Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Восстановление размеров изношенных поверхностей деталей методами пластического деформированияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Осадку (рис. 12.1, а) используют для увеличения наружного диаметра сплошных и полых деталей, а также для уменьшения внутреннего диаметра полых деталей за счет сокращения их высоты (бронзовые втулки и др.). Допускается уменьшение высоты втулок на 8...10%.
При осадке направление действия внешней силы Р перпендикулярно к направлению деформации 8. Для сохранения формы отверстий, канавок и прорезей пред осадкой в них вставляют стальные вставки. Осадку втулок из цветных металлов производят в специальных приспособлениях гидравлическими прессами (рис. 12.1, б). В специальных штампах при нагреве до температуры ковки осадкой восстанавливают шейки, расположенные на концах стальных валов. Вдавливание (рис. 12.2, а) отличается от осадки тем, что высота детали не изменяется, а увеличение ее диаметра происходит за счет выдавливания металла из нерабочей части. Вдавливанием восстанавливают тарелки клапанов двигателей, зубчатые колеса (рис. 12.2, б), боковые поверхности шлицев на валах (рис. 12.2, в) и т.д. Шлицы прокатывают по направлению их продольной оси заостренным роликом, который внедряется в металл и разводит шлиц на 1,5...2,0 мм в сторону. Инструментом служат ролики диаметром 60 мм с радиусом заострения около 0,4 мм. Нагрузка на ролик составляет 2,0...2,5 кН.
Раздачу (рис. 12.3, а) применяют для увеличения наружного диаметра пустотелых деталей (втулки, поршневые пальцы и др.) при практически неизменяемой ее высоте. Изменение наружного диаметра детали происходит за счет увеличения ее внутреннего диаметра. При раздаче через отверстие детали продавливают шарик (рис. 12.3, б) или специальную оправку (рис. 12.3, в). На увеличение диаметра влияет материал детали, температура раздачи, величина износа и размеры. При этом возможны укорочение детали и появление в ней трещин. Обжатием (рис. 12.4, а) восстанавливают детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров, которые не имеют для них значения (корпуса насосов гидросистем, проушины рычагов, вилок и др.). Обжатие осуществляют в холодном состоянии под прессом в специальном приспособлении (рис. 12.4, б). Втулку проталкивают через матрицу, которая имеет сужающее входное отверстие под углом 7...8°, калибрующую часть и выходное отверстие, расширяющееся под углом 18...20°. Калибрующая часть матрицы позволяет уменьшить внутренний диаметр детали на величину износа с учетом припуска на развертывание до требуемого размера. Наружный размер восстанавливают одним из способов наращивания. После восстановления детали должны быть проверены на отсутствие трещин.
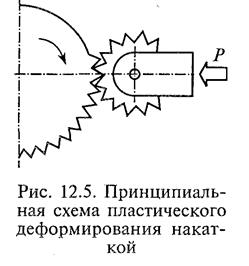
Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной поверхности детали (рис. 12.5). Способ позволяет увеличивать диаметр накатываемой поверхности детали на 0,3... 0,4 мм и применяется для восстановления изношенных посадочных мест под подшипники качения. К типовым деталям, подлежащим ремонту объемной накаткой, относятся чашка коробки дифференциала, валы коробки передач, поворотные цапфы и т. п. Накатке подвергаются детали без термической обработки, с обильной подачей индустриального масла. Рекомендуется применять для деталей, которые воспринимают контактную нагрузку не более 70 кгс/см2. Детали, имеющие твердость HRC < 32, можно восстанавливать в холодном состоянии. При накатке детали необходимо соблюдать условие
nt=πd, (12.1)
где n — число зубьев инструмента; t — шаг накатки, мм; d — диаметр восстанавливаемой поверхности, мм.
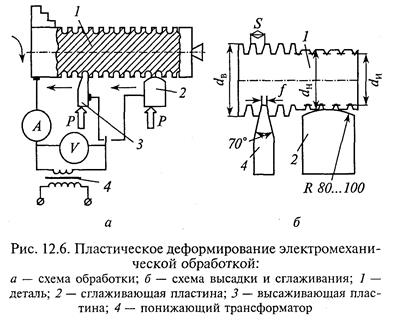
В качестве инструмента для накатки используют рифленый цилиндрический ролик или обойму с шариками, устанавливаемые на суппорте токарного станка. Режимы накатки (м/мин): скорость для роликов из стали — 8...20, чугуна -~ 10... 15, латуни и бронзы 30...50, алюминия — до 90; подача для стали твердостью НВ 270... 300: продольная — 0,6, поперечная — 0,15 мм~'. Число проходов зависит от материала детали, шага и толщины выдавливаемого слоя металла. Электромеханическая обработка предназначена для восстановления поверхностей деталей неподвижных сопряжений и состоит в искусственном нагреве металла электрическим током в зоне деформации, что способствует повышению пластических свойств металла. Схема обработки приведена на рис. 12.6, а. Процесс состоит из двух операций (рис. 12.6, б): высадки металла и сглаживания выступов до необходимого размера. Обработку ведут на токарном станке. В резцедержатель суппорта закрепляют специальную оправку с рабочим инструментом. Деталь и инструмент подключают к вторичной обмотке понижающего трансформатора. При вращении детали к ней прижимают инструмент, который имеет продольную подачу S, которая должна быть в 3 раза больше контактной поверхности/пластины. Через зону контакта детали и инструмента (площадь контакта мала) пропускаю ток 350... 700 А напряжением 1... 6 В. Деталь мгновенно нагревается до 800...900 °С и легко деформируется инструментом. Обработка осуществляется с охлаждением, что способствует закалке поверхностного слоя. В качестве высаживающего и сглаживающего инструмента используют пластину или ролик из твердого сплава (для высаживания заостренная, а для сглаживания закругленная). При выдавливании образуются выступы, аналогичные резьбе. Диаметр детали увеличивается от da до du. Сглаживание поверхности осуществляют до dH. Ширина сглаживающей пластинки в 3... 5 раз больше подачи.
После обработки детали поверхность прерывистая, а гогощадь контакта с сопрягаемой деталью уменьшается. Предельное уменьшение площади контакта допускается 20%. Увеличение диаметра незакаленных деталей возможно на 0,4 мм, а закаленных — на 0,2 мм
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 818; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.220 (0.008 с.) |