Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Схема технологического процесса централизованного ремонта по техническому состояниюСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
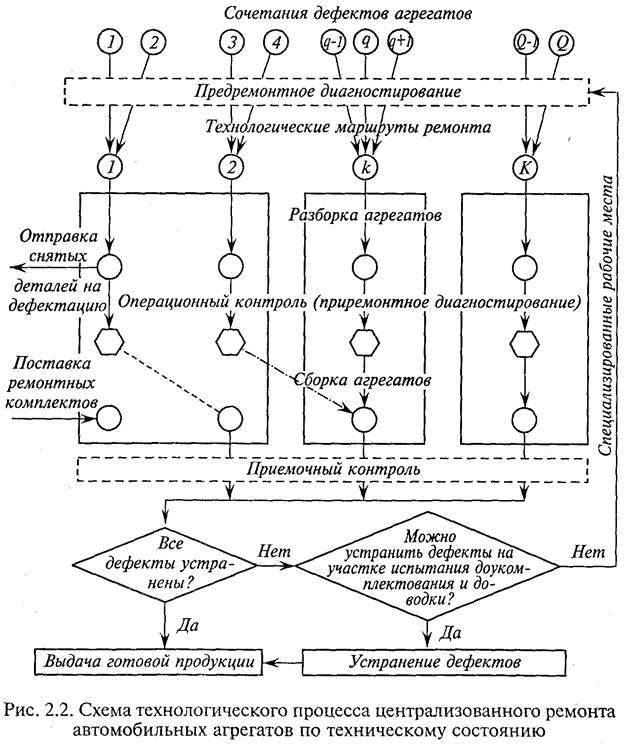
Ремонт по техническому состоянию может выполняться на автотранспортном предприятии (АТП) и централизованном специализированном производстве (ЦСП). В первом случае перечень технологических операций ремонта определяется для каждого отдельно взятого агрегата, т. е. ремонт выполняется в условиях единичного производства по единичным технологиям. Во втором случае подобная организация производства неоправданна, так как при механическом переносе принципов организации ремонта по техническому состоянию из АТП в ДСП централизация позволяет несколько повысить загрузку технологического оборудования и исполнителей, однако практически не вносит в технологический процесс ремонта изменений, которые бы его качественно улучшили. ДСП может быть организовано при авторемонтном заводе либо как самостоятельное хозрасчетное предприятие. Централизованный ремонт по техническому состоянию (ЦРТС) основывается на принципах серийного производства и характеризуется широким использованием типовых технологических процессов. Его суть состоит в том, что каждому агрегату по результатам предремонтного диагностирования, которое может проводиться перед отправкой агрегата в ремонт (до снятия с автомобиля) либо при его приемке в ремонт (на испытательном стенде), назначается один из заранее разработанных технологических маршрутов типового технологического процесса ремонта. Это сопровождается некоторым увеличением объемов разборочно-сборочных работ ввиду неполного соответствия, с одной стороны, фактических сочетаний дефектов агрегатов, направленных по соответствующему технологическому маршруту, а с другой — сочетания дефектов, устранение которых предусмотрено данным маршрутом. Однако оно будет компенсироваться сокращением объема контрольно-диагностических операций, так как в этом случае не требуется локализация всех дефектов агрегата, а достаточно установить наличие или отсутствие только тех дефектов, которые определяют распределение агрегатов по технологическим маршрутам. Эффективность и качество ЦРТС в значительной степени зависят от используемых методов и средств технического диагностирования. Однако при предремонтном диагностировании неизбежны значительные по величине ошибки типа «ложная неисправность» (ошибки 1-го рода) и «пропуск неисправности» (ошибки 2-го рода). Повысить достоверность распознавания технического состояния ремонтируемого агрегата и правильность назначения технологического маршрута ремонта можно путем введения дополнительных контрольно-диагностических операций непосредственно в процесс разборки агрегата (операционного контроля разборочного процесса). Кроме того, при операционном контроле появляется возможность локализации таких неисправностей, которые принципиально не могут быть выявлены при предремонтном диагностировании. Определение технического состояния частично разобранного агрегата также позволяет исключить искажающие влияния на определяемый диагностический параметр некоторых структурных параметров. Например, значения утечек сжатого воздуха, определяемые с помощью пневмотестера при снятой головке цилиндров, будут определяться только зазорами между гильзами цилиндров и юбками поршней, между компрессионными кольцами и стенками канавок поршней. При пневмотестировании же двигателя в сборе невозможно исключить влияние на измеряемый диагностический параметр неплотностей клапанов и дефектов прокладки головки цилиндров. Схема технологического процесса централизованного ремонта автомобильных агрегатов по техническому состоянию показана на рис. 2.2. Каждый поступающий в ЦРТС агрегат характеризуется имеющимся у него q-м сочетанием дефектов из множества Q (q = 1,..., Q) сочетаний дефектов, устранимых на данном предприятии. По результатам предремонтного диагностирования агрегату с q-м сочетанием дефектов назначается k-й технологический маршрут ремонта из множества K (k= 1,..., К) технологических маршрутов, выполняемых на предприятии, причем К < Q, и в один маршрут могут объединяться агрегаты со сходными сочетаниями дефектов. Агрегаты в соответствии с назначенными им технологическими маршрутами распределяются по специализированным рабочим местам, множество которых R (r = 1,..., R) достаточно для выполнения годового объема работ, причем на одном рабочем месте может выполняться один или несколько технологических маршрутов. В ходе разборки агрегатов выполняется операционный контроль, результаты которого могут подтвердить или опровергнуть правильность назначенного технологического маршрута. В первом случае выполняется весь комплекс разборочно-сборочных работ, предусмотренных технологическим маршрутом, после чего агрегат поступает на обкатку и испытания (приемочный контроль). В случае ошибочного назначения технологического маршрута по результатам операционного контроля агрегату назначается другой маршрут, выполняемый на этом же (штриховая линия) или другом рабочем месте (штрихпунктирная линия).
Детали, снятые в соответствии с выполняемым технологическим маршрутом, направляются на дефектацию, а на рабочие места подаются ремонтные комплекты (комплекты деталей, необходимые и достаточные для выполнения ремонта по назначенному технологическому маршруту). Восстановление деталей производится на специализированных участках АРП. В случае обнаружения дефектов отремонтированных агрегатов при приемочном контроле они либо устраняются на участке испытания, доукомплектования и доводки агрегатов, либо, если это технически невозможно или экономически нецелесообразно в связи с большим объемом дополнительных работ, агрегат направляется в повторный ремонт. Соответствующий техническим условиям на приемку агрегат направляется на склад готовой продукции или выдается заказчику.
|
||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 666; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.189.182.15 (0.01 с.) |