
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Краткие сведения о клеевых соединенияхСодержание книги
Поиск на нашем сайте
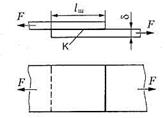
15.12. В настоящее время все шире применяют неразъемные соединения металлов и неметаллических материалов, получаемые склеиванием. Наибольшее применение получили клеевые соединения внахлестку (рис. 15.14), реже — встык. Клеевые соединения позволили расширить диапазон приме-
Рис. 15.14. Клеевое соединение внахлестку
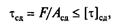
нения в конструкциях машин сочетаний различных неоднородных материалов — стали, чугуна, алюминия, меди, латуни, стекла, пластмасс, резины, кожи и т. д. Применение универсальных клеев типа БФ, ВК, МПФ и других (в настоящее время употребляют более ста различных марок клеев) позволяет довести прочность клеевых соединений до 80 % по отношению к прочности склеиваемых материалов. На прочность клеевых соединений влияют характер действующих на соединение нагрузок, марка клея, конструкция соединения, технология склеивания, условия эксплуатации. 15.13. Достоинства и недостатки клеевых соединений. Достоинства: • простота получения неразъемного соединения и низкая стоимость работ по склеиванию; • возможность получения неразъемного соединения разнородных материалов любых толщин; • отсутствие коробления получаемых деталей; • герметичность и коррозионная стойкость соединения; • значительно меньшая, чем при сварке, концентрация напряжений. Недостатки: • уменьшение прочности соединения с течением времени («старение»); : • низкая теплостойкость большинства марок клеев. Можно ли надежно склеить такие материалы: сталь—сталь, сталь — алюминий, сталь—стеклотекстолит, сталь—мрамор, сталь—текстолит? 15.14. Область применения. Клеевые соединения широко применяют в самолетостроении, при изготовлении режущего инструмента, электро- и радиооборудования, в оптической и деревообрабатывающей промышленности, строительстве, мостостроении. В настоящее время созданы некоторые марки клеев на основе полимеров, удовлетворительно работающих при температуре до 1000°. Можно ли применить клеевые соединения для узлов, работающих при температуре 600 °С? 15.15. Расчет клеевых соединений на прочность. Соединения внахлестку. При действии растягивающей или сжимающей силы F (рис. 15.14) расчет производят на сдвиг (срез) по формуле
где τсд и [τ]сд — расчетное и допускаемое напряжения на сдвиг; [τ]сд= 10 ÷ 25 МПа для карбонильного клея, [τ]сд = 4,5 ÷ 7,0 МПа для клея группы БФ; F — нагрузка, действующая на соединение; Аса — площадь сдвига (среза).
Чем отличается расчет клеевых соединений внахлестку и встык при действии растягивающей силы? 15.17. Ответить на вопросы контрольной карточки 15.2, Контрольная карточка 15.2
Ответы на вопросы 15.2. Сварное соединение — неразъемное соединение деталей с помощью сварных швов. Сварной шов — затвердевший после сварки металл, соединяющий свариваемые детали. 15.3. Показанный на рис. 15.2, а сварной шов — стыковой (отсутствие накладок и выступающих головок заклепок снижает массу сварной конструкции по сравнению с клепаной); на рис. 15.2, б показан заклепочный стыковой шов. 15.4. Зубчатый венец колеса приваривается к ступице (рис. 15.3) с последующим фрезерованием. 