Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Монтаж пластинчатых конвейеровСодержание книги
Поиск на нашем сайте
Последовательность этапов монтажа пластинчатого конвейера: - разбивка осей и установка средней части става конвейера; - установка опорных конструкций или рельсов (для катков цепи) при обеспечении допусков не более 1–2 мм; - установка привода и натяжной станции при обеспечении горизонтальности и перпендикулярности осей конвейера и приводного вала; - по приводному валу ориентируют другие элементы привода (открытые передачи, редуктор и электродвигатель), обеспечивая строгую соосность валов; - тщательной проверке подлежит ходовая часть; - опробование начинают продвиганием ходовой части на 5–10 м вручную или от электродвигателя; - обкатка конвейера вхолостую в течение 3–4 часов: а) конвейер должен работать плавно, без стуков, ударов и вибраций; б) зацепление цепи должно быть плавным; в) соседние пластины должны свободно проворачиваться на звездочках и криволинейных участках; г) температура нагрева редуктора и подшипников скольжения должна быть не более 70º, нагрева подшипников качения не должно быть; - обкатка под нагрузкой (в течение 12 часов) а) производят те же проверки, что и при обкатке вхолостую; б) регулируют расположение загрузочного устройства; в) устраняют просыпание грузов на рабочие поверхности рельсов и в зазоры между пластинами; г) регулируют работу НУ для предотвращения смещения полотна
Технический осмотр и ремонт элементов пластинчатых конвейеров Технический осмотр (ТО) тяговых цепей предусматривает их систематический осмотр, текущий ремонт, очистку и смазку. В процессе осмотра выявляют: состояние деталей, посадок в соединениях; подвижность роликов и катков. Невращающиеся ролики и катки с лысками на поверхности качения подлежат замене, ослабленные болтовые соединения звеньев и креплений рабочих органов должны быть затянуты. ТО звездочек выявляет износ по боковым поверхностям зубьев: звездочка подвергается ремонту или замене; устраняется сбег полотна. ТО грузонесущих элементов предусматривает их осмотр и устранение повреждений, затрудняющих эксплуатацию: выявляют наличие остаточных деформаций, надежности крепления к тяговому органу, износ; деформированные пластины исправляют или заменяют, регулируют зазоры между ними, ослабленные соединения подтягивают.
Пластинчатые конвейеры специального назначения Общее устройство, назначение, области применения Пластинчатые конвейеры специального назначения состоят из тех же основных элементов, что и пластинчатые конвейеры общего назначения (тяговые элементы, полотно или настил, привод, натяжное устройство), однако, имеют некоторые конструктивные особенности в зависимости от применения и использования в производственных и технологических процессах.
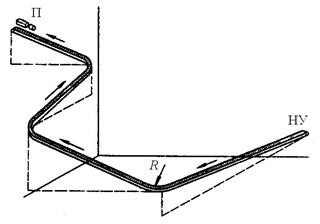
Изгибающиеся пластинчатые конвейеры с пространственной трассой Перемещают насыпные и штучные грузы по трассе с перегибами настила, как в вертикальной, так и в горизонтальной плоскостях (рис. 5). Применяются в угледобывающей и других отраслях промышленности, в аэропортах для перемещения багажа. Основным преимуществом изгибающихся пластинчатых конвейеров является бесперегрузочное транспортирование по сложной трассе; недостатком – сложность конструкции и эксплуатации. Тяговым элементом изгибающегося пластинчатого конвейера являются одна или две специальные пластинчатые или круглозвенные цепи (рис.6).
Рис. 5. Схема трассы изгибающегося пластинчатого конвейера
Рис. 6. Пластинчатый конвейер с пространственной трассой: 1 – настил; 2 – цепь; 3 – опорное устройство; 4 – каток
Настил изготавливают из металлических пластин с резиновыми элементами, имеющими плоские фрагменты и фигурные складки, что обеспечивает малые радиусы поворота и большие углы наклона трассы. Опорные катки обеспечивают движение настила на горизонтальных участках, направляющие катки – повороты настила. Основные параметры изгибающихся пластинчатых конвейеров: радиусы горизонтальных поворотов для одноцепных конвейеров составляют 4–7,5 м, для двухцепных – 10–15 м; ширина настила 400–1400 мм; привод – угловой или гусеничный; НУ – пружинно-винтовое. Промежуточная разгрузка может выполняться путем поперечного наклона настила.
Разливочные машины Представляют собой конвейер, в котором настил состоит из литых мульд, последовательно заливаемых жидким металлом при медленном движении конвейера. Разливочные машины используют для разливки цветных металлов (меди, олова, свинца), а также чугуна в доменных цехах. Длина и скорость движения выбирается таким образом, чтобы к подходу мульд к концу конвейера залитый металл (в виде чушек) успел охладиться и был готовым к разгрузке. Для охлаждения в процессе перемещения мульды поливают водой. Основные параметры разливочных машин: длина транспортирования – до 45 м, скорость перемещения v = 0,1–0,2 м/с, производительность до 120 т/ч.
|
||||
|
|
Последнее изменение этой страницы: 2016-04-07; просмотров: 834; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.32.238 (0.005 с.) |