Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Формування пластичних матеріалівСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
До вказаного вигляду|виду| обробки прибігають в кондитерській|, хлібопекарській і макаронній промисловості для формування виробів з|із| тісту. Тісто здібне до пружних деформацій до певної| межі, за якою починає|розпочинає| деформуватися незворотно| і тече|теча|, як в'язка рідина. Течія пластично-в’язких| тіл не підкоряється закону Ньютона, запропонованому| тільки|лише| для істинно в'язких рідин. Бінгам запропонував для цих тіл рівняння вигляду|виду|:
де р – тангенціальна сила, що викликає відносне зрушення двох дотичних шарів площею F, Н; τ0 – гранична напруга зрушення (межа текучості), Н/м2; η – коефіцієнт| в'язкості, Па∙с. З|із| рівняння (1.20|) випливає, що при перебігу пластично-в’язких| тіл, яким є|з'являється| тісто, характерне|вдача| також| явище релаксації. Релаксацією (розсмоктуванням|) називається зменшення напруги|напруження| в тілі при постійній, фіксованій деформації. Встановлено, що в ідеально пружному тілі пружні деформації зрушення існують необмежений час; у рідинах вони розсмоктуються з швидкістю, обернено пропорційній в'язкості. У таких рідинах, як вода, час розсмоктування практично дорівнює нулю. Для пластично-в'язких тіл, яким є тісто, час релаксації має певну тривалість, що характеризує механічні властивості тіла. Під періодом релаксації θ 1 розуміють час, протягом якого напруга при постійній деформації падає в е разів (е – основа натуральних логарифмів). Знайдено, що для деяких сортів бісквітного тісту θ 1 має значення від 1,2 до 6 с. Встановлено також, що при штампуванні бісквітних виробів час одного штампування не повинен перевищувати періоду релаксації відповідного сорту тісту. В цьому випадку утворюваний штампом малюнок не встигає затягуватися і виходить рельєфним. Різні види тісту мають різні фізико-хімічні| характеристики. Так, пшеничне тісто являє| собою колоїдну систему, що складається з губчатого| скелету клейковини, заповненого набряклими|набрякнути| зернами крохмалю. Воно має велику в'язкість, малу здібність до прилипання і велику пружність|. Ці властивості роблять|чинять| пшеничне тісто придатним| для штампування і надання|надання| йому певної форми. Житнє тісто не має скелету клейковини, має| меншу в'язкі-ю і більшу здатність|здібністю| до прилипання|. Внаслідок|внаслідок| цих властивостей при формуванні житнього| тісту обмежуються тільки|лише| округленням його.
Вивчення фізико-механічних| властивостей тіста дозволяє| визначити зусилля, які необхідно прикласти до штампувальних механізмів. Так, О.Г.Лунін знайшов, що напруга|напруження| σ (Па), яку необхідно створити в матеріалі при штампуванні, може бути знайдена з|із| рівняння:
де τ – час штампування, с|із|; η – стала для даного виду матеріалу, що має розмірність в'язкості; εзал – залишкова деформація,
де δ – глибина штампованого малюнка; Н – товщина штампованого виробу. Значення η визначають з|із| досліду|досліду|; для різних видів| пшеничного кондитерського тіста величина η коливається| від 1,26 до 9,9. Пресування (брикетування)
Процес пресування знайшов особливо велике використання| в цукрово-рафінадному| виробництві. Пресуванню піддається волога|вогка| рафінадна кашка, що складається| з|із| окремих кристалів і їхніх зростків. Грані цих кристалів вкриті тонкою плівкою цукрового розчину. Пресування відбувається в спеціальних формах (матрицях) за допомогою пуансонів (рис. 1.23), що стискують кашку. На рис. 1.23 представлена схема пресування цукрової кашки в пресі з горизонтальним кругом. Круг, що обертається, 1 несе чотири матриці. Матриці 2 поздовжніми перегородками розділені так, щоб пресований рафінад, що виходить, мав форму брусків. Кожна матриця має свій пуансон 3, який служить їй дном і рухається в ній, здійснюючи зворотно-поступальні рухи. Протягом повного оберту круг з матрицями робить чотири короткочасні зупинки. Внаслідок цього кожна матриця і відповідний пуансон на 1-1,5 с по черзі затримуються в положеннях а, б, в, г. У положенні а пуансон опускається на глибину h1. У положенні б матриця заповнюється кашкою, яка створює шар з глибиною h1. У положенні в пуансон стискує кашку. У цьому положенні над матрицею встановлюється плита 4. Висота шару кашки зменшується до h2. Нарешті, в положенні г пуансон виштовхує спресовані шматки рафінаду з матриці. Особливим пристроєм бруски зрушуються на транспортний засіб. Продуктивність преса визначається частотою обертання круга і кількістю матриць.