15.5. Потолочный шов имеет сравнительно меньшую прочность ввиду того, что условия выполнения этого шва менее благоприятны, чем нижнего, горизонтального, вертикального швов (потолочный шов расположен над электродами и руками рабочего). Рис. 15.2, а — стыковое соединение; соединяемые элементы являются продолжением один другого (сварку производят по торцам); Рис. 15.5 — нахлесточные соединения; боковые поверхности соединяемых элементов перекрывают одна другую; Рис. 15.3, 15.7, а, б — тавровые соединения; соединяемые элементы перпендикулярны один к другому (один элемент торцом приваривается к боковой поверхности другого);
Рис. 15.7, в, г — угловые соединения; соединяемые элементы перпендикулярны (или наклонны) один к другому (свариваются по кромкам). 15.6. Стыковой шов без скоса кромок применяют при сварке деталей толщиной 5 до 8 мм. 15.7. Шов, показанный на рис. 15.7, б — угловой. Профиль нормального углового шва — равнобедренный треугольник. На рис. 15.12, в катет шва К=δ. 15.8. Для нахлесточного соединения и соединения с накладками лобовые и фланговые угловые швы применять можно. 15.10. При l ш > b следует применять стыковой косой шов (см. шаг 15.6). 15.11. Исходная формула для определения расчетного напряжения для одностороннего лобового углового шва
где F — нагрузка, действующая на шов; Аср — площадь опасного сечения углового шва. Для данного случая (см. рис. 15.12) Аср = hlш. Так как h = 0,7Кlш (см. шаг 15.11), то Аср = 0,7К1ш. 15.13. Можно. 15.14. Можно. 15.15. Клеевые соединения внахлестку рассчитывают по условию прочности на сдвиг, а соединения встык — на растяжение. Коды правильных ответов на вопросы контрольных карточек
Введение К.К. 0.1. Код- 5; 7 и 8; 11; 12 и 13; 17; 18
Глава 1 К.К. 1.1. Код- 3; 8; 13; 17; 19 К.К. 1.2. Код-4; 7; 10; 14; 18
Глава 2 К.К. 2.1. Код- 2; 6; 8; 10; 15 К.К. 2.2. Код- 2; 5; 11; 14; 16 К.К. 2.3. Код-2; 6; 7; 10; 13
Глава 3 К.К. 3.1. Код - 1;5;7; 12; 15 К.К. 3.2. Код –1;6; 10; 16; 18 К.К. 3.3. Код –3; 6; 10; 12; 15 К.К. 3.4. Код –2; 5; 10; 12; 16 и 18 К.К. 3.5. Код –5; 7; 12; 19; 22 и 25 К.К. 3.6. Код –2; 5; 9; 11; 15 К.К. 3.7. Код –1; 6; 8; 9; 12 К.К. 3.8. Код –4; 6; 10; 16; 19 К.К. 3.9. Код –3;6;9; 11; 17
К.К. 3.10. Код - 4; 6; 9; 14; 19 К.К. 3.11. Код -3;7; 11; 12; 18
К.К. 3.12 Код- 3; 4; 6; 10; 13
Глава 4 К.К. 4.1. Код-3; 4; 8; 14; 16; 22
Глава 5 К.К. 5.1. Код - 4; 7; 10; 15; 18, 21 К.К. 5.2. Код - 2; 5 и 6; 9 и 10; 13; 19
Глава 6 К.К. 6.1. Код- 3; 4; 7; 9; 11 К.К. 6.2. Код- 3; 5; 9; 12; 16 К.К. 6.3. Код- 1; 5; 7; 11; 15 К.К. 6.4. Код - 4; 5; 8; 14; 17
Глава 7 К.К. 7.1. Код- 1; 4; 9; 12; 14 К.К. 7.2. Код - 3; 7; 10; 14; 19
Глава 8 К.К. 8.1. Код- 3;4; 9; 12; 15 К.К. 8.2. Код- 1; 7; 11; 14 и 15; 16
Глава 9 К.К. 9.1. Код- 3; 7; 9; 13-15; 18
Глава 10 К.К. 10.1. Код - 4; 9; 12; 14; 16 и 17
Глава 11 К.К. 11.1. Код- 3; 6; 11; 14; 19 К.К. 11.2. Код-4; 6; 9; 13; 16 К.К. 11.3. Код- 2; 4; 5; 8; 10; 17
Глава 12 К.К. 12.1. Код - 1; 2; 5; 8; 9; 12; 14 и 15 К.К. 12.2. Код - 2 и 3; 8; 13; 15; 17; 19
Глава 13 К.К. 13.1. Код- 2; 5; 9; 13; 15 К.К. 13.2. Код - 2; 4; 9; 13; 17
Глава 14 К.К. 14.1. Код-2; 3; 7; 8; 15; 16 К.К. 14.2. Код — 2; 7; 11; 12; 14 и 15; 18 и 19 (принимаем большее из полученных значений)
Глава 15 К.К. 15.1. Код- 1; 2; 5; 8; 14; 19 К.К. 15.2. Код - 2; 3; 5; 10; 13; 15
|
|||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 639; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 13.58.32.115 (0.01 с.) |

 (15.7)
(15.7)


 (15.8)
(15.8)


