Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Определение состава и расчёт вспомогательных и служебно-бытовых помещений цехаСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
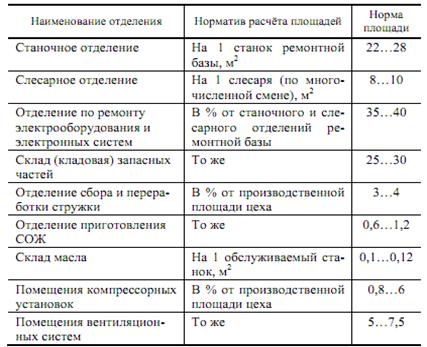
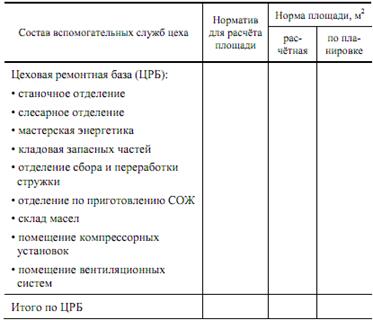
К вспомогательным площадям механических, сборочных, МСЦ, ИЦ и РМЦ относятся площади станочного и слесарного отделений ремонтной базы, мастерской энергетика, кладовой запасных частей, инструментально-раздаточных кладовых, отделения приготовления и раздачи СОЖ, складов материалов и заготовок, межоперационных складов, промежуточных складов готовы деталей, узлов, покупных изделий (приборов, нормалей и пр.), контрольных отделений, отделений сбора и переработки стружки, помещений под энергетические и санитарно-технические установки и др. Нормы проектирования вспомогательных площадей цехов приведены в табл. 4.6. Результаты расчётов вспомогательных площадей цеха по приведённым в табл. 4.6 – 4.10 нормативам рекомендуется систематизировать в виде табл. 4.11. Таблица 4.6 Нормы расчёта площадей ремонтной базы цеха
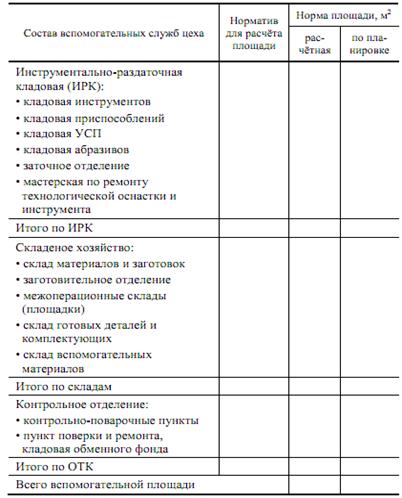
Таблица 4.7 Нормы расчёта площадей ИРК
Таблица 4.8 Нормы площади заточного отделения
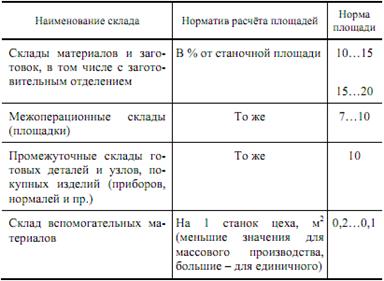
Таблица 4.9 Укрупнённые нормы расчёта площадей складского хозяйства цеха
Состав санитарно-бытовых помещений механосборочных и вспомогательных цехов промышленных предприятий регламентируется строительными нормами и правилами СНиП 2.09.04–87 в зависимости от санитарной характеристики технологических процессов.
