
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Класс деталей «полые цилиндры»Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте К полым стержням относятся детали с отношением их высоты Особенность деталей данного класса — это наличие концентричных наружных и внутренних цилиндрических поверхностей. Они могут иметь гладкие и ступенчатые, зубчатые и шлицевые, фланцевые и сложные поверхности. В процессе эксплуатации детали подвергаются механическим нагрузкам и для них основными видами износа являются коррозионно-механический и молекулярно-механический, которые характеризуются следующими явлениями — молекулярным схватыванием, переносом материала, разрушением возникающих связей, вырыванием частиц и образованием продуктов химического взаимодействия металла с агрессивными элементами среды. Полые стержни работают в условиях трения, которое сопровождается цикличным изменением температуры и наличием агрессивной среды. Основные дефекты, характерные для деталей этого класса деталей — износ внутренних и наружных посадочных мест под подшипники; износ шеек под сальники; износы, задиры, кольцевые риски на трущихся поверхностях. Внутренние и наружные поверхности этих деталей, а также их торцы являются базовыми при механической обработке. Износ отверстий под подшипники и шейку шестерни, сальники устраняют постановкой дополнительных ремонтных деталей (ДРД) — втулок. Если же при восстановлении отверстий под подшипники и сальники используется вибродуговая наплавка, то они сначала растачиваются, наплавляются в два слоя, а затем растачиваются в соответствии с заданным размером. Если же на детали имеются шейки, то их износ может устраняться либо вибродуговой наплавкой (механическая обработка, наплавка и механическая обработка с последующим шлифованием), либо электроконтактной приваркой стальной ленты (шлифование, приварка ленты, шлифование поверхности ленты). При восстановлении полых стержней необходимо обеспечивать размеры и шероховатость восстановленных поверхностей, твердость и прочность сцепления нанесенного материала с основным металлом, а также соосность и симметричность относительно общей оси, Допустимую цилиндричность и круглость. Технологический процесс восстановления деталей данного класса начинают с подготовки изношенных поверхностей к наплавке. Затем выполняют операции, связанные термическим воздействиемм на деталь. После чего осуществляют: подготовку поверхностей под постановку ДРД, устанавливают ДРД и обрабатывают их; готовят поверхности к электрохимическому наращиванию, наращивают поверхность и предварительно ее обрабатывают. В конце технологического процесса проводят чистовую обработку и хонингование поверхностей. Наиболее характерной деталью в классе «полые цилиндры» являйся гильза цилиндров. Основные дефекты гильз: износ зеркала износ, изменение формы и взаимного расположения верхнего и нижнего установочных поясков относительно оси цилиндра; сколы и трещины любого размера и расположения; отложения накипи на поверхности, омываемой водой; отложения накипи на поверхностях посадочных поясков; коробление, отколы, глубокие задиры или потеря натяга вставки гильзы. При наличии сколов или трещин любого размера и расположения гильзы выбраковывают. Коррозионный износ и деформацию поясков гильзы устраняют железнением (предварительное шлифование, нанесение покрытия и окончательное шлифование до исходного размера) или плазменным напылением с последующим оплавлением покрытия (предварительное шлифование, струйная обработка, несение покрытия, оплавление покрытия кислородным пламенем, окончательное шлифование восстановленных поясков). Износ зеркала цилиндра устраняется растачиванием с последующим хонингованием под один из ремонтных размеров и постановкой ДРД.
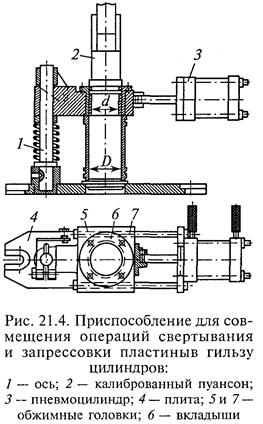
После растачивания отверстие гильзы обрабатывают на хонинговальных станках ЗГ833 и ЗА83С-33. Черновое хонингование производят брусками КЗ 1 ОСТ 1 К или алмазными брусками АС6М1 100%-ной концентрации с содержанием алмазов в бруске 3,5 карата. Чистовое хонингование ведут брусками КЗМ20СМ1К или алмазными брусками АСМ20М1 100 %-ной концентрации. Хонингование ведут при режимах: окружная скорость — 60...80 м/мин; возвратно-поступательная скорость — 15...25 м/мин; давление на бруски — 0,5...1,0 МПа (черновое хонингование) и 0,4...0,6 МПа (чистовое); СОЖ — керосин; припуск на черновое хонингование — 0,05...0,07 мм, а на чистовое — 0,01...0,03 мм. При восстановлении гильз постановкой ДРД используются легкосъемные пластины из стали 65Г, У10А или 60 С2А. Ленты толщиной 0,5; 0,6; 0,7 мм разрезаются на пластины в размер, обусловленный диаметром расточенной гильзы с учетом припуска под шлифование торцов. Глубина растачивания определяется конструктивными параметрами гильзы и ходом поршня. После обработки торцов пластину помещают между обжимными головками 5 и 7 (рис. 21.4) и, включив пневмоцилиндр 3, обжимают и свертывают пластину во втулку. С помощью штока пресса и калиброванного пуансона 2 запрессовывают втулку в гильзу цилиндров. В каждую гильзу последовательно запрессовывают две пластины определенной ширины. Стыковые зазоры пластин должны быть разведены в противоположные стороны (на 180°). Благодаря упругим свойствам и небольшой толщине пластины плотно прилегают к поверхности отверстия. Пластины друг к Другу должны быть прижаты по торцу усилием в 10... 12 раз больше, чем усилие запрессовки их в цилиндр. Превышение Длины пластин по сравнению с расчетной приводит к их выпучиванию внутрь гильзы. Гильзы с запрессованными Пластинами подвергаются черновому и чистовому хонинговаанию.
ГЛАВА 22. РЕМОНТ УЗЛОВ И ПРИБОРОВ СИСТЕМ ПИТАНИЯ
|
||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 1442; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |

 Для растачивания зеркала гильза цилиндров устанавливается в приспособление, в котором она базируется посадочными поясками. Растачивание гильз производится под один из ремонтных размеров на алмазно-расточном станке 2А78Н резцами, оснащенными пластинками из эльбора или твердого сплава ВК6. режим резания: подача — 0,03...0,05 мм/об; скорость резания — 80... 100 м/мин; глубина резания — 0,015...0,2 мм.
Для растачивания зеркала гильза цилиндров устанавливается в приспособление, в котором она базируется посадочными поясками. Растачивание гильз производится под один из ремонтных размеров на алмазно-расточном станке 2А78Н резцами, оснащенными пластинками из эльбора или твердого сплава ВК6. режим резания: подача — 0,03...0,05 мм/об; скорость резания — 80... 100 м/мин; глубина резания — 0,015...0,2 мм.


