Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Индивидуальные контрольные картыСодержание книги
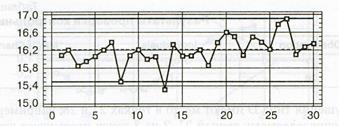
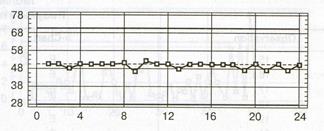
Поиск на нашем сайте В некоторых производственных ситуациях трудно сформировать данные в подгруппы, например: · производственный процесс очень медленный, поэтому неудобно накапливать данные перед анализом процесса; · необходимо анализировать каждый изготовленный объект; · измерения некоторых параметров процесса отличаются незначительно, что приводит к малой величине СКО. При таких обстоятельствах более полезным является использование индивидуальных контрольных карт (размер подгруппы равен 1). Для того же самого примера с переменной varl, сокращенной по длительности наблюдений до 30 значений, построим индивидуальную контрольную карту, которая приведена на рис. 8.7.
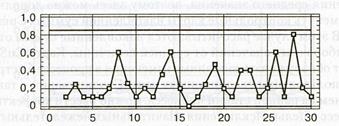
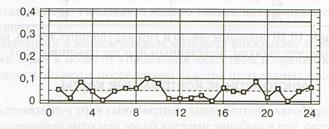
Рис. 8.7. Индивидуальная контрольная карта Из рис. 8.7 видно, что все точки находятся в области между контрольными границами, и, следовательно, процесс находится под контролем. Здесь, кроме индивидуальной контрольной карты, можно построить контрольную карту скользящего размаха (Moving Range). Эта карта MR(2) отображает скользящий размах для последовательности наблюдений, который определяется по двум соседним точкам. Полученная карта MR(2) приведена на рис. 8.8.
Рис. 8.8. Контрольная карта скользящего размаха Из рис. 8.8 видно, что все точки рассматриваемого примера находятся в пределах контрольных границ. Тесты по проверке контрольных карт для переменной varl на соответствие указанным выше правилам приведены в табл. 8.9. Здесь нарушения правил зарегистрированы только на индивидуальной контрольной карте. Таблица 8.9 Результаты проверки контрольных карт
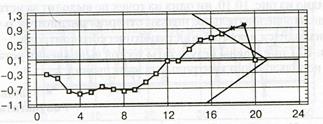
Нарушения типа D имеют место в точках 27 и 28, например, к моменту, определяемому точкой 27, 2 из 3 точек превышают значение, равное двум СКО. Индивидуальная контрольная карта не способна отражать малые изменения среднего значения, поэтому здесь можно дополнительно применять контрольные карты накопленной суммы (Cumulative Sum). В этом случае рассчитываются накопленные суммы отклонений выборочных значений от средней величины. Карта CuSum позволяет обнаруживать внезапные изменения в процессе быстрее, чем при использовании традиционных карт. Столкнувшись с таким изменением на ранней стадии процесса, можно ввести корректировки в процесс с целью исключения значительных нежелательных явлений. Пример такой карты для той же самой переменной varl показан на рис. 8.9.
Рис. 8.9. Контрольная карта накопленной суммы CuSum На этой карте изображена также V-образная маска, с помощью которой можно судить о стабильности среднего значения процесса. В случае, если точки выходят за пределы маски, то в наблюдаемом процессе имеются значимые отклонения от среднего значения (в точках 18, 19). Контрольные карты приемочного контроля
Модуль Quality Control для STATGRAPHICS Plus for Windows содержит четыре атрибута контрольных карт: · р -карты; · пр -карты; · с -карты; · и -карты. Тип применяемой карты зависит от способа, которым подсчитывается число дефектов. Для каждого типа карт можно использовать опцию скользящего среднего или предупреждающих границ. Применение р-карт Анализ, проводимый при помощи р -карт, основан на оценке доли дефектных изделий в выборке, и в случае неприемлемо высокой доли формулируется вывод о выходе процесса из-под контроля. На первом этапе оцениваются контрольные пределы, которые устанавливают норму для использования при измерении параметров процесса. Далее на втором этапе вводятся реальные доли дефектных изделий и проводится сопоставление с нормативом. Пример 3. Для построения р -карты воспользуемся файлом данных, который находится в пакете Statgraphics под названием QCdata. Выберем в этом файле переменную var2, объем выборки которой составляет 24 единицы, определенные по результатам тестирования партии. В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и р — Chart Analysis. Карты строятся при допущении, что данные взяты из биномиального распределения, параметры которого оцениваются из выборки. Выдвигается гипотеза о том, что эти данные характеризуют процесс, находящийся в состоянии статистического контроля. На рис. 8.10 приведена р -карта для переменной var2.