Таблица 4.10 Нормы расчёта площади системы контроля качества изделий
Таблица 4.11 Состав вспомогательных площадей цеха
Продолжение табл. 4.11
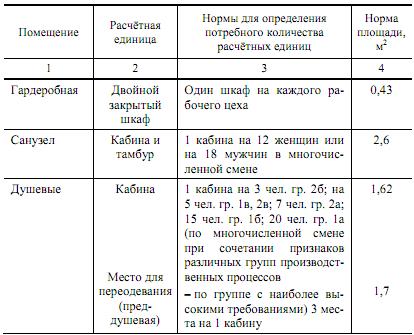
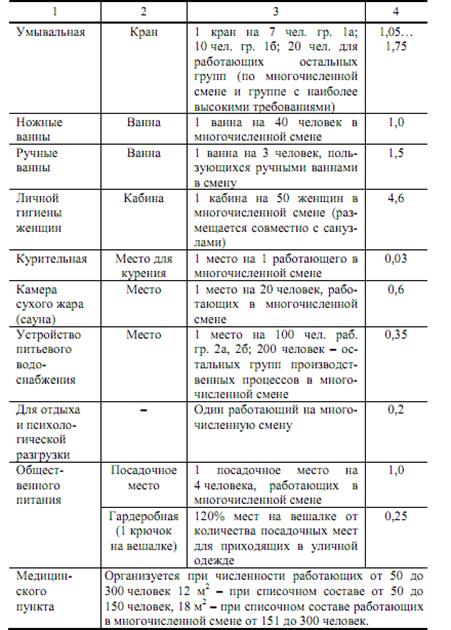
В состав санитарно-бытовых помещений входят: гардеробные и умывальные – для всех групп (для групп 1б, 1в и 2 гардеробные домашней и спецодежды должны предусматривать двойные шкафы на 91 каждого работающего); душевые для всех групп за исключением 1а; помещения для сушки рабочей одежды – 2в; комната личной гигиены женщин (при численности среди работающих свыше 50 женщин); санузлы, курительные, устройства питьевого водоснабжения (располагаются на расстоянии от рабочих мест не более 75 м); медицинские пункты (при численности работающих от 50 до 300 человек, свыше 300 – фельдшерский здравпункт); помещения ручных ванн (при производственных процессах, связанных с вибрацией, передающейся на руки); помещения ножных ванн (установки гидромассажа ног, предусматриваются при производственных процессах, связанных с работой стоя или связанных с вибрацией, передающейся на ноги), камеры сухого жара (сауны); помещения общественного питания: при числе работающих в смену более 200 человек – столовую, при числе работающих в смену менее 30 человек – комнату приёма пищи (не менее 12 м2). Норма расчёта площадей санитарно-бытовых служб приведена в табл. 4.12.
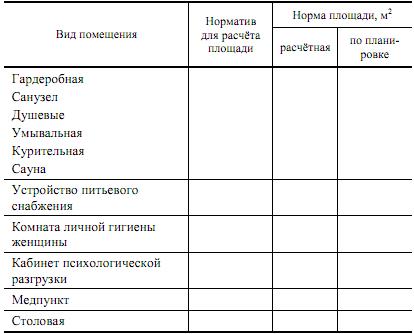
Таблица 4.12 Норма расчёта санитарно-бытовых помещений проектируемого цеха
Продолжение табл. 4.12
Таблица 4.13 Состав административно-конторских площадей цеха
Таблица 4.14 Состав санитарно-бытовых помещений цеха
Площадь административно-конторских помещений определяюттакже СНиП 2.09.04–87 из расчёта: 4м2 на одного работника управления и 6м2 на одного работника конструкторского или технологического бюро. Площадь кабинетов руководителей должна составлять не более 15% площади рабочих помещений. При кабинетах руководителей МП (цехов) и их заместителей следует предусматривать приёмные. Допускается устраивать общую приёмную на два кабинета. Площадь приёмных должна быть не менее 9м2 . Выбор типа здания и компоновочно-планировочное решение площадей цеха
Цехи предприятий среднего и тяжёлого машиностроения размещают в одноэтажных промышленных зданиях, компонуемых из основных и дополнительных унифицированных типовых секций (УТС). Основные секции (для продольных пролётов) имеют размеры 144×72 м и 72×72 м; дополнительные секции (для поперечных пролётов) – 24×72 м, 48×72 м; 30×72 м. Сетки колонн для одноэтажных многопролётных зданий составляют 18×12 м и 24×12 м, где 12 – шаг колонны, 18, 24 – ширина пролётов. Пролёты меньшей длины используют для цехов с малогабаритным оборудованием. Для производств с крупногабаритным оборудованием ширина пролётов может быть увеличена до 30 или даже до 36 м. Для сборочных пролётов используют дополнительные (крановые) секции размерами 24×72 м2, 48×72 м2 и 30×72 м2. Наиболее распространённые УТС с размерами в плане 144×72 м2, с сеткой колонн 12×18 и 12×24 м2. Помещения санитарно-бытового и административно-культурного обслуживания рабочих и служащих на машиностроительных заводах располагают в пристройках к производственным зданиям, в отдельно стоящих зданиях или непосредственно в производственных. Последнее нежелательно из-за большой стоимости 1 м2 производственной площади.