Рис. 1.23|. Схема преса зі|із| зворотно-поступальним рухом пуансона:
1 – круг, що обертається; 2 – матриці; 3 – пуансон; 4 – плит; а-г – положення пуансона. При пресуванні рафінадної кашки відбувається|походить| взаємне| переміщення кристалів і зменшення об'єму|обсягу| пор між ними. Частка|частина| кристалів при цьому руйнується|, а уламки заповнюють пори. Пористість маси при цьому зменшується. Механічна міцність брикету, що утворюється при пресуванні, обумовлюється|зумовлює| взаємним зчепленням кристалів і їхніх уламків, а також дією капілярних| сил, що виникають внаслідок|внаслідок| ущільнення кристалів| в брикеті. Ущільнення маси характеризується коефіцієнтом| пресування
де V1 –об'єм маси до пресування; V2 – об’єммаси після пресування. Експериментально встановлено, що найбільша величина β може бути отримана при витримці брикету під тиском і при повторних навантаженнях. При збільшенні числа повторних навантажень щільність брикету прагне до максимальної критичної величини. Ступінь|міра| ущільнення маси залежить від тиску|тиснення|, що прикладється, властивостей маси, що піддається пресуванню, конструктивних особливостей преса і режиму пресування|. Істотний|суттєвий| впливає на процес пресування|робить| конструкція преса. На рис. 1.23 показаний процес пресування при однобічному| стискуванні|стисненні|. Д.3.Новіков показав, що при двобічному| стисканні|стисненні| цукру в матриці необхідний тиск|тиснення| може бути зменшений, а брикет виходить з більш рівномірною| щільністю і більшою міцністю. Представляє|уявляє| інтерес питання про зв'язок тиску|тиснення| пресування| з|із| величиной| ущільнення. Для розгляду цього питання Д.3.Новіков ввів|запроваджував| поняття «Ідеальне пресування». Він допускає, що при цьому пресуванні втрати тиску|тиснення| внаслідок|внаслідок| тертя маси об стінки матриці| не мають місця, що пресуванню піддається маса, яка складається тільки|лише| з твердої фази, і що конструктивні| чинники|фактори| не|роблять| впливають на процес. Для цих умов Д.3.Новіков рекомендує таку формулу:
де β’ – коефіцієнт ущільнення, рівний відношенню об'єму брикету до об'єму твердої фази в ньому при тиску пресування р;
Ψ – модуль пресування|, постійний у визначеному інтервалі| тиску|тиснення| і залежний від структурно-механічних| властивостей пресованої речовини. Д.3.Новіков знайшов, що рівняння (1.24|) може бути використане як наближене також для розрахунків| пресування вологої|вогкої| рафінадної кашки. Він визначив|, що модуль для вологої|вогкої| кашки в середньому дорівнює 0,135, а для сухої цукрової пудри 0,13. Рівняння (1.24|) не враховує сил тертя між масою і матрицею, тому| ущільнення має бути дещо менше, ніж розраховане за рівнянням (1.24|). Робота пресування на один хід пуансона (Дж);
де F – площа поперечного перерізу матриці, м2; h0 – початковависота брикету, м; hк – кінцева висота брикету, м; р – тискпресування, Па. Брикетування широко застосовують також в комбікормовому| виробництві, де брикетують грубі корми, змочені зв’язувальною речовиною|єднальний|. Останньою часто є| кормова патока – відхід бурякоцукрового виробництва|.
