Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Проектирование сборочного участка цехаСодержание книги
Поиск на нашем сайте
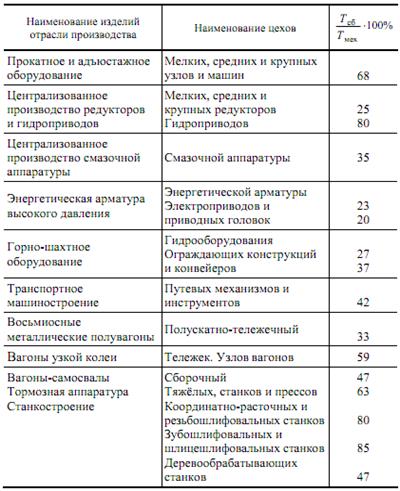
Целью выполнения настоящего раздела курсовой работы является приобретение студентами практических навыков в расчётах и проектировании сборочных участков механосборочных цехов по техникоэкономическим показателям проектов заводов в соответствующих отраслях машиностроения. Этот метод широко применяется при укрупнённых расчётах сборочных участков и цехов, когда номенклатура объектов производства ещё недостаточна определена, а иногда и не известна. В последнем случае заданием на проектирование предусматривают выпуск продукции в единицах массы или в стоимостном выражении. В задачи расчёта сборочного участка входят: • определение трудоёмкости сборочных работ на участке; • расчёт числа рабочих мест; • расчёт числа основных рабочих (слесарей-сборщиков) и количества работающих на участке; • расчёт производственной площади сборочного участка и его компоновка на плане цеха. Трудоёмкость сборочных работ по технико-экономическим показателям проектов отрасли может быть определена по одному из двух способов [3]: 1. По показателю трудоёмкости сборочных работ 1 т массы изделия 2. По среднеотраслевому показателю трудоёмкости сборочных процессов, представляющим отношение времени сборочных работ изделия Тсб к времени на изготовление деталей данного соединения Тизг по всем видам обработки, начиная с заготовки, т.е. Kоб = Тсб / Тизг. Так, в табл. 4.4 приведены данные числовых значений и процентного соотношения трудоёмкостей сборочных работ и механической обработки по отношению к общей трудоёмкости изготовления Тизг для одного комплекта деталей автомобилей различного назначения по принятым проектам в отрасли. Этими данными, взяв за основу рассчитанную трудоёмкость изготовления деталей по спроектированным участкам, можно воспользоваться на этапе технического предложения сборочного участка в цехе. Для этого по заданному варианту группы автомобилей из табл. П2 следует определить значения коэффициента трудоёмкости сборочных процессов для этого автомобиля, пользуясь данными табл. 4.4, как
, где Тсб – трудоёмкость сборочных работ, чел-ч; Kн – коэффициент выполнения нормы, Kн = 1,1…1,3; Тизг – трудоёмкость полного изготовления комплекта деталей на автомобиль, нормо-ч. Далее, используя значения трудоёмкости изготовления деталей на рассчитанных участках цеха Тизг,можно определить трудоёмкость сборочных работ их соединений ТсбΣ, как
ТизгΣ - суммарная трудоёмкость годового объёма выпуска деталей в цехе, включая участок, рассчитанный по точной программе, чел.-ч.
Таблица 4.4 Отношение трудоёмкости 1 т выпуска сборочных цехов
Пример: рассчитать трудоёмкость сборочных работ комплекта деталей (первых пяти из табл. П2) грузового автомобиля грузоподъёмностью 2,5 т. Решение: находим коэффициент трудоёмкости сборочных работ для данного автомобиля по данным табл. 4.4 Kсб = 27·1,2/96 = 0,34. Далее находим суммарную станкоёмкость механической обработки одного комплекта деталей из табл. П2 Тст.-ч = (95 + 7,5 + 92,3 + 45,5 + + 8,2)/60 = 4,14 ст.-ч и переводим её в трудоёмкость. Тчел.-ч, используя рекомендованные значения коэффициента многостаночности при изготовлении деталей шасси и двигателей в отрасли Kм = 1,3…1,5 = 1,4, как Тчел.-ч = Тст.-ч/Kм = 4,14/1,4=2,96 чел.-ч. Находим трудоёмкость годового объёма выпуска деталей ТизгΣ = Тчел.-ч Nг = = 2,96·100 000 = 296 000 чел.-ч. Используя полученные данные Kсб и ТизгΣ, находим трудоёмкость сборочных работ на участке ТсбΣ = 0,34·29 6000 = 100640 чел.-ч. Число рабочих мест на сборочном участке при укрупнённых расчётах определяется по суммарной трудоёмкости сборочных работ ТсбΣ [2]
где Fр.м – действительный годовой фонд времени рабочего места, ч; П – плотность выполняемых работ, определяется числом занятых рабочих на одном рабочем месте. При укрупнённых расчётах обычно пользуются значениями Fр.м = 4140 ч (табл. 3.5 пособия) и плотностью работ П=1. Расчётное число рабочих мест увеличивают на 5…10% резервных постов, потребность в которых может возникнуть при более детальных расчётах проекта, т.е. Мсб.пр=(1,05…1,1)Мсб. Число основных рабочих при сборке (слесарей-верстачников) при укрупнённых расчётах принимают по числу рабочих мест
где m – число рабочих смен. Для машиностроительных производств работа осуществляется в две смены, т.е. m = 2. Число вспомогательных рабочих, инженерно-технических работников (ИТР), служащих и младшего обслуживающего персонала (МОП) принимается в процентном соотношении от числа основных рабочих по нормативам, приведённым в табл. 3.18, 3.19. Результаты расчёта числа работающих на сборочном участке рекомендуется привести в виде сводной ведомости работающих (см. табл. 3.21 пособия). Производственная площадь сборочного участка определяется на удельной производственной площади уд S, приходящейся на одно рабочее место по нормативам выполненных проектов в отрасли, т.е.
