
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Р—Т—Р—Т—Р—Т (разгон — торможение — разгон — торможение — разгон — торможение).Содержание книги
Поиск на нашем сайте
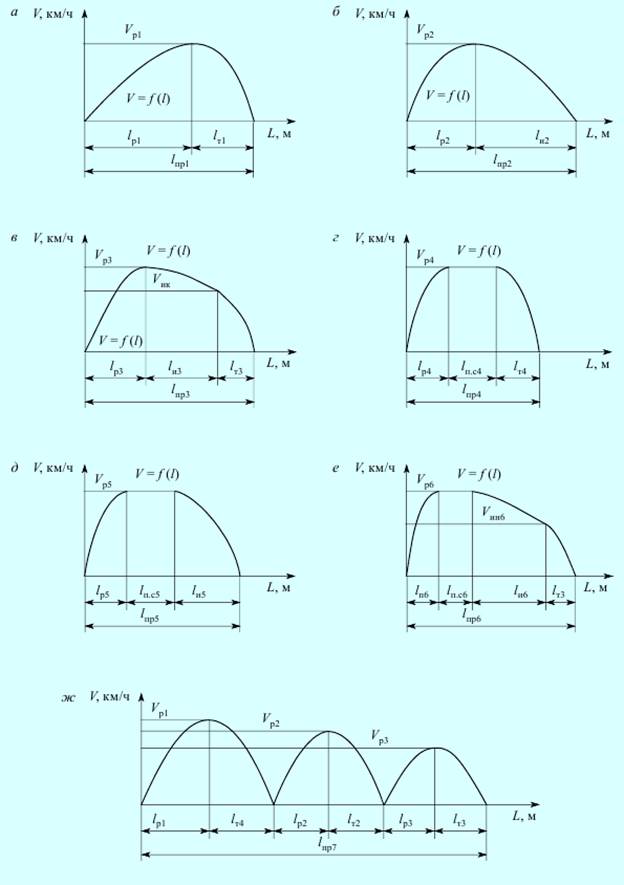
Это — сложный тип маневрового полурейса. Здесь машинист, не меняя направление следования состава, делает несколько разгонов и торможений, в конце полурейса — торможение. Такой тип полурейсов применяется при маневрах серийными толчками. Он может быть еще более сложным, если внутри полурейса производить торможение не до полной остановки (рис. 2.8, ж). Продолжительность полурейсов зависит от величины маневрового состава, длины полурейса, скорости движения, уклонов пути и других факторов. Для расчета указанных элементов маневровой работы в практике может быть использован метод тяговых расчетов, заключающийся в графическом или аналитическом определении этих элементов. Нормы времени на маневровые операции на каждой станции устанавливаются на основе Методических указаний МПС России по расчету норм времени на маневровые работы, выполняемые на железнодорожном транспорте[9]. Технологическое время на выполнение маневровой работы определяется суммированием норм времени отдельных составляющих ее операций, зависящих от длин полурейсов, средних скоростей передвижения, количества вагонов в отцепе и т.д. В расчетах необходимо учитывать не только время, связанное с непосредственным передвижением маневрового локомотива с вагонами или без них, но и время на подготовительно-заключительные операции (получение распоряжений о производстве работы, расцепка вагонов, укладка и уборка тормозных башмаков и т. д.). Причем в расчет берется только то время, когда операции требуют перерывов в передвижениях локомотива.
