Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Контрольные карты среднего и размахаСодержание книги
Поиск на нашем сайте
Эти карты отображают графики средних значений и размаха в подгруппах. Вместе карты среднего и размаха обеспечивают хорошее представление контролируемого производственного процесса. График средних значений показывает среднюю величину выборочных подгрупп, график размаха — вариацию в подгруппах размаха. При проведении этого анализа на первом этапе оцениваются контрольные пределы, определяющие своего рода «стандарт» для конкретных измерений. Затем проводятся измерения, результаты которых сравниваются с установленными контрольными пределами. При мониторинге производственного процесса общепринятым подходом является контроль через периодические интервалы времени, чтобы быть уверенным в сохранении состояния «статического контроля». Говорят, что процесс находится под контролем, если его характеристики не выходят за установленные пределы. Для определения факта нахождения процесса под контролем необходимо брать выборки данных через равные промежутки времени, вычислять по этим выборкам среднее и размах и сравнивать получаемые значения с контрольными пределами. Пример 2. Для построения контрольных карт используется файл данных, который находится в пакете Statgraphics под названием QCdata. В этом файле выбирается переменная varl, объем выборки которой составляет 100 единиц. Эта выборка разделяется на 20 подгрупп, иллюстрирующих контроль переменной через равные интервалы. Контрольные карты в этом случае строятся в предположении, что данные подчиняются нормальному распределению со средним и СКО, определенными из выборки. На первом этапе (Initial Study) оцениваются контрольные пределы, устанавливающие норматив для анализируемого процесса. Диалоговое окно первого этапа показано на рис. 8.2.
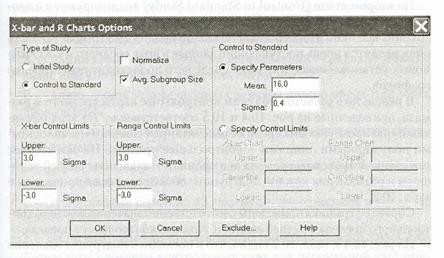
Рис. 8.2.Диалоговое окно этапа Initial Study На втором этапе (Control to Standard Study) анализируются и вводятся текущие значения процесса для сопоставления с нормативом. Диалоговое окно второго этапа показано на рис. 10.3. В правую часть окна вводятся вновь поступающие данные в виде среднего и СКО или новых установленных пределов, после чего происходит перестроение графиков.
Рис. 8.3. Диалоговое окно этапа Control to Standard Study В результате расчетов получим контрольные карты среднего и размаха, приведенные на рис. 18.4 и 8.5, соответственно. На этих рисунках пунктиром указаны средние рассчитанные значения, а сплошными полужирными линиями – контрольные пределы. На оси абсцисс отмечены номера подгрупп, на оси ординат – значения средней величины и размаха для каждой подгруппы; последние также приведены в табл. 8.5.
Рис. 8.4. Контрольная карта средней величины
Рис. 8.5. Контрольная карта размаха
Таблица 8.5 Средняя величина и размах для каждой подгруппы
Справа от графика приведены, соответственно, значения верхнего контрольного предела, средней линии и нижнего контрольного предела. Из рис. 8.4 и табл. 8.5 видно, что в последней подгруппе значение среднего выходит за нижний контрольный предел, поэтому необходима переналадка процесса. Кроме табличного и графического представления результатов, программа устанавливает ряд правил, проверка которых позволяет выявить те или иные отклонения от установившегося процесса. В модуле для контрольных карт введены следующие правила: · А — длина серии (ряд точек, не пересекающих среднюю линию) выше или ниже среднего значения превышает 8; · В — длина серии, пересекающей среднюю линию вверх или вниз, превышает 8; · С — серии из 5 подгрупп, в которых 4 подгруппы превышают интервал, равный одному СКО; · D — серии из 3 подгрупп, в которых 2 подгруппы превышают интервал, равный двум СКО; · Е — непрерывные серии из 15 подгрупп, находящихся в пределах одного СКО; · F — серии из 8 подгрупп, превышающих интервал, равный двум СКО. Результаты проверки контрольных карт для переменной varl приведены в табл. 8.6. Таблица 8.6 Результаты проверки контрольных карт
В табл. 8.6 отражены любые нерегламентированные проявления в данных. Такой анализ часто полезен при обнаружении неявных нарушений процесса, например, при медленном отклонении параметров процесса от установленных значений даже при отсутствии точек вне контрольных границ. На карте среднего значения в рассматриваемом примере обнаружено 6 нарушений правил. В табл. 8.6 указываются подгруппы или наблюдения, в которых проявляется нарушение правил. Например, правило С было нарушено в точке 14 (рис. 8.4).
|
||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 342; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.106.176 (0.008 с.) |