Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Общее устройство двигателя внутреннего сгорания.Содержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
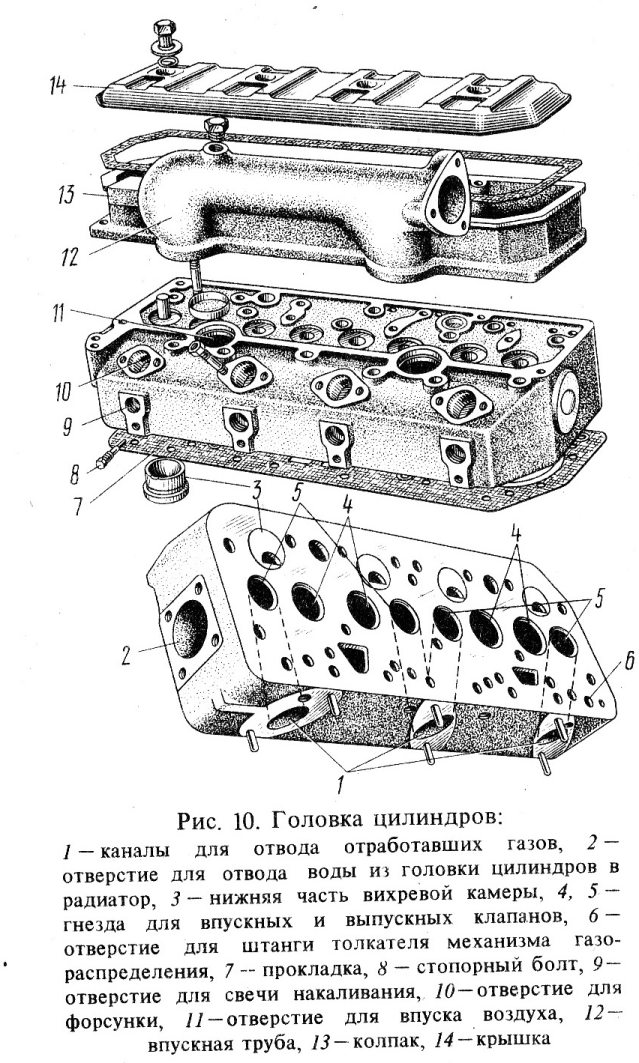
Всякий двигатель состоит из остова, двух механизмов и пяти систем. Остов двигателя является несущей металлоконструкцией, и служит для закрепления деталей двигателя, защиты их от механических повреждений, загрязнений и коррозии. Кривошипно-шатунный механизм представляет собой силовую часть двигателя, служит для восприятия давления расширяющихся газов и преобразования его в механическую энергию, а так-же для преобразования возвратно поступательного движения поршня во вращательное движение коленчатого вала и маховика. Остов двигателя. Остов предназначен для крепления деталей механизмов и систем двигателя, защиты их от загрязнения, повреждений и корозии. Остов двигателя состоит из блока-картера, головки цилиндров, поддона картера, картера маховика, картера распределительных шестерен. Блок картер представляет собой массивную отливку из чугуна или алюминиевого сплава. Верхняя часть блока картера представляет собой блок цилиндров, нижняя – верхнюю половину картера коленчатого вала. К верхней части блока картера, при помощи шпилек или болтов крепится головка цилиндров. Плоскость разъема блока и головки цилиндров обрабатывается с высокой чистотой. Во избежание прорыва газов между блоком и головкой устанавливают асбестоцементную прокладку. Гайки, крепящие головку цилиндров, затягиваются в строго определенном порядке, от центра к краям крест-накрест, в шахматном порядке. Момент затяжки гаек определяется в технической документации на двигатель. Головка цилиндров притягивается к блоку-картеру, при помощи динамометрического ключа. Затяжку гаек следует производить на холодном двигателе. Это связано с разностью теплового расширения материала головки цилиндров и шпилек. Если гайки затягивать на горячем двигателе, то можно получить непритянутую головку цилиндров на холодном двигателе. Затяжку проводят в несколько этапов, проворачивая каждую гайку на 2-3 грани, до получения необходимого момента затяжки. После закрепления головки цилиндров, необходимо через 2-3 часа еще раз проверить затяжку. Это связано с тем, что при затяжке гаек внутри шпилек возникает усилие, близкое к пределу текучести, и некоторые шпильки могут не выдержать нагрузки. Головка цилиндров служит для образования замкнутого объема в цилиндрах, для установки клапанов, свечей зажигания, форсунок и свечей накаливания. Представляет собой сложную отливку из чугуна, или алюминиевого сплава. В головке цилиндров делаются отверстия под установку клапанов. Крайние и средние гнезда соединяются между собой каналами с выпускным коллектором. Впускные гнезда соединяются со впускным коллектором. Также в головке цилиндров растачиваются отверстия под установку свечей зажигания, форсунок и свечей накаливания. Для соединения водяных рубашек головки цилиндров и блока в нижней стенке головки имеются отверстия, совпадающие с соответствующими отверстиями блока. Верхняя часть головки цилиндров закрывается колпаком. Колпак крепится к головке цилиндров при помощи болтов или шпилек. Для обеспечения герметичности соединения используется прокладка из маслостойкой резины. Поддон. Поддон предназначен для защиты коленчатого вала снизу. Кроме того поддон используется в качестве маслохранилища. Поддон крепится к блоку картеру снизу. Плоскость разъема уплотняется пробковой прокладкой, возможно использование прокладок из поронита, с дополнительным уплотнением при помощи герметика. В нижней части поддона имеется резьбовое отверстие, предназначенное для слива масла. В средней части поддона имеется отверстие, соединяемое с трубкой, в которое устанавливается масломерная линейка. В верхней части поддона имеется отверстие закрываемое паровоздушным клапаном. Картер маховика.