Объёмно-планировочные решения административноконтрорских и санитарно-бытовых помещений пристраиваемых или отдельно стоящих вспомогательных зданий унифицированы СНиП 2.09.04–87. Административные и бытовые здания [14]. Технологические расчёты механосборочного производства завершаются компоновочно-планировочным решением площадей цеха. Компоновка – это чертёж с изображением на нём в плане производственных участков, вспомогательных служб, магистерских проездов, входных и въездных проёмов, административно-конторских и санитарно-бытовых помещений цеха или нескольких цехов, размещённых в одном корпусе, без пространственного размещения оборудования. Компоновку выполняют в масштабе 1:200 или 1:500 (1:400) в зависимости от размера цеха в соответствии с правилами и условными обозначениями ЕСКД. К компоновке может быть приложен поперечный разрез здания с указанием высоты пролётов до нижнего пояса ферм, а для крановых пролётов – до отметки головки кранового рельса. Все высотные отметки должны быть даны относительно пола первого этажа здания. При наличии подвальных, вторых и последующих этажей их компоновочные планы, как и план 1 этажа, располагают на чертеже. При разработке компоновки отделения и участки цеха необходимо располагать в определённой технологической последовательности производственного процесса. В основу компоновки цеха закладывают следующие принципы: − кратчайший путь перемещения заготовок и деталей; − движение заготовок и деталей в одном направлении без перекрёстных и возвратных перемещений; − непосредственная близость конечных пунктов линий изготовления деталей к рабочим местам узловой или общей сборки; − рациональное использование всей площади цеха. Высоту здания следует использовать для размещения транспортных устройств и складов заготовок, деталей и комплектующих изделий; − максимальные удобства для работы и отдыха производственного персонала при одновременном обеспечении высокой производительности технологических процессов и техники безопасности; − возможность создания общекорпусных вспомогательных баз (заточного отделения, мастерской по ремонту технологической оснастки и инструмента, ремонтной базы и др.). Наиболее распространённые в машиностроении варианты взаимного расположения сборочных и механических участков и цехов представлены на рис. 4.1. В поточном массовом и крупносерийном производстве участки сборки размещают в конце линий механической обработки. Отделение или цех общей сборки при этом размещают в конце корпуса или в его середине так, чтобы конвейер общей сборки был расположен перпендикулярно линиям механической обработки. В серийном и единичном производстве используют компоновочные схемы размещения цеха (отделения) общей сборки в отдельном пролёте, расположенном перпендикулярно или параллельно пролётам механических цехов. В цехах с поточной формой организации производства вспомогательные службы располагают, как правило, в стороне от потока на границе с соседним цехом или вдоль торцовых или продольных стен производственного здания. Последнее в ряде случаев нецелесообразно, так как при этом ухудшается естественная освещённость рабочих мест. В крупносерийном и массовом производствах производственные участки специализируют на изготовлении и сборке отдельных агрегатов или узлов машин с законченным производственным циклом. В серийном производстве (реже в крупносерийном и массовом) организуют специализированные предметно-замкнутые участки по изготовлению деталей типа валов, шестерён, болтов, корпусных и других деталей.
