Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Импульсная модуляция, шим, спектр широтно-импульсных колебаний.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Радиосигналы с импульсной модуляцией. При импульсной модуляции (рис. 2.28) в качестве несущего колебания используются различные периодические импульсные последовательности, в один из параметров которых вводится информация о передаваемом сообщении. Для дискретных сигналов процесс модуляции принято называть манипуляцией параметров импульсов. Положим, что поднесущим колебанием в системе передачи информации с импульсной модуляцией является периодическая последовательность прямоугольных импульсов с амплитудой Um, длительностью τи и периодом повторения Т (рис. 2.28, а). Для наглядности и упрощения выкладок выберем в качестве модулирующего сигнала гармоническое колебание вида (2.57) с начальной фазой θ0=90о (рис. 2.28, б). Импульсную модуляцию в зависимости от выбора изменяемого параметра модулируемой импульсной последовательности принято делить на следующие виды: амплитудно-импульсную (АИМ), когда по закону передаваемого сообщения изменяется амплитуда импульсов исходной последовательности (рис. 2.28, в); широтно-импульсную (ШИМ), при изменении по закону передаваемого сообщения длительности (ширины) импульсов исходной последовательности (рис. 2.28, г); фазоимпульсную (ФИМ), или времяимпульсную (ВИМ), если по закону передаваемого сообщения изменяется временное положение импульсов (рис. 2.28, д).
Рис 2.28. Импульсная модуляция: а — периодическая последовательность исходных импульсов; б —модулирующий сигнал; в — АИМ; г — ШИМ; д — ФИМ; е — ИКМ импульсно-кодовая модуляция (ИКМ) применяется наиболее широко в современной радиоэлектронике и системах связи, при которой передаваемый аналоговый первичный сигнал превращается в цифровой код — последовательность импульсов (1 — «единиц») и пауз (0 — «нулей»), имеющих одинаковую длительность. Данный вид импульсной модуляции представлен на рис. 2.28, е Суть ШИМ состоит в изменении ширины импульса Tи при постоянной частоте следования импульсов Tпер, т.е. Tи-var, Tпер-const (изменяется скважность импульсов Q= Tи/ Tпер). Амплитуда импульсов с ШИМ остаётся величиной постоянной. Спектр широтно – импульсных колебаний показан на рис.75.1. Как видно из рис75.1 спектр широтно – импульсных колебаний имеет очень насыщенный характер с высокочастотными составляющими.
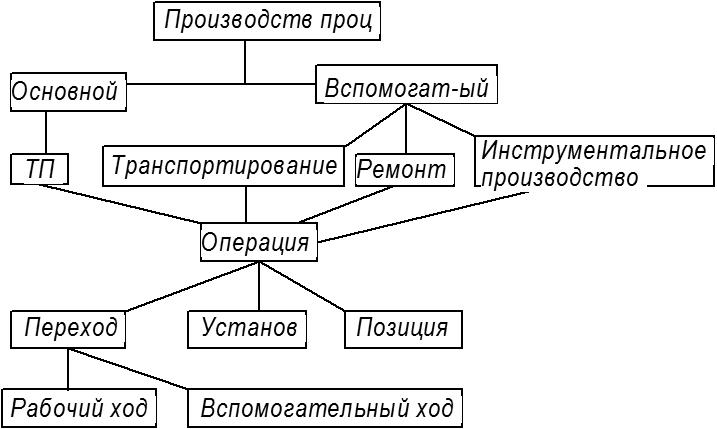
Рис.75.1. 76. Приведите структурную схему (содержание) производственного процесса (ПРП), показатели ПРП.
Производственный процесс — совокупность всех действий людей и орудий производства, необходимых на данном предприятии для изготовления или ремонта выпускаемых изделий. Производственный процесс включает в себя основные процессы, непосредственно связанные с изготовлением деталей и их сборкой, а также вспомогательные, например подготовку производства, транспортирование, контроль и хранение материалов (полуфабрикатов), ремонт оборудования, изготовление технологической оснастки и др. Часть производственного процесса, содержащая действия по изменению и последующему определению состояния предмета производства, называется технологическим процессом. Технологический процесс изготовления деталей состоит из получения заготовок и последующей их обработки. Его расчленяют на технологические операции. Технологическая операция — законченная часть технологического процесса, выполняемая на одном рабочем месте одним или несколькими рабочими. Примерами операций могут служить сверление отверстия в детали, нарезание зубьев зубчатого колеса, штамповка пластин магнитопровода. При освоении выпуска авиационных приборов имеют место, как правило, следующие основные этапы подготовки производства; конструкторский, экспериментальный, технологический и организационно-производственный. Наибольший удельный вес по трудоемкости и длительности цикла (достигающий 50... 60 % от всего периода подготовки) имеет технологическая подготовка производства. К работам по технологической подготовке производства относятся: анализ технологичности разработанной конструкции прибора; проектирование технологических процессов получения заготовок, обработки деталей и сборки узлов и изделий; разработка и изготовление технологической оснастки; разработка технологии контроля, технологических спецификаций и нормативов и т. п. Проектирование технологического процесса включает: разбивку процесса на составляющие элементы (определение его структуры), выбор оборудования, приспособлений и инструментов; определение межоперационных размеров деталей, обоснование заданной точности, проектирование режимов, определение норм времени;
сопоставление экономичности различных вариантов технологических процессов; оформление технологической документации на принятый технологический процесс. При концентрации операций облегчается планирование производственного процесса, повышается точность обработки из-за уменьшения числа установов деталей, повышается производительность путем одновременной обработки нескольких поверхностей, а также сокращается вспомогательное время на установку и снятие детали.
