
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Оборудования основной системыСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
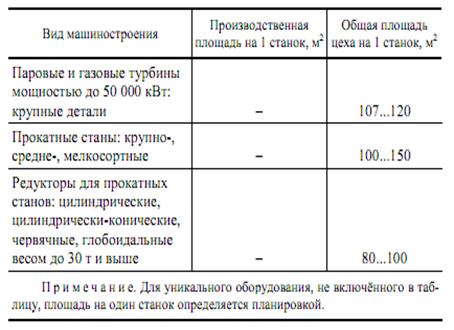
Состав производственных отделений и участков механических цехов определяется характером изготовляемых изделий, технологическим процессом, объемом и организацией производства При разработке плана размещения всего оборудования требуется определить общую площадь цеха (площадь основной и вспомогательной систем) и составить компоновочную схему механического цеха. При предварительной проработке последней производственную площадь Sпр определяют по показателю удельной S уд.пр площади, приходящейся на один основной станок: Sпр = Sуд.пр Спр, где Спр – принятое число станков основной системы. Удельная площадь Sуд. пр зависит от габаритов станков и средств межоперационного транспортирования (конвейеров). Показатели удельной площади приведены в [5]. В качестве примера в табл. 3.11 даны значения удельных производственных площадей на единицу оборудования по механическим цехам единичного, мелкосерийного и серийного производств заводов станкостроения. С учётом вспомогательных отделений и магистральных проездов общую площадь увеличивают на 35…40%. Задавшись шириной пролёта, шагом колонн, числом пролётов, находят габаритные размеры цеха. Ширину пролёта выбирают из унифицированного ряда, чаще всего 18 или 24 м, с учётом возможности размещения кратного числа рядов оборудования. При формировании участков, построенных по линейному принципу, желательно количество основного оборудования на них принимать с учётом полного изготовления одного или нескольких изделий на участке. При технологическом принципе формирования стремятся создавать равновеликие (по количеству основного оборудования) участки, создавая в ряде случаев участки с двумя и более различными типами станков, например, фрезерно-сверлильный, токарно-расточный участок и т.п. Таблица 3.11 Удельная производственная и общая площадь на 1 станок для механических цехов
Продолжение табл. 3.11
Несколько сложнее формирование участков, построенных по предметному принципу. В этом случае подбирают группы изделий с целью создания равновеликих участков, тогда
где п – число групп изделий, закрепляемых за участком; т – число наименований изделий в k-й группе; Ni – годовой объём выпуска 1-го изделия; Fi – число операций изготовления i-го изделия; tштij – штучно-калькуляционное время j-й операции изготовления i-гo изделия; Fд – эффективный годовой фонд времени работы оборудования. После того как будет распределена номенклатура изготовляемых изделий по участкам и определён состав и количество основного оборудования на них, переходят к построению схемы расположения технологического оборудования на участках. Схема размещения основного и вспомогательного оборудования на площадях участков и цеха, называемая топологией производства – важный этап проектирования нового и реконструкции существующего производства. На этом этапе происходит формирование системы материальных связей, на базе которых в дальнейшем проектируют информационные и энергетические потоки. При планировке оборудования используют темплеты, представляющие собой плоские модели станков, выполненные в определённом масштабе. Материал темплетов – бумага (возможна с клеевой подложкой) или прозрачная плёнка. При планировке показывают условными обозначениями рабочего у станка, места для заготовок, инструментальные тумбочки и т.п. В ходе планировки всё это размещают в соответствии с принятой организационной формой механической обработки на компоновочном плане участка или цеха, закрепляя их тем или иным способом. Планировку оборудования можно осуществлять с использованием ЭВМ, имея заранее необходимое программное обеспечение. Размещение оборудования цехов со сложными транспортными системами (подвесные и напольные конвейеры, монорельсовые дороги, автоматические транспортные средства и склады) возможно методом объёмного макетирования, когда применяют объёмные модели оборудования в определённом масштабе. Объёмное макетирование даёт большую наглядность и, как результат, возможность исключения ошибок планировки по сравнению с темплетным способом. Расположение станков на участках зависит от организационной формы обработки, числа станков, средств межоперационного транспорта и способа удаления стружки от мест образования. Относительно транспортного средства или цехового проезда возможно продольное, поперечное, угловое и кольцевое размещение станков (рис. 3.2).