Машини для обробки тиском |тисненням| Класифікаційна схема машин| для обробки тиском харчових продуктів
Преси для відділення|відокремлення| рідини
Гідравлічні преси. Найбільш широкого поширення набули гідравлічні преси. Гідравлічний прес діє періодично і приводиться в рух за допомогою рідини, що нагнітається насосом високого тиску. На рис. 1.24 наведена принципова схема гідравлічного преса. Він є робочим циліндром 1, в який під тиском подається рідина (масло, вода). Вона приводить у рух плунжер 2. Останній сполучений з рухомою пресовою плитою 3, яка називається траверсою. Циліндр закріплений нерухомо до плити 4, яка колонами 5 сполучена з верхньою нерухомою плитою 6. Пресовану масу закладають в плоскі пакети з міцної тканини. Ці пакети укладають на рухому плиту. Між пакетами поміщають сталеві плити або листи. Преси такої конструкції називаються відкритими|відчиняти| і являють собою| простий тип пресів, що використовуються|використовують| при виробництві рослинної олії|мастила|.
Окрім|крім| пресів описаного типу|типу|, які називаються відкритими|відчиняти|, застосовуються напівзакриті, або дренажні, і закриті|зачиняти|, або зеєрні|, преси. В описаних вище відкритих| пресах рідина вільно стікає через краї плит. У напівзакритих пресах олія|мастило| видаляється через отвори в плитах спеціальної конструкції. У закритих|, або зеєрних|, пресах пакети маси закладаються|заставляють| в коробки (зеєри|). Рідина, що віджимається|віджимає|, витікає через отвори в стінках зеєра|. До пресів цього виду|виду| відноситься кошиковий прес|кошика| для віджимання|віджимати| виноградного соку з|із| винограду. У деяких галузях харчової промисловості| (виноробство, виробництво морсів|) на підприємствах| малої продуктивності застосовуються також преси періодичної дії з|із| механічним або ручним приводом.
Шнекові преси. В даний час майже в усіх галузях харчової промисловості віджимні преси періодичної дії витісняються пресами безперервної дії. До цієї групи відносяться шнекові віджимні преси. На рис. 1.25 представлений шнековий прес, що використовується для віджимання рослинної олії. Робочим органом в цьому пресі є гвинт-шнек 1. Він приводиться в рух за допомогою редуктора 2 віделектродвигуна 3. Шнекпоміщений усередині зеєра 4, який називається також барабаном. Зеєр складається зі сталевих пластин, що розташовуються по твірних циліндра з невеликими зазорами між ними. Пластини стягуються міцними сталевими хомутами. Для живлення шнека служить живильник 5. Він проштовхує масу в зеєрний барабан. Шнек посуває пресовану масу в зеєрном барабані, при цьому площа проходу між шнеком і зеєром звужується по ходу руху пресованої маси. Одночасно зменшується крок гвинта шнека. Внаслідок цього відбувається стискування пресованої маси. Віджата рідина проходить через отвір зеєра і зливається в піддон 6. Маховик 7 регулює величину отвору для виходу макухи шляхом зміни положення регулюючої втулки 8. При цьому змінюється величина кільцевої щілини 9. Станина 10 виготовлена з чавуну і має стійки, якими вона укріплена на фундаменті. Тиск, що створюється пресом, змінюється у міру просування матеріалу до вихідного отвору. Найбільшого значення воно досягає у вихідному отворі. Частота обертання шнека невелика: 5-20 об./хв. Тиск усередині зеєрного циліндра шнекових пресів може бути вельми значним і досягати 4·106 Па і вище.
Рис. 1.25|. Шнековий прес:
1 – гвинт-шнек; 2 – редуктор; 3 – електродвигун; 4 – зеєр; 5 – живильник; 6 – піддон; 7 – маховик; 8 – втулка; 9 – кільцева щілина; 10 – станина.
