Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Виды, элементы и параметры резцовСодержание книги
Поиск на нашем сайте
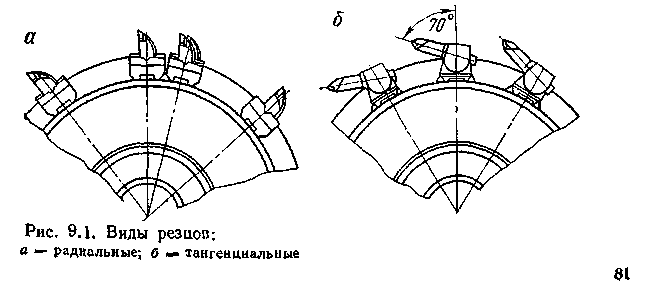
Резцы горных машин работают в тяжелых условиях: усилия резания неравномерны и зачастую в 5—8 раз и более превышают средние; свойства горных пород, разрушаемых резцами, неоднородны и изменчивы; скорости подачи машины неравномерны; замена резцов затруднена; повышенные температуры и др. Поэтому к режущему инструменту, учитывая и массовость его изготовления, предъявляются высокие требования: эффективное разрушение угля или породы при возможно меньших удельном расходе энергии, измельчении и пылеобразо-вании; соответствие формы, размеров и геометрических параметров резца свойствам разрушаемой горной породы или угля, конструкции исполнительного органа машины и кинематике его работы; прочность и износостойкость; простота и надежность закрепления в резцедержателях, допускающие быструю и удобную замену при износе; простота конструкции и технологии изготовления; возможность ваточки, восстановления и многократного использования; невысокая стоимость изготовления и эксплуатации; возможность подвода воды в зону работы резца для пылепо-давления и охлаждения. По виду резцы очистных комбайнов подразделяют на радиальные и тангенциальные. Радиальные резцы (рис. 9.1, й) устанавливаются в резцедержателях исполнительного органа по радиусу шнека или барабана. При
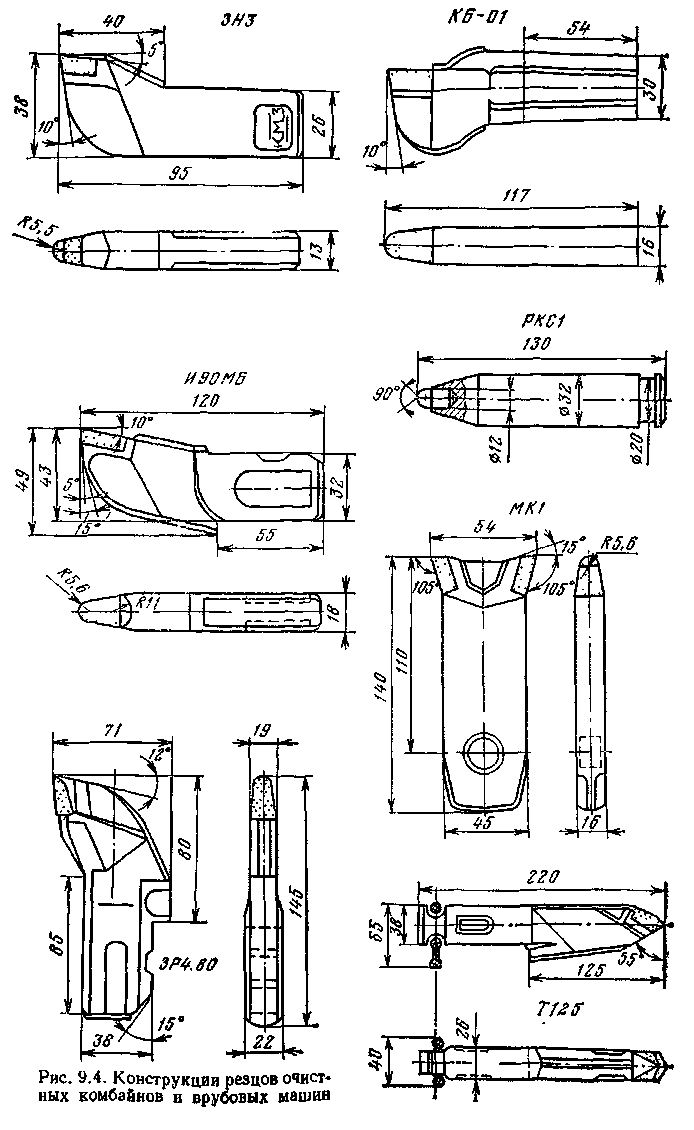
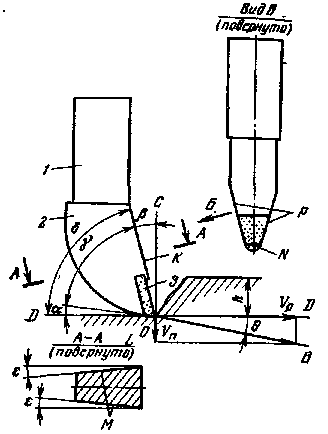
этом ось державки; резца перпендикулярна лини» резания. Тангенциальные резцы (рие. 9.1, б) устанавливаются в резцедержателях под острым углом к радиусу. Они предназначены для крупного скола и применяются на очистных комбайнах при углях не выше средней крепости, так как при крепких углях вследствие возникающих больших динамических усилий, комбайн теряет свою устойчивость. Элементы резца (рис. 9.2), Резец состоит из державки, которая представляет собой хвостовик 1 с головкой 2 — рабочей ча Рис. 9.2. Элементы и конструктивные ется своим хвостовиком в гнездо в нем закрепляется. Головка резца обычно армирована твердосплавной пластинкой 3 и характеризуется следующими элементами: гранями — передней (поверхностью) К, задней L, двумя боковыми М, режущими кромками — главной режущей кромкой (лезвием) N и боковыми режущими кромками Р. Конструктивные геометрические параметры резца определяются при нерабочем состоянии резца, они используются при проектировании и изготовлении, указываются в технической характеристике. Главные конструктивные углы устанавливаются относительно плоскости резания DD при условии, что скорость подачи резца va — 0 и скорость резания vp — 0. Угол заострения у (рис. 9.3) — угол между передней и задней гранями резца. Чем меньше этот угол, тем острее режущие кромки, но меньше прочность резца. Обычно этот угол на резцах очистных комбайнов принимают в пределах 65—90е, но чаще всего 75—80°. Задний угол а — угол между плоскостью резания DD и касательной к задней грани резца в рассматриваемой точке ре-Рис. 9.3. Головка резца с нулевым (а), положительным (б) и отрицательным (в) передними угла* жущей кромки. Его величина обычно находится в пределах 5—15°. Угол резания б — угол между плоскостью резания DD и передней гранью резца. Он равен сумме углов заострения и заднего -и составляет обычно 80—90°. С увеличением этого угла усилие резания и энергозатраты увеличиваются, но резцы можно