Рис. 3.2. Варианты размещения станков относительно транспортных средств: а – продольное; б – поперечное; в – угловое; г – кольцевое
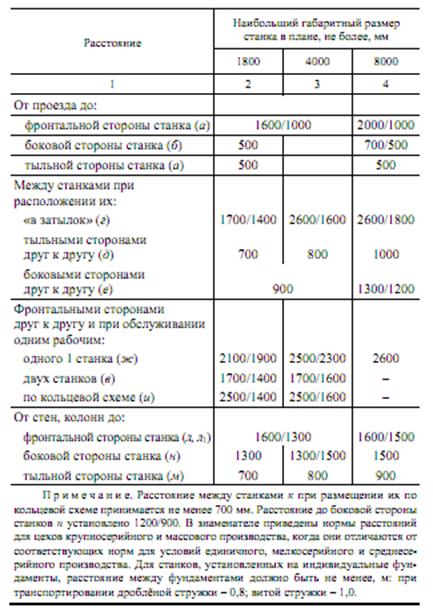
Фронтальное (продольное) расположение станков создаёт благоприятные условия для механизации и автоматизации средств межоперациониого транспортирования и обслуживания рабочих мест. Поперечное размещение оборудования ухудшает условия для обслуживания оператором за счёт большого удаления зоны загрузки-выгрузки станка от средств транспортирования. Расположение станков под углом характерно для станков, имеющих большую длину (продольно-фрезерные и продольно-строгальные, протяжные, прутковые автоматы и полуавтоматы). При таком размещении более рационально используется площадь цеха. Кольцевое расположение создаёт лучшие условия для многостаночного обслуживания. При размещении технологического оборудования должны быть соблюдены нормы технологического проектирования, регламентирующие ширину проходов и проездов между рядами станков, расстояния как между станками, так и от станков до стен и колонн здания. Различные варианты расположения станков приведены на рис. 3.3. В таблице 3.12 в соответствии с рис. 3.3 даны расстояния: а – между проездом и станками, расположенными фронтально, б – между проездом и боковой стороной станка; в – между проездом и тыльной стороной станка; г – между станками, установленными в «затылок»; д – между станками, установленными тыльными сторонами; е – между станками, установленными боковыми сторонами; ж – между станками, установленными фронтально, при обслуживании одним оператором одного станка; з – между станками, установленными фронтально, при обслуживании одним оператором двух станков; и, к – между станками при П-образном расположении трёх станков, обслуживаемых одним оператором; л, л1 – от стен и колонн до станка, расположенного фронтально; м – от колонн и стен до станка, расположенного тыльной стороной; к – от колонн и стен до станка, расположенного боковой стороной. Расстояния в табл. 3.12 включают крайние положения движущихся частей, открывающихся дверок и постоянных ограждений. Нормы расстояний между станками с разными габаритными размерами выбирают по большему из этих станков. При обслуживании станков подвесными транспортными средствами расстояния от стен и колонн до станков принимают с учётом возможности их обслуживания подвесным транспортом. При расположении канала для транспортировки стружки между тыльными сторонами двух рядов станков, установленных на общей фундаментальной плите, расстояние между ними принимается при транспортировании дробленой стружки (д), витой стружки (д + 0,4 м).