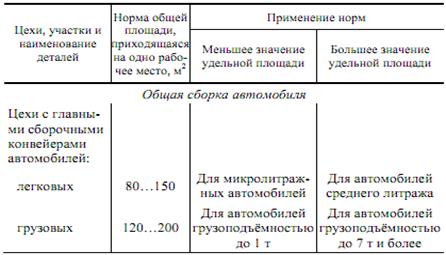
Значения удельных площадей сборочных участков и цехов для различных отраслей машиностроения приведены в табл. 4.5. Так, для автомобилестроения при сборке двигателей и коробки передач значения.Sуд.сб составляют в среднем 18…20 м2 на одно рабочее место. Компоновку площадей сборочных участков на плане цеха осуществляют, как правило, в конце участков механической обработки, перпендикулярно их пролётам, разделяя контрольными пунктами и складом готовых деталей и комплектующих [2].
Таблица 4.5 Удельная площадь сборочных участков автомобильной промышленности
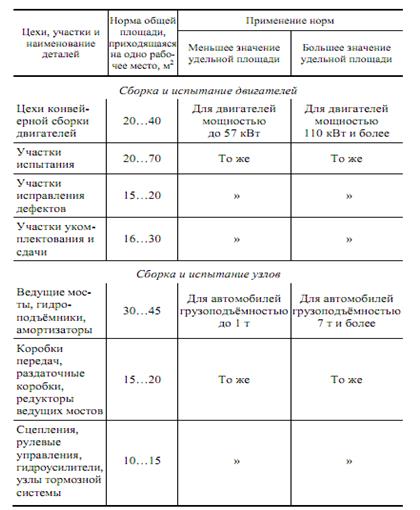
Продолжение табл. 4.5
По ширине сборочный участок занимает, как правило, расстояние не более размера шага колонн производственного здания. По длине в плане сборочного участка располагают положительное отделение, окрасочное отделение, отделение паковки и отправки изделия (экспедиция), замыкая ширину пролётов механического отделения цеха. Пример: определить количество рабочих мест и рассчитать площадь сборочного участка и примерные его размеры по ранее определённой трудоёмкости сборочных работ в предыдущем примере. Решение: количество рабочих мест при известной трудоёмкости годового объёма сборочных работ ТсбΣ=100640 чел.-ч из предыдущего примера составит Мсб=100640/4140·1=24,3≈24 рабочих места. С учётом резервных мест 5…10% примем Мсб.пр=26 рабочих мест. Производственную площадь сборочного участка определим, как Sсб=19⋅26=494 м2 ≈ 500 м2. Задавшись шириной участка, равной шагу колонн t=12 м, определим длину участка В=500/12=41 м. При принятой ширине пролёта, например 18 м, длина сборочного участка займёт 41/18 = 2,3 пролёта. Окончательное место и размеры сборочного участка на плане цеха определяется после расчёта площадей и планировки вспомогательных и служебно-бытовых отделений цеха.
|
||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1300; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 216.73.216.5 (0.009 с.) |

 , где Туд – удельный показатель сборки 1 т изделия-представителя, чел.-ч; Ми – масса собираемого изделия; N – годовая программа выпуска.
, где Туд – удельный показатель сборки 1 т изделия-представителя, чел.-ч; Ми – масса собираемого изделия; N – годовая программа выпуска.