Развода кольца оно оказывается в соответствующей канавке поршня. После сборки поршня с шатуном в его нижнюю головку устанавливаются вкладыши.
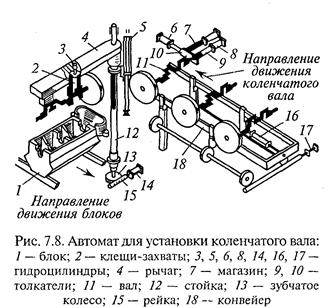
Автомат для установки коленчатых валов показан на рис. 7.8.
Блок цилиндров 1 шаговым конвейером подается на рабочую позицию. Конвейер 18, расположенный параллельно сборочной линии, с помощью гидр0. цилиндра 16 перемещает коленчатый вал П к механизму загрузки шайбы упорного подшипника. С помощыо гидроцилиндра 17, рейки и зубчатых колес коленчатый вал поднимается, и на него надевается шайба упорного подшипника. Механизм загрузки, обеспечивающий поштучную выдачу шайб, состоит из магазина 7, толкателя 10 и гидроцилиндра 6. С помощью толкателя 9 и гидроцилиндра 8 шайба насаживается на коленчатый вал. Коленчатый вал устанавливается в блок подъемно-поворотным устройством. Поворотная стойка 12 с помощью гидроцилиндра 14, рейки 15 и колеса 13 поворачивается. Вместе со стойкой поворачивается и рычаг 4 с клещами-захватами 2, удерживающими коленчатый вал. Подъем и опускание рычага осуществляются с помощью гидроцилиндра 5, а зажим и разжим клещей-захватов — гидроцилиндром 3. Поршни с шатунами в сборе устанавливают в блок цилиндров со стороны головки цилиндров, но можно и со стороны коленчатого вала, если позволяет пространство между щеками вала и блоком. Первый способ требует специального приспособления для сжатия поршневых колец и ввода поршней в цилиндры, второй позволяет вводить поршни в цилиндры без приспособления (у цилиндров со стороны коленчатого вала имеется конический раструб).
|
|||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 605; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.192.250 (0.01 с.) |