
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Состав и количество оборудованияСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте Основной системы
Расчёт потребного количества оборудования может производиться в зависимости от метода определения станкоёмкости двумя способами: точно и укрупнённо. Точный способ требует разработки технологического процесса механической обработки деталей и нормирования его операций. При этом расчётное число станков для непоточного производства определяют по каждому типоразмеру по формуле
где Тшт-к – суммарная станкоёмкость обработки годового выпуска деталей на станках данного типоразмера в станко-часах; Фд.об – действительный годовой фонд времени работы оборудования, ч.
где Тшт.кi – штучно-калькуляционное время выполнения операции 1, 2, …, n деталей на станках данного типа, мин; Д1 – число деталей, проходящих данную операцию; n – количество типоразмеров деталей, обрабатываемых на данной операции (станке). Расчётное число станков округляют до целого большего и определяют принятое число единиц данного вида оборудования – Сп. Отношение Ср/Cп = Kз называют коэффициентом загрузки, значения его приведены в табл. 3.8. Количество оборудования в составе поточной линии рассчитывают по каждой операции по формуле
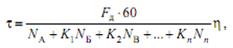
где tшт – штучное время обработки детали на i-й операции, мин; τ – такт выпуска детали, мин. Такт выпуска однопредметной поточной линии находят из выражения
Для многопредметной линии при обработке деталей с одинаковой станкоёмкостью:
где η – коэффициент, учитывающий потери времени на переналадку оборудования линия при переходе на обработку детали другого типа η = 0,85...0,95.
Таблица 3.8 Допустимые значения коэффициентов загрузки оборудования
Если же на многопредметной поточной линии изготавливаются детали с различными станкоёмкостями (что встречается часто), такт линии определяется по формуле
где K1– коэффициент, учитывающий отношение станкоёмкости детали Б к детали А,
Далее по каждой операции рассчитывают коэффициенты загрузки, значения которых не должны превышать приведённых в табл. 3.8. При укрупнённом методе потребное количество основного оборудования определяется целиком по цеху по формуле
где Tпр – проектная станкоёмкость, найденная укрупнённым методом (по удельной станкоёмкости), ст.-ч; Kз ср. – средний по цеху коэффициент загрузки станков, рекомендуемые значения которого приведены в табл. 3.9. Имея общее количество станков основной системы, их разбивают на группы и типы, пользуясь процентным соотношением, примеры которого приведены в [2]. В качестве примера в табл. 3.9 дана разбивка оборудования по типам для автомобилестроения.
Таблица 3.9 Коэффициент загрузки оборудования
Таблица 3.10 Процентное соотношение отдельных типов металлорежущего оборудования по проектам механических цехов малолитражных автомобилей
Продолжение табл. 3.10
Помимо основных станков в состав технологического оборудования механического цеха входит дополнительное оборудование, например, прессы для напрессовки обрабатываемых деталей на оправки, установки для удаления заусенцев, оборудование для закалки с нагревом ТВЧ, контрольные стенды и др. Их количество составляет 5…30% от количества основного технологического оборудования. Таким образом, общее число станков в цехе принимают равным
С = (1,05...1,3) Спр. (3.22)
По итогам расчёта количества оборудования составляют заявочную ведомость по определённой форме [5], в которой указываются модели, габаритные размеры, мощность, балансовая стоимость, масса и количество по каждому станку. Эти данные используют для разработки энергетической, строительной и других частей проекта. На специальные станки, автоматические линии составляют технические задания для их проектирования и изготовления. Для характеристики качества выполненного проекта производственных участков и цехов принимают среднее значение загрузки оборудования, рекомендуемые значения которого приведены в табл. 3.9.
3.7. Разработка схем плана расположения
|
||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1226; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.141 (0.008 с.) |

 , (3.15)
, (3.15) , (3.16)
, (3.16)
 , (3.17)
, (3.17) (3.18)
(3.18) , (3.19)
, (3.19) – годовые объёмы выпуска деталей, обрабатываемых на линия;
– годовые объёмы выпуска деталей, обрабатываемых на линия;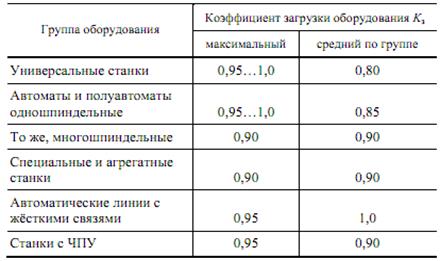
 , (3.20)
, (3.20) ; K2– коэффициент отношения станкоёмкости детали В к детали А и т.д. Определение такта в этом случае удобно вести в табличной форме, пример которой представлен ниже.
; K2– коэффициент отношения станкоёмкости детали В к детали А и т.д. Определение такта в этом случае удобно вести в табличной форме, пример которой представлен ниже.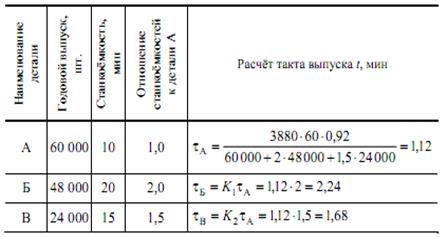
 , (3.21)
, (3.21)