Продуктивність шнекового преса по масі, що поступає| (кг/с):
де D – діаметр зеєрного барабану в місці надходження в нього маси з живильника, м; S – | крок гвинта в цьому пункті, м|м-коді|; п – частота обертання валу, об./хв.; ρ – об'ємна маса мезги, що поступає, кг/м3; φ – коефіцієнт| наповнення зеєра|, що враховує заповнення робочого простору зеєра |простір-час| | валом і витками шнека. Потужність, потрібна для роботи преса, залежить від його конструктивних особливостей, продуктивності і створюваного ним тиску|тиснення|. Безперервно діючі преси мають значні| переваги перед періодично діючими. При однаковій продуктивності вони займають|позичають| менше| місця|місце-милі|, простіші за конструкціями і не вимагають застосування|вживання| фізичної праці при обслуговуванні, на їх споруду|спорудження| витрачається значно| менше металу.
При застосуванні|вживанні| гідравлічних і ручних пресів періодичної дії значна частка|частина| робочого часу (15-25%) витрачається на допоміжні операції. У шнековому пресі віджимання відбувається|походить| безперервно. Після|потім| шнекових пресів залишок|остача| містить|утримує| менше рідини|, що віджимається|віджимає|, ніж після|потім| гідравлічних.
Преси для формування пластичних мас
Ці преси застосовуються головним чином у тих галузях| харчової промисловості, в яких оброблюються| пластичні маси: у кондитерській, макаронній|, хлібопекарській. Вони використовуються для надання|надання| оброблюваній масі форми без помітної зміни щільності (об'єму|обсягу|). Машини, вживані для цієї мети|цілі|, дуже різноманітні|, так само як різноманітні|всілякі| фізичні властивості матеріалів, що піддаються обробці. Вони можуть бути поділені на три основні групи: нагнітальні, прокочувальні| і штампувальні. Нагнітальні формувальні преси. Ці машини набули великого поширення в макаронній промисловості для формування тіста, з якого виготовляють макарони, вермішель та інші макаронні вироби. Нагнітальний прес складається з нагнітального пристрою і формувального пристрою – матриці. За виглядом|виду| нагнітального пристрою|устрою| преси поділяються| на гідравлічні й гвинтові (періодично діючі) і на шнекові й валкові| (безперервно діючі). Нагнітальна частина|частина| цих пресів не є| оригінальною, оскільки|тому що| ті ж конструкції зустрічаються| і у віджимних|віджимати| пресах. Основна частка нагнітальних пресів – матриця. Вона є плоским металевим диском з отворами, через які продавлюється пресована маса (макаронне тісто). Форма отвору матриці визначає вид виробу. На рис. 1.27 представлені два основних типи отворів: а – для утворення трубчастих порожнистих виробів (з вкладишем) і б – для утворення суцільних ниткоподібних виробів (без вкладиша).
Рис. 1.27|. Форми матричних отворів;
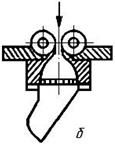
а – для утворення трубчастих порожнистих виробів (з вкладишем); б – для утворення суцільних ниткоподібних виробів (без вкладиша). |. Матриці і вкладиші виготовляють з|із| латуні, бронзи або неіржавіючої|нержавіючої| сталі. При продавлюванні через отвори матриць тісто набуває певної форми. Течія тіста в отворах матриць подібна до течії дуже в'язкої рідини. Тиск, що створюється нагнітальним пристроєм, витрачається на подолання гідравлічного опору в отворах матриці. Опір залежить від консистенції тіста і форми отворів. Напірна (нагнітальна) частина пресу періодичної дії сконструйована як гідравлічний або механічний (гвинтовий) прес. На рис. 1.28 показані схеми гвинтового (а) і гідравлічного (б) пресових нагнітальних пристроїв. Подібним пристроєм є пресовий циліндр 1, одним з торців якого є матриця 2 з отворами певної форми. Пуансон 3, що приводиться в рух гідравлічним або гвинтовим пристроєм, входить в цей циліндр і витісняє заздалегідь закладене в нього тісто. У преси безперервної дії маса нагнітається шнеками або валками. На рис. 1.29 представлені схеми шнекового (а) і валкового (б) пресів. Шнекові й валкові преси створюють тиск у пресовій камері перед мундштуком в межах від 0,6 до 0,9 МПа. Швидкість виходу виробу з отвору матриці 1-2 см/с.
Рис. 1.28|. Нагнітальна частина|частина| формувальних пресів періодичної дії:
1 – пресовий циліндр; 2 – матриця; 3 – пуансон.
