Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Погрешность установки заготовкиСодержание книги
Поиск на нашем сайте
Погрешностью установки называют отклонение фактически допустимого положения заготовки или изделия при установке от требуемого. Применительно к обработке резанием при анализе погрешности установки следует учитывать принятый метод установки заготовок: в специальном приспособлении или с индивидуальной выверкой их положения. Рассмотрим сначала погрешность установки заготовок в специальном приспособлении. При этом погрешность установки складывается из погрешности базирования Определение погрешности базирования рассмотрено в пятой главе. Погрешность закрепления торую передается сила закрепления, и в первую очередь контактными деформациями в местах стыка поверхности заготовки с опорами приспособления. В общем виде смещение из-за контактных деформаций определяется по формуле
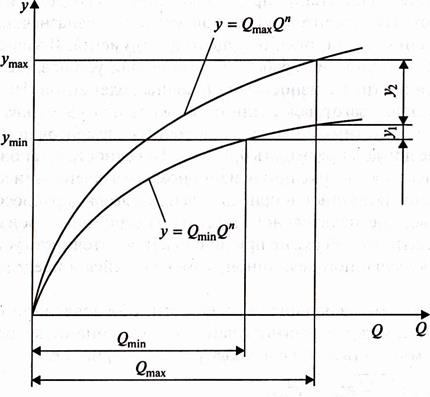
где С — коэффициент, характеризующий условия контакта (опора сферическая, плоская, рифленая), материал и твердость базовой поверхности; Q — сила, действующая на опору; a — угол между направлением наибольшего смещения и направлением выдерживаемого размера. При обработке партии заготовок С изменяется от Сmах до Cmin, что связано с колебаниями твердости заготовок, с колебаниями шероховатости поверхности в пределах данной партии и с колебаниями других факторов. Зажимная сила Q может изменяться от Qmах до Qmin, что в значительной мере зависит от конструкции зажимного устройства. Графическая зависимость у =f(Q) представлена на рис. 6.8. Принимая возможные предельные размеры коэффициента С и силы Q, получаем деформации уmaх и ymin, причем
Рис. 6.8. Графическая зависимость у = f [ Q)
Разность Составляющие у 1 и у2 погрешности закрепления относятся к категории случайных величин, поэтому их суммирование правильнее выполнять не алгебраически, как показано на рис. 6.8, а по правилу квадратного корня, т.е.
причем Снижение погрешности закрепления может быть достигнуто путем стабилизации зажимной силы и ее рационального направления, а также путем повышения однородности материала заготовки и ее поверхностного слоя. Погрешность приспособления. Эта погрешность определяется неточностью изготовления приспособления, состоянием приспособления (его изношенностью) и неточностью установки приспособления на станке. Неточность приспособления при его изготовлении регламентируется техническими условиями и в общем случае составляет 0,25— 0,1 допуска на соответствующий обрабатываемый размер детали. В процессе эксплуатации приспособления наблюдается износ его установочных элементов, а также элементов, предназначенных для направления и установки режущего инструмента. В зависимости от степени точности обрабатываемой детали устанавливают предельно допустимые износы установочных элементов. Например, при установке заготовок средних размеров по 6—9-му квалитетам точности допустимый износ установочных элементов приспособления не должен превышать 0,015 мм. Неточность установки приспособления на станке при неизменном его закреплении является постоянной величиной и при тщательной выверке приспособления может быть незначительной. В условиях серийного производства при периодической смене приспособления неточность установки является случайной величиной, изменяющейся в пределах 0,01— 0,02 мм. Все три составляющие погрешности, обусловленной приспособлением, можно считать случайными величинами, которые следует суммировать по правилу квадратного корня, т.е.
Таким образом, при расчете погрешности установки е все три слагаемые погрешности суммируются как случайные величины по формуле
Индивидуальная выверка каждой заготовки характерна для единичного и реже мелкосерийного производства. Выверка заготовок осуществляется либо непосредственно по поверхностям заготовок, либо по разметочным рискам. Точность установки данным методом зависит от субъективных факторов. В справочной литературе приводятся нормативные данные погрешностей выверки и закрепления заготовок по цилиндрическим поверхностям, по плоской поверхности в зависимости от размеров заготовок и их точности. Так, например, при установке заготовок средних габаритов с выверкой по необработанным или грубо обработанным цилиндрическим поверхностям погрешность по длине и на биение составляет 1—1,5 мм, а при установке с помощью индикатора по поверхности, обработанной чистовым точением, — 0,03—0,06 мм.
|
||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 131; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.15.15.91 (0.009 с.) |

 6, погрешности закрепления
6, погрешности закрепления 
 и
и 
 и является погрешностью закрепления.
и является погрешностью закрепления.
 и
и