
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Деятельности и компонентов производственной системыСодержание книги
Поиск на нашем сайте В сфере маркетинга
Оценка качества проектов Качество проектов обеспечивается на этапах МРК и КПП. На стадии маркетинга проводится социологическое исследование и формулируется техническое задание. Качество проекта определяется тем, насколько полно отражены в техническом проекте требования технического задания. Обычно проект проходит следующие этапы: техническое задание (ТЗ) ® эскизный проект (ЭП) ® технический проект (ТП) ® рабочий проект (РП). На каждом этапе показатели качества (назначения, надежности, технологичности, унификации, патентно-правовые, эргономические, эстетические, транспортабельности, безопасности) рассчитываются и уточняются. Для каждой группы продукции уже существуют оптимальные соотношения различных показателей качества (их весовых показателей). Такая информация представлена в виде диаграммы, приведенной на рис. 14.3.
Рис. 14.2. Схема матрицы видов производственной деятельности и компонентов производственной системы в сфере маркетинга
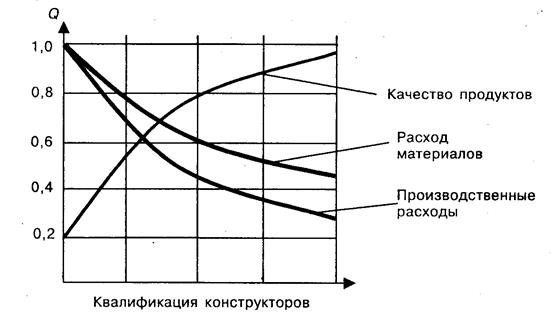
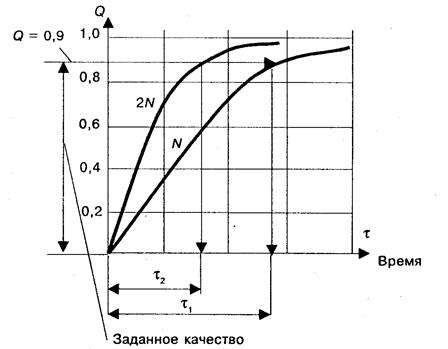
Рис. 14.3. Диаграмма значимости показателей качества Часто важными показателями проектов являются расход материалов, производственные расходы и степень приближения суммарного показателя качества к заданному значению. На рис. 14.4 показана тенденция изменения показателя качества Q в зависимости от квалификации конструкторов. Опыт конструирования позволяет определить и оптимальное количество конструкторов, необходимое для обеспечения заданного качества проектов в оптимальное время. На рис. 14.5 показана ситуация, когда проектные работы выполняются количеством N и 2N конструкторов.
Качество технологии Уровень качества продукции, сформулированный на этапе проектирования, должен обеспечиваться на стадии производства при наличии сырья и материалов соответствующего качества.
Рис. 14.4. Влияние квалификации конструкторов на качество проектов
Рис. 14.5. Влияние количества конструкторов на качество проектов Качество продукции в процессе изготовления зависит от таких параметров качества технологии, как точность и стабильность. Под точностью технологического процесса понимают близость к номинальным значениям контролируемых показателей качества. Стабильность технологического процесса характеризует способность сохранять значение показателей качества в заданных пределах с течением времени. По ходу технологического процесса на показатели качества влияет большое число факторов, которое можно отнести к разряду случайных величин. Например, в процессе точения вала по схеме, показанной на рис. 14.6, на его диаметр d влияют: неравномерность припуска t; неравномерная твердость НВ; неравномерность твердости инструмента HRC; переменная жесткость; условия охлаждения и т.п. НВ max
Рис. 14.6. Схема точения вала Управлять ходом процесса необходимо, используя выборочный контроль и контрольные карты. Дадим общие характеристики технологического процесса. Размер d в силу отмеченных причин будет изменяться от минимального значения d min до максимального dmax. Принимая вместо d общее обозначение показателя Q, можно утверждать, что разница между Qmax и Qmin будет составлять рассеивание или технологический допуск w. На чертежах деталей всегда указан конструкторский допуск Т и по соотношению w и Т судят о точности технологического процесса. Пример. На чертеже вала указан размер 25Н6. Исследование точности шлифовального станка показало: при обработке детали в диапазоне 20...40 мм наблюдается рассеивание w= 0,015 мм. Необходимо оценить точность технологического процесса шлифования. Решение. Расшифровка стандартного обозначения 25Н6 приводит к следующим результатам: d = Т= 25,035 — 25,022 = 0,013 мм., т.е. w > Т и точность технологии для выполнения операции недостаточна.
