Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Восстановление механических свойств деталей поверхностным пластическим деформированиемСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Обработка поверхностным пластическим деформированием (ППД) — это вид обработки давлением, при которой с помощью различных инструментов для рабочих тел пластически деформируется поверхностный слой материала обрабатываемой детали; применяется при восстановлении деталей из стали, чугуна, цветных металлов и сплавов, обладавших достаточной пластичностью. В результате обработки ППД достигается: сглаживание шероховатости поверхности; упрочнение поверхности; калибрование; образование новой геометрической формы поверхности; стабилизация остаточных напряжений структурного состояния. При обработке ППД с осевым перемещением деформирующих роликов пластическое деформирование начинается впереди роликов, на некотором расстоянии от поверхности. В зоне контакта деформирующих роликов с обрабатываемой поверхностью образуется заторможенный (защемленный) клиновидный объем металла, способствующий направленному поверхностному пластическому деформированию. Металл, в основном, перемещается в окружном направлении. Внутри выступов микронеровностей наблюдается осевое течение металла. Вершины неровностей пластически деформируются, и происходит смыкание впадин. Уровень расположения впадин практически сохраняется постоянным. Роликовые деформирующие инструменты и устройства различаются по виду обрабатываемой поверхности, кинематике процесса, форме, размерам, количеству деформирующих элементов, характеру контакта с обрабатываемой поверхностью, способу создания и стабильности усилий деформирования и др. По способу создания усилий деформирования роликовые инструменты разделяются на регулируемые (жесткие) и самонастраивающиеся. В регулируемых деформирующих инструментах усилие деформирования создается за счет натяга — разницы между диаметром ^срабатываемой детали и настроечным диаметром инструмента. Обработка регулируемыми инструментами жестких деталей позволяет повысить точность размеров, а также исправить форму поверхности (овальность, конусность). Самонастраивающиеся деформирующие инструменты рекомендуется применять при обработке маложестких деталей и материа. лов, подверженных перенаклепу. Они снабжены механизмом (пружинным, пневматическим, гидравлическим) для создания необходимого усилия деформирования и поддержания его в процессе обработки на определенном уровне; обеспечивают получение равномерного упрочнения поверхностного слоя и стабильной шероховатости поверхности.
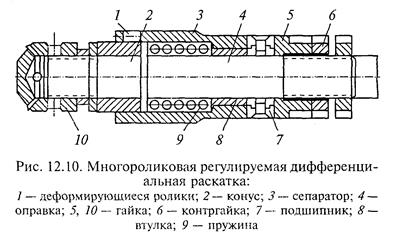
В деформирующих инструментах и устройствах применяются стержневые и кольцевые ролики. Стержневые ролики применяют в многороликовом накатом инструменте сепараторного типа, служащем для накатывания деталей, имеющих форму цилиндра, конуса, а также для накатывания плоских кольцевых поверхностей, акольцевые ролики —в инструментах для упрочняющей и калибрующей обработки деталей, имеющих концентраторы напряжений в виде галтелей, канавок, а также наружных цилиндрических поверхностей. По кинематике движения деформирующие инструменты и устройства разделяются на простые и дифференциальные. Простые инструменты работают по схеме простого накатывания, деформирующий ролик совершает движение вокруг своей оси (материальной или геометрической). Дифференциальные инструменты характеризуются наличием единой опорной поверхности для всех деформирующих роликов, благодаря чему, кроме вращательного движения, они совершают переносное движение относительно обрабатываемой детали. По характеру контакта с обрабатываемой поверхностью деформирующие инструменты разделяются на статические — непрерывного действия и ударные — импульсные. При обработке статическим инструментом контакт деформирующего ролика с обрабатываемой поверхностью осуществляется непрерывно под воздействием постоянного усилия деформирования. Инструменты ударного действия снабжены механизмами для прерывания контакта ролика с поверхностью детали. Поверхностное пластическое деформирование цилиндрических отверстий роликовым инструментом осуществляется раскатками. Многороликовые регулируемые дифференцированные раскатки (рис. 12.10) применяются для обработки диаметров отверстий от 25 до 250 мм деталей, изготовленных из стали, чугуна, цветных металлов и сплавов (с твердостью до 40 HRC). В них деформирующие ролики 1 расположены равномерно по окружности в сепараторе 3. Опорой роликов является конус 2, установленный на оправке 4, Осевое смещение сепаратора ограничено с одной стороны буртиками оправки, с другой — гайкой 5 и контргайкой 6, преД" назначенными для регулирования размеров раскатки. Пружина " служит для автоматического возврата сепаратора с роликами в исходное положение после вывода раскатки из обрабатываемой детали. Для уменьшения трения сепаратора об оправку и исключения возможности задиров в сепараторе установлена втулка 8. Осевые усилия при обработке воспринимаются подшипником 7. От попадания ролики предохраняются крышкой. Смазочно-охлаждающая жидкость подается через отверстия, имеющиеся в оправке и гайке 10, которая предназначена для крепления опорного конуса.
Перед обработкой раскатка регулировочной гайкой настраивается на определенный размер, и сепаратор с роликами и пружиной отводится до упора в крайнее левое положение. Детали или инструменту сообщается вращение, и раскатка вводится в обрабатываемое отверстие. Осевая подача инструмента или детали происходит за счет самоподачи или принудительного перемещения. После обработки при выводе инструмента или детали ролики, сжимая пружину, смещаются на меньший диаметр опорного конуса, и инструмент свободно выходит из обработанного отверстия. Минутная подача (Sм) при раскатывании равна
Sm=Sonp, (12.3)
где Sa — подача на один оборот сепаратора с роликами относительно детали, мм; nр — угловая скорость раскатывания, мин^1.
Подача на один оборот сепаратора с роликами относительно детали определяется по формуле
So=Spz, (12.4)
где Sp — подача на один ролик (расстояние между последовательными положениями двух соседних роликов на образующей детали), мм/рол; z — число роликов на раскатке, ед.
Угловая скорость раскатывания равна
np=1000Vp/(πd), (12.5)
где Vp — окружная скорость раскатывания, м/мин.
Поверхностное пластическое деформирование наружных цилиндрических поверхностей роликовым инструментом (рис. 12.11) применяется как для сглаживающей так и для упрочняющей обработки. Стержневой деформирующий ролик 2 устанавливается в сепараторе 4 и опирается на опорный ролик 3, смонтированный на подшипнике 5. От выпадания деформирующий ролик 2 удерживается упором 7. Усилие деформирования создается пружиной 6. Инструмент закрепляется на суппорте токарного станка. Режимы обработки: скорость обкатывания — 60... 100 м/мин; осевая подача 0,1...0,4 мм/об; усилие деформирования 50...500 кгс. После обкатывания достигается шероховатость 0,63...0,08 мкм, снимаемый припуск 0,005...0,02 мм. При обработке ППД могут возникать дефекты поверхности: отслаивание металла (шелушение) в результате перенаклепа из-за неправильного выбора режима обработки; вмятины, риски, сколы, раковины из-за нарушения целостности рабочей поверхности деформирующего ролика; волнистость из-за неодинаковых диаметров рабочих роликов) и формы (из-за наличия концентраторов напряжений и неравножесткости деталей).
|
||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 568; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.135.247.24 (0.137 с.) |