Рис. 2.8. Типы полурейсов:
V p, l p — скорость и длина участка разгона соответственно; l пр — длина полурейса; l и — длина участка пути, проход имого по инерции; l т — то же торможения; l п.с — то же с постоянной скоростью Нормы времени на выполнение подготовительно-заключительных операций приведены в Приложении 1. Кроме того, технологические перерывы в работе могут возникать из-за враждебности передвижений, связанных с освобождением занятого маршрута, с про- пуском маневровых составов, отдельных локомотивов и т.д. Это время удобно определять через коэффициент враждебности, представляющий собой отношение времени на операции, вызывающие перерывы, к общей продолжительности смены или суток (за исключением времени непроизводительных простоев — ожидание работы, экипировка локомотива, смена бригады и т.д.). Пример. Хронологическим путем установлено, что в маневровом районе в течение 260 мин маневровая работа не производилась из-за отправления поездов, пропуска одиночных локомотивов и маневровых составов из других районов. Кроме того, маневровая бригада имела простои в период ожидания работы и окончания экипировки локомотива — 90 мин. Определить коэффициент враждебности. Решение. Кв=1+ Таким образом, если время на перестановку состава равна 12 мин, то с учетом коэффициента враждебности расчетное время увеличится и составит: tперест = 12 · 1,19 = 14,28 мин. Расформирование-формирование составов. Технология совмещения операций по расформированию-формированию предусматривает сортировку отцепов по путям сортировочного парка, специализированным в соответствии с планом формирования. Время Тр.ф. на расформирование-формирование составов зависит от способа производства маневров и приведенного уклона пути следования отцепа по вытяжке и стрелочной зоне: Т р.ф. = А · g 0 + Б · m с, (2.1) где А, Б — нормативные коэффициенты, учитывающие затраты времени на заезд локомотива под состав, вытягивание состава (или его части) на вытяжку, осаживание (или толчки) для сортировки вагонов и оттягивание состава после толчков, в зависимости от уклона вытяжки и способа производства маневров; g0 — число отцепов в расформировываемом составе; mc — число вагонов в составе. Значение параметров А и Б приведено в табл. 2.2. Таблица 2.2 Значение параметров А и Б при определении времени на расформирование-формирование составов на вытяжках (мин)
При сортировке серийными толчками дополнительно учитывается время, мин, на осаживание вагонов: tос = 0,06 · mс (2.2) Пример. Определить технологическое время на расформирование-формирование состава при среднем числе вагонов в составе mc = 60, числе отцепов g0 = 17, приведенном уклоне пути свободного движения отцепов по вытяжке и 100 м стрелочной зоне iприв = 1,8 %0. Маневры производятся серийными толчками. Решение. Тр.ф. = 0,41 · 17 + 0,32 · 60 + 0,06 · 60 = 29,77 мин. Для быстрого счета можно воспользоваться таблицами из упомянутых Методических указаний МПС, данными в Приложении 2. Окончание формирования одногруппного состава при накоплении на одном пути. Для окончательной подготовки состава к отправлению в сортировочном парке необходимо выполнить операции по расстановке вагонов в соответствии с требованиями ПТЭ и Положения о порядке охраны грузов и объектов на железнодорожном транспорте. Технологическое время на окончание формирования определяется по формуле: То.ф = Т ПТЭ + Тподт, (2. 3) где Т ПТЭ — технологическое время на операции, связанные с расстановкой вагонов по ПТЭ; Т подт — время на подтягивание вагонов со стороны вытяжных путей для ликвидации «окон» на путях сортировочного парка. ТПТЭ = В + Е · mф, (2. 4) где В, Е — нормативные параметры, значения которых зависят от количества операций Р 0 (среднего числа расцепок вагонов, подлежащих формированию, в местах несовпадения осей автосцепки и постановки вагонов прикрытия); m ф — среднее число вагонов в формируемых составах. Пример. Определить среднее число расцепок Р 0, необходимых для расстановки ваг нов в соответствии с ПТЭ, если общее число вагонов, поступивших на путь за сутки, составляет 380, число расцепок по данному пути за сутки — 6, среднее число вагонов в формируемых составах 60. Решение. Р0 = Число расцепок за сутки по определенному пути определяется хронометражными наблюдениями. Технологическое время на подтягивание вагонов составляет: Тподт = 0,08 · mф, где 0,08 — коэффициент, выражающий