Рис. 8.10. р -карта для переменной var2 Как видно из рис. 8.10, ни одна из точек не выходит за установленные пределы, следовательно, нельзя отвергнуть гипотезу о том, что процесс находится в состоянии статистического контроля. В табл. 8.10 приведены результаты тестов выполнения установленных при использовании контрольных карт правил. Таблица 8.8 Результаты тестов
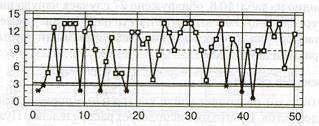
Как видно из табл. 8.10, обнаружено 10 случаев нарушения правила Е. Например, в точке 15 имеется такое нарушение, означающее, что к этому наблюдению уже была группа из 15 точек, находящихся в диапазоне одного СКО. Применение пр-карт Подобно предыдущим картам пр -карты основаны на дефектных изделиях, но этот анализ использует число дефектных изделий в выборке. При построении пр -карт вначале оцениваются контрольные пределы, которые устанавливают норму для использования при измерении параметров процесса. Далее на втором этапе вводится число дефектных изделий и проводится сопоставление с нормативом. Пример 4. Для построения пр -карты выберем в файле QCdata переменную recdefects, объем выборки которой составляет 50 единиц. В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и пр -Chart Analysis. Процедура позволяет определить, находятся ли данные рассматриваемого процесса в состоянии статистического контроля. Карты строятся при допущении, что данные взяты из биномиального распределения, параметры которого оцениваются из выборки. Построенная пр -карта приведена на рис. 8.11 для переменной recdefects, откуда видно, что из 50 точек 8 наблюдений оказываются ниже нижнего контрольного предела. Следовательно, процесс вышел из-под контроля и необходимы корректировочные мероприятия.
Рис. 8.11. пр -карта для переменной recdefects В табл. 8.11 приведены результаты тестов выполнения установленных при использовании контрольных карт правил. Таблица 8.11 Результаты тестов
Как видно из табл. 18.11, обнаружено 27 случаев нарушения правил. Например, правило D было нарушено в точке 2. К этому моменту сформировалась группа, в которой 2 из 3 наблюдений превышают диапазон, равный двум СКО. Применение с-карт Этот тип карт позволяет найти контрольные пределы, связанные с числом дефектов. Программа использует распределение Пуассона как модель для контрольных границ. С -краты полезны в случае, когда необходимо подсчитать количество дефектов, чем просто классифицировать изделие как дефектное. Пример 5. Для построения с -карты выберем в файле QCdata переменную var3, объем выборки которой составляет 24 единицы. В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и с -Chart Analysis. Построенная с -карта приведена на рис. 8.12, откуда видно, что все точки находятся в разрешенных пределах.
Рис. 10.12. с- карта для переменной var3 Результаты тестов выполнения установленных при использовании контрольных карт правил приведены в табл. 8.12. Таблица 8.12 Результаты тестов
Среди отмеченных нарушений отмечено только правило Е, к примеру, в точке, отмеченной номером 15, уже имеется серия из 15 наблюдений, находящихся в интервале, равном одному СКО. Применение и-карт Этот вид карт определяет число дефектов на единицу продукции, выраженное в долях. Такой анализ является более приемлемым по сравнению с с -картами в том случае, если объем выборки или размер подгрупп представляет собой переменную величину. Как и прежде, на первом этапе оцениваются контрольные пределы, устанавливающие норму для измеряемых характеристик процесса. Затем выполняется второй этап, на котором вводится число дефектов на изделие для оценки состояния процесса. Контрольные карты строятся при допущении, что данные подчиняются распределению Пуассона с параметрами, оцениваемыми по результатам выборки. Пример 6. Для построения и -карты выберем в файле QCdata переменную var2, объем выборки которой составляет 24 единицы. В исходном окне выбираем опцию Special, затем последовательно модуль Quality Control, Attributes Control Charts и и -Chart Analysis. Построенная и -карта приведена на рис. 8.13, откуда видно, что все точки находятся в разрешенных пределах. Результаты тестов выполнения установленных при использовании контрольных карт правил приведены в табл. 8.13.
Рис. 8.13. и -карта для переменной v
Таблица 8.13 Результаты тестов
В табл. 8.13 показаны число и тип нарушенных тестов, которые аналогичны результатам, полученным при построении с -карт.
|
||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 424; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.214 (0.01 с.) |