Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование гальванического участкаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
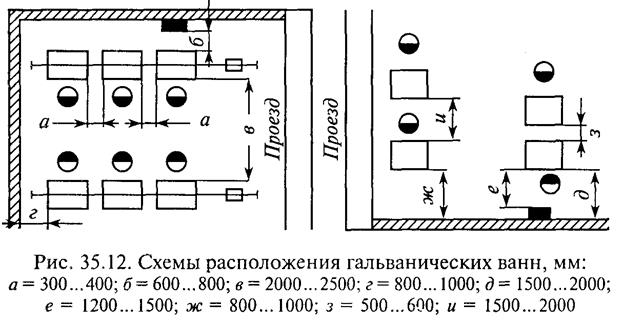
Гальванический участок предназначен для восстановления деталей электролитическим осаждением металла на изношенные поверхности. На участке обычно выполняют следующие гальванические процессы: хромирование износостойкое и декоративное, железнение, меднение, цинкование, никелирование и фосфати-рование. На участок детали поступают партиями со склада деталей, ожидающих ремонта, или с других производственных участков. Детали, требующие восстановления размеров, поступают после предварительного шлифования со слесарно-механического участка. Туда же они возвращаются после гальванического наращивания на окончательную механическую обработку. Детали, отдельные поверхности которых подлежат меднению для защиты от цементации, поступают также со слесарно-механического участка, а после меднения направляются на термический участок. Детали, проходящие восстановление декоративных покрытий, доставляются с участка дефектования или ремонта и после обработки транспортируются на участки комплектования и сборки. На АРП в зависимости от объема работ применяют различное оборудование гальванических участков. При малых объемах работ выполнение как подготовительных операций (обезжиривание, промывка и пр.), так и нанесение гальванических покрытий на детали производится в ваннах. При этом ванны для подготовительных работ используются для различных видов покрытий. Планировка оборудования таких участков должна выполняться с учетом этих особенностей использования подготовительного оборудования. Выпрямители в этом случае, как правило, устанавливают непосредственно у ванн на расстоянии 200... 300 мм. Поскольку процессы гальванических покрытий протекают при низком напряжении (6...12 В), то удаление источников тока от ванн влечет за собой неоправданное увеличение расхода металла на шинопроводы (применение шино-проводов большего поперечного сечения), что необходимо для сохранения в допустимых пределах величины падения напряжения. Периодическую смену электролита в ваннах и его фильтрацию следует производить при оснащении гальванических участков передвижными установками, на которых монтируются и насосные агрегаты. На рис. 35.12 показаны схемы расстановки ванн с указанием расстояний, принимаемых согласно нормам технологического проектирования. При значительных объемах работ, связанных с нанесением гальванических покрытий, следует применять полуавтоматические или автоматические установки для нанесения каждого из видов гальванических покрытий.
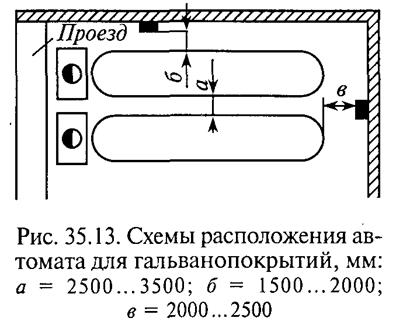
В зависимости от конструктивных особенностей эти установки имеют большей частью или прямоугольную, или овальную конфигурацию. Автоматическая (полуавтоматическая) установка включает весь комплекс ванн для подготовительных операций и нанесения покрытий. Выпрямители, обслуживающие соответствующие ванны автоматических установок,следует размещать вблизи установок на расстоянии от них 200...300 мм до фронта выпрямителя или его боковой стороны и 800...900 мм до его тыльной стороны. Гальванические участки, оснащенные автоматическими установками, целесообразно размещать таким образом, чтобы вспомогательное комплектующее оборудование этих установок (теплообменники, фильтры, резервуары для слива и приготовления растворов и пр.) располагалось в подвальном помещении. На рис. 35.13 показана примерная схема размещения автомата для металлопокрытий кареточного типа. Габаритные размеры автоматов показаны с учетом площадок для их обслуживания, оборудованных специальным настилом.
Таблица 35.10
Ориентировочные площади поверхности покрытия для грузового автомобиля средней грузоподъемности, дм2
Таблица 35.11 Основные технические данные по видам покрытий
Пример планировочного решения для гальванического участка завода по ремонту автомобилей ГАЗ-53А приведен на рис. 35.14. Количество гальванических ванн определяют по формуле (35.5). Ориентировочные площади поверхности покрытия для грузового автомобиля средней грузоподъемности приведены в табл. 35.10. При проектировании предприятий по капитальному ремонту грузовых автомобилей с грузоподъемностью, отличной от средней, легковых автомобилей и автобусов, а также их составных частей следует пользоваться формулой (35.7) и данными табл. 35.6. Продолжительность гальванической операции /,• определяют по формуле
где b — толщина слоя покрытия, мкм; γ — плотность металла покрытия, г/см3; С — электрохимической эквивалент, г/А-ч; DK — плотность тока, А/дм2; ηТК — выход металла по току, %. Данные для расчетов по этой формуле приведены в табл. 35.11. Единовременную загрузку fЗ принимают по паспортным данным ванны. При укрупненных расчетах
где fУ — удельная загрузка на 1 м длины катодной штанги, дм2/м (табл. 35.11); lP — длина рабочего пространства ванны, м.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-08-16; просмотров: 2716; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.22.242.169 (0.008 с.) |