затраты локомотиво-минут на подтягивание одного вагона, включаемого в формируемый состав. (На практике он определяется делением общих затрат времени на подтягивание вагонов в течение 3 суток на число вагонов в сформированных за это время составах.) Значения параметров В и Е приведены в табл. 2.3. Пример. Определить технологическое время Т оф окончания формирования одногруппного состава при накоплении на одном пути, если известны число вагонов в формируемом составе n ф = 60; среднее число расцепок P 0 = 0,96. Решение. Тоф = 3,04 + 0,19 · 60 + 0,08 · 60 = 19,24 мин ≈ 20 мин. Если же расстановка вагонов в соответствии с ПТЭ производится одновременно с 2 сторон двумя локомотивами, то Т ПТЭ определяется отдельно для головной и хвостовой части состава и большее значение принимается для всего состава. Для быстрого счета нормы времени на окончание формирования одногруппных составов на одном и двух путях накопления приведены в таблицах Приложения 2. Таблица 2.3 Значение параметров для определения технологического времени на расстановку вагонов в составе по ПТЭ, мин
Примечание. По этой таблице определяют также нормы времени на окончание формирования вывозного (сборного) поезда с работой на промежуточных станциях, а также на подборку вагонов для подачи их к погрузочно-выгрузочным фронтам. Вначале — разгон, затем движение с постоянной скоростью, отключение тяги и движение по инерции, в конце полурейса торможение (рис. 2.8, е). Формирование многогруппного состава (сборного) при накоплении вагонов на одном пути. Технологическое время Тф на формирование многогруппного состава включает в себя время Тс на сортировку вагонов по группам всоответствии с географическим расположением станций на участке и время Тсб насборку под формированных групп на путь сборки. Оно определяется по формуле: Тф = Тс + Тсб; (2.5) Тс = А · gф + Б · mс; где gф — среднее число групп формирования на пути накопления; mc — среднее число сортируемых вагонов (равно числу вагонов, включаемых в поезд). gф = где S0 — среднесуточное число групп вагонов, поступивших на путь накопления за сутки, вычисляется как сумма поступивших групп с каждым поездом, т.е. S0 = S1 + S2 + … + Sn; K — среднее число групп в одном составе; ρ0 — число расцепок, необходимых для расстановки вагонов по ПТЭ; Nф — среднесуточное число формируемых составов. Время Тсб на сборку групп на путь сборки Тсб = 1,8 · p + 0,3 · mсб, (2.6) где p — число путей, с которых собираются вагоны, p = К – 1; mсб — число вагонов, переставляемых на путь сборки, mсб = Нормы времени на сортировку вагонов приведены в табл. 2.4—2.10, на сборку вагонов — в табл. 2.13 (Приложение 2). Пример. Определить норму времени на формирование многогруппного состава из вагонов, накапливаемых на одном пути, при следующих исходных данных: среднее число вагонов в составе формируемого поезда — 57; приведенный уклон вытяжки 0,96 %0; сортировка производится изолированными толчками; поступление на путь накопления: S1 = 5 групп; S2 = 6 групп; S3 = 7 групп; S4 = 5 групп; S5 = 7 групп; S6= 8 групп; среднесуточное число формируемых составов Nф = 3,0; число расцепок для расстановки вагонов по ПТЭ ρ0 = 0,77; из 10 отправленных составов в одном составе 4 группы, в двух — по 5 групп, в четырех — по 2 группы, в трех — по 3 группы. Решение. Тф = Тс + Тсб; Тс = А · gф + Б · mс; gф = S0 = 5 + 6 + 7 + 5 + 7 + 8 = 38 групп K =? 1 · 4 = 4; 2 · 5 = 10; 4 · 2 = 8; 3 · 3 = 9; 1 + 2 + 4 + 3 = 10 составов; 4 + 10 + 8 + 9 = 31 группа. Среднее число фактических групп в одном составе: К = gф = Теперь по табл. 2.2 Приложения для 10,37 отцепов и 57 вагонов в составе определяем время на сортировку изолированными толчками при i = 0,96%0: Тс = 27,75 мин. А по табл. 2.8 Приложения при среднем количестве поездных групп в одном составе (К = 3,1) находим время на сборку вагонов: Тсб = 15 мин. Таким образом, Тф = 27,75 + 15 = 42,75 мин ≈ 43 мин. Нормативы времени на другие виды маневров рекомендуется рассчитывать на основе вышеупомянутых Методических указаний.
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-05; просмотров: 272; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.116.15.124 (0.008 с.) |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

 =1,19
=1,19 · 60 = 0,96.
· 60 = 0,96. +ρ0+1;
+ρ0+1;
 + ρ0 + 1;
+ ρ0 + 1; = 3,1;
= 3,1; + 0,77 + 1 = 10,37 групп.
+ 0,77 + 1 = 10,37 групп.