77. Типы производства изделий, признаки деления, сравнительная характеристика. В зависимости от номенклатуры, регулярности, стабильности и объема выпуска изделий, современное производство подразделяется на типы: единичное, серийное и массовое. Единичное производство — представляет собой форму организации производства, при которой различные виды продукции изготавливаются в одном или нескольких экземплярах (штучный выпуск). Основные особенности единичного производства заключаются в том, что программа завода состоит обычно из большой номенклатуры изделий различного назначения, выпуск каждого изделия запланирован в ограниченных количествах. Номенклатура продукции в программе завода неустойчива. Неустойчивость номенклатуры, ее разнотипность, ограниченность выпуска приводят к ограничению возможностей использования стандартизованных конструктивно-технологических решений. В этом случае велик удельный вес оригинальных и весьма маленький удельный вес унифицированных деталей. Каждая единица конечной продукции уникальна по конструкции, выполняемым задачам и другим важным признакам. Серийное производство — это форма организации производства, для которой характерен выпуск изделий большими партиями (сериями) с установленной регулярностью выпуска. Серийное производство — наиболее распространенный тип производства. Характеризуется постоянством выпуска довольно большой номенклатуры изделий. При этом годовая номенклатура выпускаемых изделий шире, чем номенклатура каждого месяца. Серийный тип производства характерен для станкостроения, производства проката черных металлов и т.п. Организация труда в серийном производстве отличается высокой специализацией. За каждым рабочим местом закрепляется выполнение нескольких определенных деталеопераций. Это дает рабочему хорошо освоить инструмент, приспособления и весь процесс обработки, приобрести навыки и усовершенствовать приемы обработки. Особенности серийного производства обуславливают экономическую целесообразность выпуска продукции по циклически повторяющемуся графику. Подтипы серийного производства: § мелкосерийное; § серийное; § крупносерийное. . Массовое производство — представляет собой форму организации производства, характеризующуюся постоянным выпуском строго ограниченной номенклатуры изделий, однородных по назначению, конструкции, технологическому типу, изготовляемых одновременно и параллельно. Особенностью массового производства является изготовление однотипной продукции в больших объемах в течение длительного времени. Важнейшей особенностью массового производства является ограничение номенклатуры выпускаемых изделий. Завод или цех выпускают одно-два наименования изделий. Это создает экономическую целесообразность широкого применения в конструкциях изделий унифицированных и взаимозаменяемых элементов.
Отдельные единицы выпускаемой продукции не отличаются друг от друга (могут быть только незначительные отличия в характеристиках и комплектации). Время прохождения единицы продукции через систему относительно мало: оно измеряется в минутах или часах. Число наименований изделий в месячной и годовой программах совпадают. Для изделий характерна высокая стандартизация и унификация их узлов и деталей. Массовое производство характеризуется высокой степенью комплексной механизации и автоматизации технологических процессов. Массовый тип производства типичен для автомобильных заводов, заводов сельскохозяйственных машин, предприятий обувной промышленности и др. Значительные объемы выпуска позволяют использовать высокопроизводительное оборудование (автоматы, агрегатные станки, автоматические линии). Вместо универсальной оснастки используется специальная. Дифференцированный технологический процесс позволяет узко специализировать рабочие места посредством закрепления за каждым из них ограниченного числа деталеопераций. Тщательная разработка технологического процесса, применение специальных станков и оснастки позволяют использовать труд узкоспециализированных рабочих-операторов. Вместе с тем широко используется труд высококвалифицированных рабочих-наладчиков.
|
|||||||
|
|
Последнее изменение этой страницы: 2016-09-20; просмотров: 606; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.16.137.150 (0.013 с.) |