Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Характеристика типов производстваСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
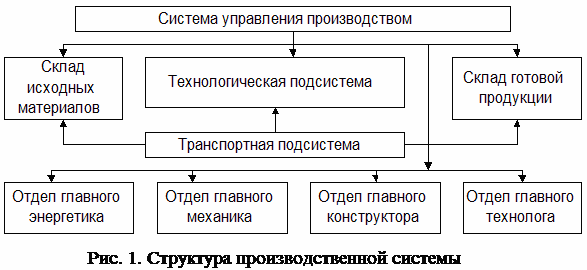
Тип производства оказывает решающее влияние на особенности его организации, управления и экономические показатели. Организационно-технические особенности типа производства влияют на экономические показатели предприятия, на эффективность его деятельности. С повышением технической вооруженности труда и ростом объема выпуска продукции при переходе от единичного к серийному и массовому типам производства уменьшается доля живого труда и возрастают расходы, связанные с содержанием и эксплуатацией оборудования. Это ведет к снижению себестоимости продукции, изменению ее структуры. Таким образом, при массовом производстве изделий вопросы применения прогрессивных технологических процессов, инструмента и оборудования, комплексной механизации и автоматизации решаются проще, чем в индивидуальном и серийном производстве. 78. Технологический процесс (ТП), определение, структуры и содержание, показатели ТП. Технологический процесс - это часть производственного процесса, содержащая целенаправленные действия по изменению или определению состояния объекта труда, направленные на изготовление изделия. В соответствии с этим ТП определяется технологической системой, которая является подсистемой производственной системы, структура которой приведена на рис.1.
Технологические процессы строят по отдельным методам их выполнения (процессы литья, механической и термической обработки, покрытий, сборки, монтажа и контроля ЭА) и разделяют на операции. Технологическая операция это законченная часть (ТП), выполняемая непрерывно на одном рабочем месте, над одним или несколькими одновременно изготавливаемыми или собираемыми изделиями одним или несколькими рабочими. Технологическая операция является основной единицей производственного планирования и учета. На основе операций оценивается трудоемкость изготовления изделий и устанавливаются нормы времени и расценки; определяется требуемое количество рабочих, оборудования, приспособлений и инструментов; себестоимость изготовления; ведется календарное планирование производства и осуществляется контроль качества и сроков выполнения работ. Структурная схема комплексного типового технологического процесса сборки узла РЭА на печатной плате представлена на рисунке 2.
Рисунок 2 - Структурная схема комплексного типового технологического процесса сборки узла РЭА на печатной плате. Технологическая операция может быть разделена на позиции, установы, переходы, проходы и приемы. Позиция — фиксированное положение, занимаемое закрепленной заготовкой, относительно инструмента или неподвижных элементов оборудования для выполнения определенной части операций. Установ — изменение положения обрабатываемой заготовки в процессе выполнения технологической операции. Переход — законченная часть технологической операции, характеризуемая постоянством обрабатываемых поверхностей и применяемого инструмента, Переход при обработке резанием может быть разделен на проходы. Проход — часть перехода связанная со снятием слоя обрабатываемого материала при однократном движении инструмента или группы инструментов относительно обрабатываемой поверхности. Прием — часть операции, представляющая собой совокупность действий, связанных каким-либо одним целевым назначением (установка изделия в приспособление, включение станка и др.). Проектирование процесса начинают с изучения и анализа конструкции по чертежам, схемам, техническим условиям и программе испытаний. В результате этого анализа должны быть установлены взаимосвязь частей изделия, условия их соединяемости и функционирования, определены процессы, оказывающие наиболее существенное влияние на качество изделия. После такого анализа конструкции разрабатывают последовательность (маршрут) сборки, последовательность и содержание каждой операции и оформляют технологическую документацию. В заключение технологический процесс сборки оценивается комплексом показателей. Основные из них: удельный вес трудоемкости сборочных работ; длительность цикла сборки; степень разделения сборки на параллельные потоки; удельный вес операций механизированных, выполняемых без подгонки, разборки, механической обработки и др. По этим показателям можно выбрать из нескольких вариантов процесса сборки изделия и других аналогичных ему по конструкции.
|
|||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 684; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.220.32.12 (0.012 с.) |