Рис. 4.1. Схема общей компоновки в одном здании механического и сборочного цехов машиностроительного завода серийного производства со вспомогательными отделениями, складами и бытовыми помещениями
В некоторых производствах (в основном непоточном мелкосерийном и единичном) вспомогательные службы занимают в цехе центральное положение по отношению к обслуживаемым участкам. Склады материалов и заготовок размещают в начале цеха, смежно или вместе с заготовительным участком или отделением [3]. При проектировании новых цехов административно-конторские и санитарно-бытовые помещения следует размещать во вспомогательном здании, примыкающем к основному производственному зданию или расположенному во вставках производственного корпуса. При этом следует руководствоваться приведёнными ниже рекомендациями: − гардеробные располагают близко к входам в здание; − в гардеробных предусматривают запасные выходы на случай пожара; − каждый этаж многоэтажного вспомогательного здания должен иметь вдоль торцовых стен лестничные клетки; − душевые следует располагать смежно с гардеробными; − душевые и преддушевые не рекомендуется располагать у наружных стен; − умывальные необходимо размещать смежно с гардеробными, расстояние от умывальников до шкафов не должно быть меньше 2 м; − ножные ванны следует размещать в преддушевых или в умывальных; − санузлы в многоэтажных зданиях должны быть на каждом этаже, курительные следует размещать смежно с санузлами; − расстояние от рабочих мест до помещений общественного питания при продолжительности обеда 30 мин не должно превышать 300 м; − медицинский пункт располагают на первом этаже вспомогательного здания вблизи наиболее многолюдных участков; − административно-конторское помещение в многоэтажном здании следует располагать на 2–3 этаже; − контору цеха размещают вблизи кабинетов начальника цеха и его заместителей. Техника выполнения компоновок сводится к следующему: − наносят в масштабе сетку колонн, стены выбранного здания, помечают границы цеха, магистральных проездов, места размещения компрессорных и трансформаторных станций;
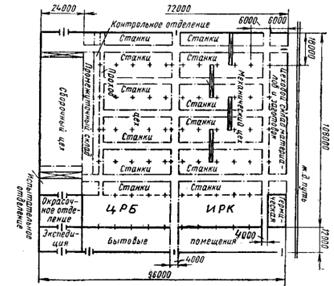
− определяют границы производственных участков и отделений проектируемого цеха исходя из последовательности выполнения технологических процессов и наличия вспомогательных служб, необходимых для обслуживания производств; − в соответствии с выбранным направлением грузопотоков и людских потоков устанавливают внутрицеховые технологические и противопожарные проезды и проходы; − определяют местоположение вспомогательного здания и наносят его на план. Пример компоновки механосборочных цехов с поперечным разрезом по пролёту представлен на рис. 4.2. 98
Рис. 4.2. Компоновочно-планировочный план цеха с поперечным разрезом пролёта Общие правила выполнения компоновок цехов и условные обозначения элементов строительных зданий приведены в работах [2, 5, 10, 12, 15, 17].