применять и при более значительном сопротивлении угля резанию. Передний угол р — угол между передней гранью резца и плоскостью ОС, проходящей через режущую кромку перпендикулярно к плоскости^ резания DD. Передний угол может быть равен нулю, иметь положительное значение при р* > 0 и отрицательное при Р < 0. Резцы выемочных машин обычно имеют положительные значения переднего угла (5—15°), реже нулевые. При резании крепких пород резцы могут иметь отрицательные передние углы. Резцы связаны между собой при положительных значениях следующими зависимостями: а + Y + + (±Р) = 90°; о + у = 6; Р = 90 - б. Кроме этих главных углов резец характеризуется боковыми, задними и передними углами, радиусом кривизны режущей кромки в плане и углом наклона боковых режущих кромок. Боковой задний угол е (см. рис. 9.2) во избежание трения боковых граней резца об уголь обычно принимают в пределех 4—12°. Резец характеризуется также шириной главной режущей кромки и вылетом, т. е. расстоянием от режущей кромки до опорной поверхности резцедержателя. Вылет определяет максимально возможную толщину среза, которая у тангенциальных резцов больше, чем у радиальных. Рабочие геометрические параметры резца. Резцы очистных комбайнов в процессе резания обычно совершают два движения: в осевом направлении подачи (vn), при котором резец внедряется в уголь, и в направлении, перпендикулярном подаче, что соответствует скорости резания va (см. рис. 9.2). В результате сложениях этих двух движений резец перемещается по линии резания ВВ, составляющей с плоскостью DD угол 9. Этот угол определяется из выражения 9 = arctg vjvp. Рабочий задний угол ар = а — 9. Рабочий угол резания 6о= б — 0. § 2. Конструкции резцов, их изготовление и способы крепления Конструкции резцов очистных комбайнов и врубовых машин, изготовляемые Краснолучским машиностроительным заводом, изображены на рис. 9.4. Резцы ЗНЗ применяются на врубовых машинах «Урал-33», комбайнах «Темп-1» и «Кировец». Резцы КБ-01 с конусным хвостовиком используются на буровых коронках широкозахватных комбайнов 2КЦТГ, а также
на шнековых самозарубающихся исполнительных органах узкозахватных комбайнов. Пластинка твердого сплава ВК8В смещена к оси резца, в результате чего резец хорошо вписывается в круговую борозду с малым радиусом кривизны. Резцы И90МБ имеют вылет 65 мм, скошенный торец хвостовика и паз в хвостовике державки для бесстопорного быстродействующего крепления в резцедержателях. Применяются главным образом на узкозахватных комбайнах. Резцы ЗР4.80 с увеличенным до 80 мм вылетом отличаются от резцов ЗР2.80 формой пластинки твердого сплава. Резцы ЗР4.80 предназначены для очистных комбайнов, имеющих повышенную энерговооруженность и работающих при большом сечении среза; резцы ЗР2.80 — для комбайнов МК67М. Резцы МК1 так же, как и УМК90, — двухлезвийные. Они предназначены для узкозахватных комбайнов типа МК67 с исполнительным органом в виде барабана на вертикальной оси. Комбайн работает по челноковой схеме с реверсом барабана без перестановки при этом резцов. Резцы крепятся в резцедержателях при помощи штифта, продеваемого через отверстие в хвостовике державки, и могут отклоняться в горизонтальной плоскости на 6—10°, что исключает одновременную работу второй режущей кромки. Тангенциальные резцы. Т125 (с вылетом 125 мм) предназначены для узкозахватных комбайнов при работе на углях не выше средней крепости. Тангенциальные резцы РКС1 предназначены для работы на