Рис. 14.7. Распределения размеров деталей при разных значениях коэффициентов Кр и К т.н . Обычно используют понятие запаса точности, который характеризуют коэффициентом запаса Кр = w /Т. В рассмотренном случае Кр = w /Т = 0,015/1,013 = 1,15, Кр > 1, процесс вообще не имеет запаса и возникнет брак. Если К< 1, то технологический процесс считают точным, но предпочтительно, чтобы К mjn = 0,75, так как в этом случае имеется 25% запаса точности. Для оценки настройки используется специальный коэффициент, показывающий смещение в долях конструкторского допуска
где Q — центр технологического допуска (в рассмотренном примере не известен); Qн — середина конструкторского допуска;. QН = (25,035 + 25,022)/2 = 25,0285. Во избежание брака при изготовлении продукции необходимо обеспечивать и Кр £ 0,75 и КТ . Н £ '/2(1 - Кр). На рис. 14.7 показаны распределения размеров деталей при различных ситуациях с коэффициентами Кp и КТ.Н. Если КТ.Н = 0,5(1 - 0,384) = 0,308, то процесс недопустимо разлажен, но точен. То есть станок точен, но неверно настроен. Для оценки стабильности техпроцесса рассмотрим операцию точения, в которой присутствует погрешность настройки (КТ.Н ¹0) и нарастающая в процессе работы дополнительная погрешность (при износе резца размеры детали d увеличиваются с течением времени t). Эта ситуация представлена на рис. 14.8.
Рис. 14.8. Изменение распределение размеров деталей по мере износа инструмента В начальный момент времени Кро = wр \ T = 0,05/0,23 = 0,217. В конечный момент времени Крк = w к /Т = 0,09/0,23 = 0,319. Правильный настроечный размер: Qо = 20,01+ w 0/2 = 20,01 + 0,025 = 20,035 мм. Обычно w о> w к. Нестабильность технологического процесса по рассеиванию w характеризуют коэффициенты межнастроечной стабильности Кмс: КМ.С -0,09/0,05-1,8. Нерекомендуемая тенденция — это КК.С > max. Нестабильность процесса по уровню наладки (значению Км. с = ( Выводы: 1. При оценке технологического процесса необходимо оценить его точность и стабильность. 2. Точность технологического процесса характеризуется запасом точности, определяемым коэффициентом К и коэффициентом точности настройки K Т.Н. 3. Стабильность технологического процесса определяется коэффициентом межнастроечной стабильности К М.С и коэффициентом смещения настройки К М.С. 4. Процессы, имеющие закономерно изменяющиеся погрешности, необходимо настраивать с учетом тенденции изменения этой погрешности ближе к минимальной погрешности Qmin. 5. Процессы без закономерно изменяющейся погрешности необходимо настраивать по среднему значению конструкторского допуска. Глава 15. Сертификация производства
|
||||||||||
|
|
Последнее изменение этой страницы: 2016-04-26; просмотров: 401; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.102 (0.006 с.) |




 .
.
 ,
,
 ) за время эксплуатации Т принято характеризовать коэффициентом смещения настройки:
) за время эксплуатации Т принято характеризовать коэффициентом смещения настройки: ) / Т = (20,195 - 20,065) / 0,23 = 0,565.
) / Т = (20,195 - 20,065) / 0,23 = 0,565.