4.3.8. Общая планировка механического цеха План цеха выполняется в масштабе 1:100 или 1:200. На плане должно быть изображено все оборудование и устройства, относящиеся к рабочему месту: - расположение рабочего места у станка во время работы; - верстаки, рабочие столы, подставки; - инструментальные столики; - места у станков для обработанных деталей и заготовок; - транспортные устройства, относящиеся к раб. месту; - площадки для контроля и временного хранения деталей; - место мастера; - грузоподъемные и транспортные средства цеха - проезды и проходы, туннели и ямы. - строительная часть плана. - колонны с осями и обозначением номера; - наружные и внутренние стены, а также перегородки; - окна, ворота, двери; - подвалы, подземные комнаты, антресоли. Все отделения цеха располагаются по направлению общего производственного потока в следующем порядке (типовую схему см. на рис. 4.2): а) при единичном и серийном производстве цеховой склад материалов и заготовок вместе или смежно с заготовительным отделением размещаются в начале цеха (поперек пролётов цеха или в отдельном пролёте,); при поточном производстве складские площадки для заготовок располагаются в начале каждой поточной линии; б) вдоль склада или складских площадок поперёк пролётов цеха устраивается проезд шириной не менее 4 м и более в зависимости от применяемых средств транспорта; в) далее располагается станочное отделение; при значительной длине технологической линии устраиваются поперечные проходы шириной не менее 4 м; г) в конце станочного отделения поперёк всех пролётов также устраивается поперечный проезд шириной не менее 4 м в зависимости от применяемых средств транспорта. Необходимо располагать линии обработки механического цеха по отношению к сборочному цеху таким образом, чтобы обработанные детали поступали на сборку кратчайшим путём и к той позиции сборочной линии, где они должны ставиться на собираемую машину. В крупносерийном и массовом производстве необходима специализация отделений (участков) по агрегатам или узлам изготовляемой машины с законченным технологическим циклом обработки и сборки данного агрегата или узла; в серийном и мелкосерийном производстве специализировать отделения по технологическому признаку – отделение механической обработки; узловой сборки, общей сборки; применять специализацию отделений механической обработки по группам деталей например отделение корпусных деталей, отделений валов, отделений зубчатых колёс и т.д.;
д) далее располагается контрольное отделение или контрольные пункты (при поточном производстве); е) параллельно контрольному отделению, поперёк пролётов, размещается промежуточный склад и смежно с ним – межоперационный, если таковой предусмотрен; ж) заточное отделение и инструментально-раздаточный склад, как отмечалось выше, при поточном производстве располагаются в стороне от потока, где размещаются и все остальные вспомогательные отделения цеха, чтобы не стеснять движение деталей; при единичном и серийном производстве они могут занимать в цехе центральное положение по отношению к станочному участку. Складские помещения в цехе (склад материалов и заготовок, промежуточный склад) отделяются от станочного отделения металлической сеткой высотой не более 2,0…2,5 м (для свободного прохода кранов), а контрольное и заточное отделения – стеклянной перегородкой. В соответствии с указанной последовательностью расположения вспомогательных отделений цеха и планировкой оборудования устанавливается общая компоновка цеха, в результате чего определяются число пролётов, ширина цеха, его длина (в соответствии с принятым шагом колонн) и общая площадь цеха (определение ширины, длины и высоты здания цеха рассматривается). В проектном задании схема общей компоновки отделений цеха разрабатывается на основе площадей, подсчитанных по удельной площади, и других технико-экономических показателей или, что точнее, на основе планировки оборудования, количество которого определено по данным технологического процесса; в рабочих чертежах производится уточнение общей компоновки цеха с учётом необходимых площадей отделений, полученных на основании окончательной планировки оборудования. На плане должны быть изображены всё оборудование и все устройства, относящиеся к рабочему месту, а именно: 1) металлорежущие станки, автоматические станочные линии и другое производственное оборудование; 2) местоположение рабочего у станка во время работы; 3) рабочие места без оборудования (на полу или на специальных основаниях) с указанием их габарита; 4) верстаки, рабочие столы, подставки; 