Машини для прокатування. Машини для прокатування застосовуються на хлібопекарських виробництвах для надання круглої або циліндричної форми виробам з пшеничного й житнього тіста. Вживані для цієї мети машини називаються округленими і закочувальними. Тиск, що створюється цими машинами, значно менший за тиск, що створюється нагнітальними пресами. В машинах для обробки пшеничного тіста тиск не перевищує 0,1 МПа, в машинах для житнього тіста він значно менший. На рис. 1.30 представлена|уявляти| принципова схема машини стрічкового типу|типу| для загортання|укочування| тістових матеріалів. Машина для формування циліндричних шматків тіста має два транспортери, нижній з них рухається|суне| з|із| більшою швидкістю|, ніж верхній. Захоплений|захвачувати| шматок отримує|одержує| обертальний і поступальний рух, внаслідок|внаслідок| чого отримує|одержує| форму циліндру. Штампувальні машини. Штампувальні машини застосовуються для витискування (виштамповування) виробів зі стрічки еластичного матеріалу, що рухається безперервно. Вельми часто при цьому на поверхню виробу наноситься малюнок. Такі машини застосовуються в кондитерському виробництві при приготуванні печива. У подібних машинах безперервна стрічка пластичного| матеріалу, прокатана|прокочувати| на валках, поступає|надходить| на конвеєр, де з|із| неї вирубується штампувальним механізмом| шматок певної форми. Залежно від конструкції| машини стрічка переміщається безперервно або переривисто|переривчастий|. У штампувальних машинах періодичної дії в момент удару штампувального механізму тістова| стрічка зупиняється. У машинах безперервної дії штампувальна частина|частина| супроводжує тісто і наносить| удар по ходу. Застосовуються також ротаційні|ротація| штампувальні машини безперервної дії; пуансони цих машин вигравійовані на масивному валу, до якого| стрічка притискається валом з|із| м'якої гуми. Пресувальні (брикетувальні|) машини
Пресувальні машини для обробки тиском|тисненням| отримали| особливо широке застосування|вживання| у цукрово-рафінадному| виробництві. Пресовий метод виробництва рафінаду| в даний час|нині| є|з'являється| найбільш розповсюдженим| і прогресивним. Для пресування рафінаду особливо широке застосування|вживання| отримали|одержували| машини, зі зворотно-поступальним|із| рухом пуансонів і з|із| одностороннім| зсувом|зміщенням| кашки в матриці при пресуванні|. Принципова схема карусельного преса представлена| на рис. 1.24|. На цьому рисунку показані схематично| вертикальна і горизонтальна проекції преса. Преси, що не відрізняються в принципі від описаного, використовуються для пресування й інших, абсолютно|цілком| відмінних від цукрового піску продуктів, наприклад комбікормів|. Для останніх застосовують штангові й карусельні преси. У штанговому пресі брикет пресується в довгому формувальному каналі, відкритому|відчиняти| з обох кінців|. Пресувальна штанга – пуансон здійснює|скоює| зворотно-поступальний| рух за допомогою кривошипного механізму. Шнекові преси за конструкціями подібні до шнекових пресів, описаних вище (див. с. 114).
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-26; просмотров: 615; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.8.97 (0.017 с.) |

 (1.20|)
(1.20|) – градієнт швидкості, м/с;
– градієнт швидкості, м/с; , (1.21|)
, (1.21|)

 (1.23|)
(1.23|) (1.24)
(1.24) – те ж саме, в початковому продукті при тиску р0;
– те ж саме, в початковому продукті при тиску р0; (1.25|)
(1.25|)


 Рис. 1.24|. Схема гідравлічного преса:
1 – робочий циліндр; 2 – плунжер; 3 – траверса; 4 – плита; 5 – колони; 6 – верхня нерухома плита.
Рис. 1.24|. Схема гідравлічного преса:
1 – робочий циліндр; 2 – плунжер; 3 – траверса; 4 – плита; 5 – колони; 6 – верхня нерухома плита.

 (1.27|)
(1.27|) Рис. 1.26|. Схема валкового віджимного пресу.|
Рис. 1.26|. Схема валкового віджимного пресу.|