Рис. 3.3. Схемы размещения станков
Планировка поточных линий имеет свои особенности. Станки устанавливаются по ходу технологического процесса, предусматривают необходимые заделы и места для хранения заделов. При проектировании многопредметных поточных линий следует избегать включения в линию деталей с возвратным движением. Таблица 3.12 Нормы расстояний станков от проезда, между ставками, а также от станков до стен и колони здания
Рис. 3.4. Расположение станков в поточной линии (цифры обозначают порядковый номер станка)
На рисунке 3.4 показаны наиболее распространённые варианты планировок поточных линий. В варианте (а) станки расположены в порядке последовательности операций, передача полуфабриката осуществляется с помощью конвейеров. При обработке тяжёлых деталей каждый станок обслуживается поворотным краном или электротельфером на монорельсе. Во втором варианте (б) станки также размещены в порядке операций, но в два ряда. Оба ряда работают самостоятельно. Станки обслуживаются двойным рольгангом, а иногда и тройным. Средний рольганг служит для передачи деталей в обход какой-либо операции. Вместо рольгангов можно использовать пластинчатые или подвесные конвейеры. Такую планировку принимают тогда, когда для каждой операции требуется не один, а два станка. В этом случае будут две параллельные линии для обработки одинаковой детали. Подобную планировку можно использовать и при обработке различных деталей на каждом из потоков. Третий вариант в) принимают при значительной (более 40…50 м) длине поточной линии. Станки устанавливают в два ряда, а детали переходят из одного ряда в другой. Если сдваивание оборудования не обеспечивает необходимой длины ветви поточной линии, её выполняют из отдельных участков или делают с поворотом таким образом, чтобы вход на линию заготовок и выход обработанных деталей были с разных сторон (Z-образной планировки). В таблице 3.13 даны нормы расстояний между оборудованием при использовании автоматизированных транспортных средств, в частности между станком и передвижной консольной секцией приёмопередаточного стола Д от станка до оснастки или транспортного средства Е, между приёмно-передаточными столами Г и между транспортными средствами Ж.
Таблица 3.13 Нормы расстояний при применении автоматизированного транспорта
Ширину К межоперационного транспорта и ширину В приёмнопередаточных столов стеллажного оборудования принимают в соответствии с габаритными размерами обрабатываемых заготовок. Ширина А пешеходного прохода между тыльными сторонами станков, встроенных в автоматизированные участки, должна быть 1,6 м.
Состав работающих И расчет их численности
Промышленно-производственный персонал цеха делят на пять категорий: производственные (основные) рабочие, вспомогательные рабочие, инженерно-технические работники (ИТР), служащие и младший обслуживающий персонал (МОП). Производственные рабочие – рабочие, выполняющие операции по изготовлению продукции основной программы цеха. Вспомогательные рабочие – лица, не принимающие непосредственного участия в выполнении операций по изготовлению основной продукции цеха, а занятые обслуживанием производственного процесса. Инженерно-техническими работниками (ИТР) считают работников, выполняющих обязанности, связанные с техническим руководством производственными процессами и организацией производства или занимающих должности, для которых требуется квалификация инженера или техника. К служащим относят работников цеха, выполняющих функции по части, финансам, учёту и статистике, чертежников, копировщиков. Младший обслуживающий персонал составляют гардеробщики, уборщики непроизводственных помещений (цеховых контор, бытовых помещений), курьеры административной службы.
Производственные рабочие
К производственным рабочим механического цеха относят станочников, операторов и наладчиков автоматических линий, операторов-наладчиков, обслуживающих модули в ГПС, а также разметчиков, мойщиков деталей, слесарей и других рабочих, занятых выполнением операций технологического процесса изготовления деталей основного производства. В цехах серийных производств при точном проектировании число станочников определяют по профессиям (токари, шлифовщики, зуборезчики и т.д.) по станкоёмкости годового выпуска:
где TΣшт-к – суммарная годовая станкоёмкость изготовления деталей на станках данного типа, ст.-ч; .Φд.р – действительный годовой фонд времени работы рабочего; Ф = 1800 ч; Kм – коэффициент многостаночности, показывающий число станков, обслуживаемых одним рабочим. Годовую трудоёмкость по отдельным специальностям подсчитывают по данным ведомостей расчёта оборудования (см. п. 3.6). При этом при поточно-массовом производстве трудоёмкость станочных работ по профессиям составляет
при серийном производстве
где tшт.ij и tшт.кij - нормы штучного и штучно-калькуляционного времени выполнения i-й операции обработки j-й детали на станке, соответствующего профессии рабочего-станочника, ст.-ч; m – число операций по обработке каждой из n-деталей, закреплённых за станком. При укрупнённом проектировании число станочников можно определить по числу станков участка или цеха:
где Спр – принятое число станков участка или цеха; F д –действительный годовой фонд времени работы оборудования; Kз.ср – средний по цеху коэффициент загрузки оборудования; Kм.ср – средний коэффициент многостаночности.