Картер маховика крепится к задней части блока картера при помощи болтов. Для фиксации крепежных болтов не допускается применение пружинных стопорных шайб (гроверов). Для фиксации используются отгибные шайбы, либо проволочная фиксация. На боковых поверхностях картера маховика устраиваются две шлифованные поверхности, для закрепления кронштейнов опор двигателя. В верхней части картера маховика имеется прилив с обработанной поверхностью, для крепления стартера. Картер распределительных шестерен. Служит для защиты распределительных шестерен от загрязнений, повреждений и коррозии. Так же картер распределительных шестерен является передней опорой двигателя. Картер распределительных шестерён крепится к блоку-картеру спереди, при помощи болтов. Для уплотнения между ними устанавливается прокладка из пробки или маслостойкой резины. Техническое обслуживание остова двигателя. ЕО – перед началом работы необходимо осмотреть остов. Не должно быть подтекания масла, охлаждающей жидкости, трещин и других повреждений. По окончании работы протереть детали остова, при необходимости вымыть. ТО-1 – проверить крепление деталей остова.
ТО – 2 операций недобавляется. СО операций не добавляется. Возможные неисправности остова и способы их устранения.
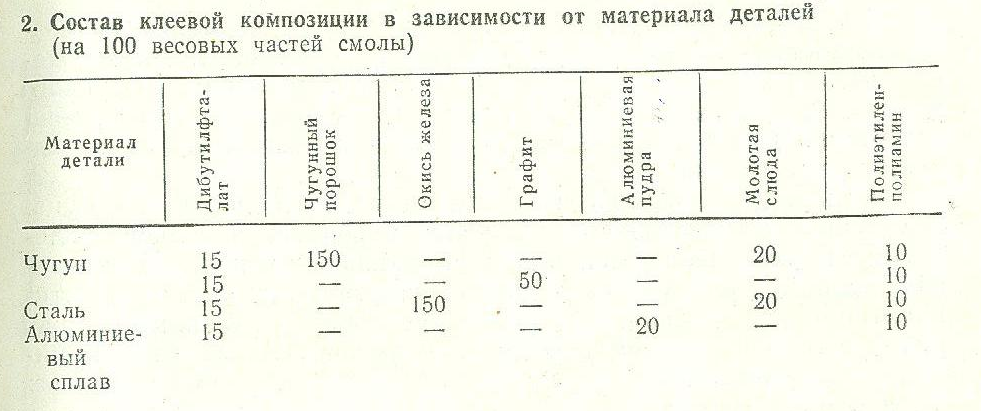
Заделка трещин на деталях корпуса. Трещины на чугунных деталях разделывают под углом 60, сверлится по концам, во избежание дальнейшего распространения трещины и свариваются электродом Ц4-А или 0,34-11. Диаметр электрода 3 мм. При сварке электродом Ц4-А использовать постоянный ток прямой полярности, сила тока 60-90 А. при сварке электродом 0,34-11 использовать постоянный ток обратной полярности, сила тока 90-120 А. длина сварного шва не должна превышать 50 мм. При толщине стенки детали белее 6 мм накладывается многослойный шов. Для обеспечения герметичности шов пропаивают мягким припоем, либо промазывают клеевой композицией. Трещины в алюминиевых деталях, завариваются в среде инертного газа (аргон).
§15 Кривошипно-шатунный механизм. Кривошино-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршня во вращательное движение коленчатого вала и маховика. Кривошипно-шатунный механизм преобразует тепловую энергию раскаленных газов в механическую энергию.
|
||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-06-07; просмотров: 745; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.191.44.145 (0.009 с.) |

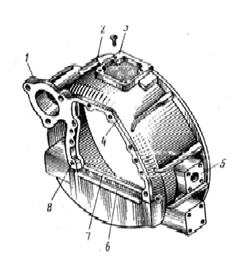 Служит для защиты маховика от повреждений, загрязнений и коррозии. Представляет собой отливку цилиндрической формы.
Служит для защиты маховика от повреждений, загрязнений и коррозии. Представляет собой отливку цилиндрической формы.