проходческих комбайнах, но применяются и на очистных. При изготовлении державок резцов применяют высококачественную легированную сталь, например 35ХГСА или 40Х. После термообработки твердость головки резца составляет HRC = = 45-f-55 с постепенным снижением HRC = ЗЗ-МО у хвостовика в зоне крепления стопором. По способу упрочнения режущей кромки почти все горные инструменты армируют пластинками или кернами из вольфрамо-кобальтовых сплавов, содержащих 90—94 % карбида вольфрама, который придает сплаву твердость, и 6—10 % кобальта, придающего сплаву вязкость. Для армирования резцов выемочных машин обычно применяют крупнозернистые сплавы КВ8В и ВКИВК, имеющие твердость до 85—90 HRA, что значительно выше твердости самых твердых сталей. Крепление пластинок из вольфрамокобальтовых сплавов в хорошо зачищенных пазах головок резцов осуществляется способом пайки. Для этого используют медно-цинковые припои с присадками никеля, марганца, кремния и других элементов. Износ пластинки твердого сплава во время эксплуатации не должен превышать по режущей кромке 1—1,5 мм. Затупившиеся резцы подвергают заточке на специальных станках посредством кругов из карборунд-экстра или черного карборунда средней твердости. Заточку пластинки можно производить 3—4 раза.
Изношенные резцы, не подлежащие восстановлению на шахте, следует отправлять на централизованную базу, оснащенную автоматическими и полуавтоматическими линиями, для отбраковки и восстановления резцов. Резцы, которые не могут быть восстановлены, отправляются на переплавку. Резцы крепятся на исполнительных органах машин в гнездах специальных резцедержателей / с помощью стопорных болтов 2 (рис. 9.5, а). Недостатками подобных креплений являются: длительность замены резца (2—3 мин); быстрый износ и коррозия резьбы; неремонтоспособность при поломках; ненадежность крепления, приводящая к потерям резцов при работе. В последнее время резьбовое соединение в значительной мере вытеснено безрезьбовым, лишенным этих недостатков. В качестве примера на рис. 9.5, б показано крепление резца в резцедержателе исполнительного органа комбайна «Темп». Устройство состоит из фиксатора / с четырехгранной головкой, которая вставлена во втулку 2 из упругого полиуретана. Эта втулка зафиксирована в осевом направлении пружинным кольцом 3, вставленным в паз стального кольца 4, которое приварено к резцедержателю 5. При повороте фиксатора гаечным ключом на 180° его скошенный рабочий конец устанавливается заподлицо с гнездом резцедержателя и резец свободно извлекается из гнезда. Быстродействующее крепление для резцов ЗР1.80, ЗР2.80 и других, имеющих пазы 6 с двух сторон хвостовика, показано на рис. 9.5, е. Резец / закрепляется в гнезде резцедержателя 2 металлическим валиком 3, который завулканизирован в резиновом буфере 4. При установке резца под действием сил упругости деформированного буфера валик входит в паз 6 хвостовика и запирает резец. Из гнезда резец легко извлекается посредством рычага, который необходимо упереть в уступ 7 на державке.
Из других быстродействующих соединений следует отметить крепление 1ангенциальных резцов эластичной резиновой рамкой, которая надевается на кольцевую проточку 1 в шейке хвостовика державки (см. рис. 9.4). Глава 10
|
|||||
|
|
Последнее изменение этой страницы: 2016-12-28; просмотров: 2325; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.73.117 (0.006 с.) |

 стью резца. Державка вставля-
стью резца. Державка вставля- ми
ми