Коэффициенты многостаночного обслуживания принимают в зависимости от оборудования и условий его планировки, анализа действующих цехов: для мелкосерийного и единичного производства Kм.ср=1,1…1,35; для среднесерийного Kм.ср=1,3... 1,5; для крупносерийного и массового Kм.ср=1,9... 2,2. Более точное значение Kм по группам обслуживания оборудования приведены в табл. 3.14 [5].
Таблица 3.14 Нормы многостаночного обслуживания станочников по группам оборудования
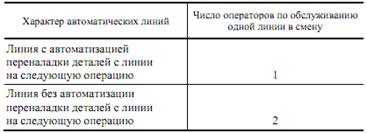
В автоматизированном производстве к числу производственных рабочих относят операторов и наладчиков автоматических линий массового производства и операторов-наладчиков ГПМ. Для установки заготовок и снятия обработанных деталей для обслуживания одной автоматической линии механической обработки принимают одного или двух операторов в зависимости от условий её обслуживания. Потребное число операторов и наладчиков для автоматических линий по данным норм технологического проектирования приведено в табл. 3.15 – 3.17.
Таблица 3.15 Нормы обслуживания автоматических линий оператором
Таблица 3.16 Нормы обслуживания автоматических линий наладчиком
К общему числу производственных рабочих автоматических линий цеха добавляют 5% запасных рабочих. При детальных расчётах число производственных рабочих-станочников уточняют с учётом размещения оборудования и анализа условий многостаночного обслуживания. Такой анализ проводят на основе разработанных планировок. При этом рассматривают возможности обслуживания одним рабочим нескольких станков одной смежной линии. Особенно тщательно анализ проводят при проектировании участков и линий крупносерийного и массового производства. Основное условие для использования многостаночного обслуживания заключается в том, чтобы за время автоматической работы одного станка рабочий смог выполнить работу по обслуживанию других станков, т.е.
где tм – время работы станка без участия рабочего, когда рабочий свободен от обслуживания станка и активного наблюдения за его работой: Для выполнения условия (3.28) составляются циклограммы обслуживания станков поточной линии рабочим и станочником [2], определяющие занятость и последовательность перехода станочника к обслуживаемым станкам поточной линии. Средний коэффициент занятости рабочих на всей линии принимается не более Kз = tpi / Tц = 0,7...0,8. Число разметчиков и слесарей для межоперационной сборки определяют по трудоёмкости, принимаемой для укрупнённых расчётов в процентах от трудоёмкости станочных работ: для массового и крупно-серийного производства 1…3%; для серийного и мелкосерийного производства 5%. Для отраслей единичного и мелкосерийного производства это соотношение принимают в пределах 10%. В соответствии с операционными картами, определяющими характер выполняемых операций, устанавливают разряд рабочего при выполнении операций и средний разряд производственных рабочих цеха или участка. В заключение расчёта составляют сводную ведомость производственных рабочих по сменам (табл. 3.17). В настоящее время при двухсменном режиме работы численность производственных рабочих в первой смене (% общего числа производственных рабочих) рекомендуется принимать: в единичном и мелкосерийном производстве 60, в среднесерийном 55, в крупносерийном и массовом производстве 50.
Таблица 3.17 Ведомость расчёта производственных рабочих механического цеха
|
||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1259; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.170 (0.011 с.) |


 , (3.23)
, (3.23)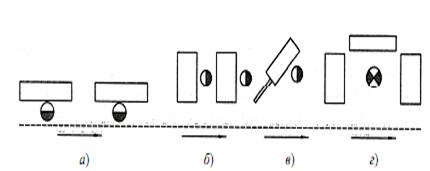



 , (3.24)
, (3.24) , (3.25)
, (3.25) , (3.26)
, (3.26) , (3.27)
, (3.27)

 , (3.28)
, (3.28) – суммарное время обслуживания и активного наблюдения за работой других станков с учётом времени на переход рабочего от одного станка к другому.
– суммарное время обслуживания и активного наблюдения за работой других станков с учётом времени на переход рабочего от одного станка к другому.