5) инструментальные шкафы (столики); 6) места у станков для обработанных деталей и обрабатываемых заготовок и материалов; 7) места для этажерок и подставок для деталей и крупного инструмента; 8) транспортные устройства, относящиеся к рабочему месту – наклонные скаты (желоба, лотки), склизы и пр.; 9) площадки для контроля и временного хранения деталей; 10) места для мастеров. На плане должны быть также показаны грузоподъёмные и транспортные устройства цеха: краны мостовые и балочные, консольные, велосипедные, портальные и полупортальные, местные поворотные краны, тельферы, тали, рольганги и конвейеры, рельсовые узкоколейные и ширококолейные пути, подъёмники-лифты. Кроме того, на плане должны быть изображены штрихпунктирными линиями все проезды и проходы, штриховыми линиями туннели или ямы, предназначенные для производственных или транспортных целей. В части строительной на плане должны быть изображены: 1) колонны с осями и обозначением номера каждой колонны; 2) очертания оснований колонн и фундаментов, изображаемые штриховыми линиями; 3) наружные и внутренние стены – капитальные и лёгкие, а также перегородки, включая стеклянные и сетчатые; 4) окна, ворота и двери наружные и внутренние; 5) подвалы, подземные комнаты, антресоли. На плане должны быть даны и все необходимые размеры: ширина пролётов; шаг колонн; общая ширина цеха; общая длина пролётов и всего цеха; ширина продольных и поперечных проходов или проездов; ширина, длина и площадь каждого вспомогательного отделения; расстояния от станков до колонн и между станками и рабочими местами, габаритные размеры крупных станков. Все нанесённые на план изображения и размеры должны быть вычерчены в масштабе. Все станки, автоматические станочные линии и другое оборудование, а также устройства на рабочих местах, складские и контрольные площадки, грузоподъёмные и транспортные устройства, изображённые на плане, обозначаются порядковыми номерами и вносятся в спецификацию, которая помещается на плане. В спецификации должны быть указаны: 1) номер, обозначенный на плане; 2) наименование оборудования или устройства; 3) характеристика их – основные размеры, грузоподъёмность, площадь и т.д.; 4) мощность электродвигателей этого оборудования
Таблица 4.15 Условные обозначения, применяемые на планировке (выкопировка из ОСТ 23.4.261–86)
На плане должны быть сделаны надписи с номерами или названиями производственных отделений цеха, производственных участков, вспомогательных отделений, а также с названиями или номерами этажей (при многоэтажных зданиях). В случае расположения цеха в многоэтажном здании на одном листе изображаются все этажи, один над другим так, чтобы совпадали все оси, колонны и габариты по всем этажам. Кроме плана должен быть выполнен поперечный разрез здания в масштабе 1:50 и 1:100 с указанием высоты здания. К плану цеха должна быть приложена выкопировка из генерального плана, указывающая положение данного цеха по отношению к другим цехам, а также внутризаводские транспортные пути, подходящие к данному цеху и связывающие его с другими цехами, сооружениями, складами. На рисунке 4.2 дана схема общей компоновки механического и сборочного цехов с инструментальным, ремонтным, термическим, окрасочным, испытательным и контрольным отделениями, а также складами и бытовыми помещениями машиностроительного завода серийного производства. Изображение строительных элементов здания и технологического оборудования выполняется в масштабе чертежа в виде контурных очертаний условными графическими обозначениями в соответствии с ОСТ 23.4.261–86 (табл. 4.17).
ПРИМЕРЫ ТЕХНОЛОГИЧЕСКИХ РЕШЕНИЙ МЕХАНОСБОРОЧНЫХ ЦЕХОВ
5.1. Расчет и планировка производственного участка механической обработки детали «фланец» редуктора заднего моста автомобиля
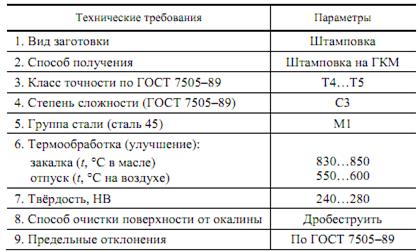
Анализ исходных данных Фланец вала ведущей конической шестерни редуктора ведущих мостов автомобиля ЗИЛ-131 предназначен для присоединения редуктора к карданному валу автомобиля и передачи крутящего момента от него к редуктору (рис. 5.1). Материалом фланца является сталь марки 45, заготовкой является штамповка на ГКМ. Технологический маршрут, технические условия и трудоёмкость операций механической обработки фланца приведены в табл. 5.1, 5.2. 104
Рис. 5.1. Чертеж фланца редуктора заднего моста автомобиля
Таблица 5.1 Технические условия на изготовление заготовки фланца
Продолжение табл. 5.1
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-04-23; просмотров: 1776; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.142.54.169 (0.014 с.) |