
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Деформациями технологической системыСодержание книги
Поиск на нашем сайте
В процессе резания происходит нагрев технологической системы. Тепловым деформациям подвергаются режущий инструмент, заготовка, приспособление, станок. Локальный нагрев системы порождает тепловые деформации, части системы занимают в пространстве новые положения, которые зависят от степени нагрева. При этом на деталях погрешности размера и формы Д,., входящие составной частью в формулу для расчета суммарной погрешности обработки. Следует различать стационарное и нестационарное состояние технологической системы. В первом случае система работает в условиях теплового равновесия, когда подводимая от какого-либо источника теплота равна отводимой. Температура системы в случае теплового равновесия практически не меняется. При нестационарном состоянии температура системы в различные моменты времени в различных ее зонах изменяется. Это положение иллюстрирует рис. 6.13. Если, например, включить токарный станок (рис. 6.13 а) и, не производя на нем обработку, измерить температуру в отдельных точках (показаны кружочками), то можно убедиться в том, что температуры окажутся различными. На этом рисунке дана самая общая картина температур для конкретного станка, шпиндель которого вращается со скоростью
Рис. 6.13. Избыточные температуры и тепловые деформации токарного станка 1200 Система достигает теплового равновесия, как правило, за сравнительно продолжительное время За период времени от нуля до На точность обработки заготовок влияют тепловые деформации станка, заготовки и режущего инструмента. Деформирование этих элементов происходит одновременно. Аналитические расчеты температурных деформаций станков оказываются сложными и малопригодными для практического применения. Поэтому чаще всего используют экспериментальные данные. Наиболее интенсивно нагреваются бабки металлорежущих станков в районе передних подшипников. Если в бабке достаточно масла для смазки трущихся частей, то нагретое масло способствует некоторому выравниванию температуры всей корпусной детали. В этом случае можно сделать прикидочные расчеты деформации
где а — температурный коэффициент линейного расширения; L — линейный размер элемента станка (рис. 6.13 a); Такую же формулу можно, например, использовать для определения удлинения нагретого шпинделя станка. На станках токарной группы температурные деформации шпинделя наиболее ощутимы в вертикальном направлении. Они могут достигать нескольких сотых миллиметра. Существенное влияние на точность размеров и формы оказывает тепловая деформация заготовок. Это хорошо известно из практики. Стараются не производить чистовую обработку нагретой заготовки, не измерять ее в нагретом состоянии, а также правильно закреплять, исходя из возможности температурных деформаций в ходе обработки. Последнее обстоятельство особенно важно учитывать при обработке длинных заготовок (рис. 6.14 а). Плита с размерами L и Н, обрабатываемая на продольно-строгальном станке, получает температурные деформации из-за различных температур t, и t 2 на верхней и нижней поверхностях. Если плита будет закреплена с двух сторон, она прогнется так, что возникает стрела прогиба (рис. 6.14 б):
Рис. 6.14. Температурные деформации заготовок
Эта стрела оказывается пропорциональной квадрату длины. Средняя температура
где Q — теплота, полученная заготовкой в процессе резания, Дж; с — удельная теплоемкость материала заготовки, Дж/(кг Несмотря на сравнительно малое количество теплоты, переходящее в инструмент, во многих случаях учитывают его температурные деформации. Удлинения от нагревания консольной части резцов характеризуются зависимостью, близкой к приведенной на рис. 6.13 б. Величина этого удлинения может достигать нескольких сотых миллиметра и зависит прежде всего от скорости резания, подачи, глубины резания и механических характеристик обрабатываемой заготовки. Для состояния теплового равновесия кон- сольно закрепленных резцов их удлинение можно определять по эмпирической формуле:
где С — постоянная (при глубине резания t < 1,5 мм, подаче S < 0,2 мм/об, скорости резания V = 100—200 м/мин постоянная С— 4,5); L * — вылет резца, мм; F — площадь поперечного сечения державки резца, мм2. Все три тепловых воздействия в ходе резания существуют одновременно. Поэтому можно под значением
|
||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 90; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 18.117.188.105 (0.007 с.) |

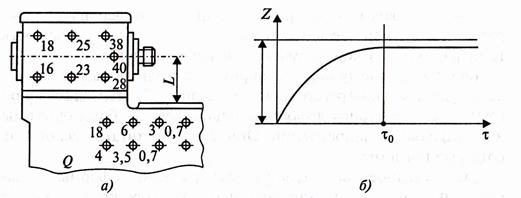
 . Избыточные (сверх температуры помещения) температуры указаны по прошествии 4,5 года работы. Из этой картины следует, что все элементы станка как части технологической системы получают деформации, влияющие на точность выдерживаемого размера и формы детали. Эти деформации до момента теплового равновесия системы компенсировать практически очень трудно.
. Избыточные (сверх температуры помещения) температуры указаны по прошествии 4,5 года работы. Из этой картины следует, что все элементы станка как части технологической системы получают деформации, влияющие на точность выдерживаемого размера и формы детали. Эти деформации до момента теплового равновесия системы компенсировать практически очень трудно. 0, которое может исчисляться часами (рис. 6.13 б).
0, которое может исчисляться часами (рис. 6.13 б). L по формуле:
L по формуле:
 t — разность температур между корпусом и окружающей средой.
t — разность температур между корпусом и окружающей средой.

 нагрева заготовки в ходе механической обработки равна:
нагрева заготовки в ходе механической обработки равна:
 с); р — плотность материала заготовки, кг/м3; V— объем заготовки, м3.
с); р — плотность материала заготовки, кг/м3; V— объем заготовки, м3.
 понимать погрешность от суммарного действия теплоты на всю технологическую систему.
понимать погрешность от суммарного действия теплоты на всю технологическую систему.


