
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Расчет припусков и межоперационныхСодержание книги
Поиск на нашем сайте
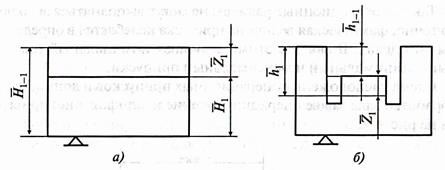
РАЗМЕРОВ ПРИ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ ОБЩИЕ ПОНЯТИЯ И ОПРЕДЕЛЕНИЯ При обработке деталей резанием заданные чертежом геометрические размеры (как значения, так и установленные на них отклонения), форма, пространственные отклонения поверхностей и параметры качества поверхностного слоя (шероховатости, волнистости и др.) получают за один или несколько переходов механической обработки. На каждом технологическом переходе механической обработки с элементарной обрабатываемой поверхности в виде стружки срезается слой материала. Толщину этого удаляемого слоя называют припуском на обработку и обозначают буквой Z. Смежные технологические переходы принято обозначать так: выполняемый переход /, предшествующий i - 1. Ниже показано, что припуск — случайная величина, т.е. имеет разные значения в разных точках элементарной поверхности заготовок. Различают промежуточные, операционные и общие средние припуски на обработку. Промежуточный средний припуск Обозначим размеры (средние значения) и допуски размеров на технологических переходах обработки для наружной поверхности буквами Согласно правилам суммирования математических ожиданий случайных величин (средних значений) запишем соотношения между средними размерами заготовок на технологических переходах обработки (рис. 4.1).
Наибольшие и наименьшие размеры заготовок на предшествующем переходе определяют по формулам:
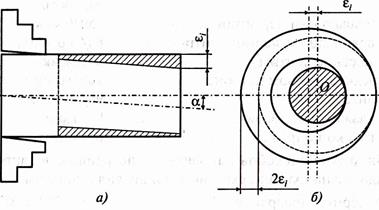
Рис. 4.1. Средний промежуточный припуск на обработку наружной поверхности (а) и внутренней плоскости (б) Промежуточный припуск всегда указывают на сторону. Например, припуск на номинально цилиндрическую поверхность — радиус Ri — равен Общим средним припуском Припуск измеряется в направлении, перпендикулярном к обрабатываемой поверхности. Общий средний припуск
где Припуск всегда асимметричен, так как при обработке номинально цилиндрических поверхностей или при двухсторонней обработке поверхностей (например, фрезерованием, шлифованием) в реальных условиях с разных сторон всегда удаляется разный слой материала. Так как операционные размеры не могут выполняться абсолютно точно, фактическая величина припуска колеблется в определенных пределах. В связи с этим различают номинальный (расчетный), минимальный и максимальный припуски. Схема расположения операционных припусков и допусков при обработке вала за две операции (точение и шлифование) приведена на рис. 4.2.
Рис. 4.2. Схема расположения припусков и допусков на обработку вала (при точении с последующим шлифованием) Номинальные припуски необходимы для определения номинальных размеров заготовок (поковок, отливок), по некоторым изготовляют технологическую оснастку (штампы, модели, формы и т.п.). По максимальному припуску назначают глубину резания, т.е. t = Zimax. Это значение принимается в качестве глубины резания и при выборе мощности привода станка. Припуск не является параметром режима обработки. Режим обработки определяется только тремя параметрами: глубиной резания t, подачей s и скоростью резания V. Припуск — важнейший технологический параметр, имеющий в механической обработке весьма существенное научно-теоретическое и технико-экономическое практическое значение. Зная припуск, определяют размеры исходной заготовки по технологическим переходам обработки. При обработке номинально цилиндрических поверхностей в этих соотношениях размеры Н и h принимают равными радиусами R и r (для наружной и внутренней поверхности соответственно). Припуск на диаметры D u d равен 2
Рис. 4.3. Средний промежуточный припуск (на сторону) при обработке наружной поверхности (а) и внутренней цилиндрической поверхности (б)
Точный расчет размеров заготовки можно выполнить только при установлении оптимальных (рациональных) припусков на обработку поверхностей на всех этапах изготовления детали. Это одна из основных задач технологии машиностроения, а теория припусков — один из основополагающих разделов проектирования процессов механической обработки. Большой вклад в развитие теории припусков внесли ученые МГТУ им. Н.Э. Баумана под руководством проф. В.М. Кована. В этой теории принято положение: вариант обработки, выбранный по оптимальному расходу материала, имеет преимущество перед вариантами, выбранными по другим технико-экономическим показателям: трудоемкости, себестоимости и т.п. При больших припусках увеличивается количество отходов (стружки), т.е. возрастают затраты (материальные и энергетичес- кие) на удаление материала, сбор и переработку стружки, снижается производительность вследствие повышения трудоемкости обработки (увеличения числа при больших значениях припуска); завышенные припуски приводят в некоторых случаях к удалению наиболее износоустойчивых поверхностных слоев заготовки и ее короблению из-за нарушения баланса остаточных напряжений. Однако и недостаточные припуски на обработку не обеспечивают возможности удаления дефектных поверхностных слоев материала, получения требуемой точности и шероховатости поверхности, а в ряде случаев создают неприемлемые условия для работы вершины резца в зоне твердой кромки или окалины. Не всякое значение припуска можно считать приемлемым для обработки по технологическим условиям и технико-экономическим показателям. Назначенный припуск может быть признан оптимальным, если он обеспечивает: 1)удаление с установленной в рабочей зоне заготовки всех отклонений геометрических параметров обрабатываемой поверхности (размера, формы, расположения поверхности относительно технологической базы, высотных параметров волнистости и шероховатости), а также дефектного поверхностного слоя; 2)получение заданных геометрических параметров без следов «черноты», т.е. следов от предшествующей обработки; 3)минимально необходимый срезаемый слой материала. МЕТОДЫ ОПРЕДЕЛЕНИЯ ПРИПУСКОВ Существуют три метода определения припусков: опытно-статистический, расчетно-аналитический и вероятностно-статистический. При первом методе общие и промежуточные припуски устанавливаются технологом по таблицам, составленным на основе обобщения и систематизации производственных данных передовых заводов. При применении данного метода устанавливают общий припуск, т.е. припуск на всю совокупность технологических переходов механической и химико-термической обработки поверхности. Реже устанавливают промежуточный припуск, т.е. припуск на обработку данного технологического перехода обработки. Обычно рекомендуемые данные отражают условия изготовления, при которых припуск должен быть наибольшим. Методически часто бы- вает не ясно, как проведен анализ статистических данных, какое значение припуска рекомендовано (наименьшее, наибольшее или среднее) и как при этом определялись размеры заготовок. Отсутствие этих данных снижает практическую ценность рекомендаций по этому методу.
Недостаток данного метода — завышенные припуски и неучет конкретных условий проектирования технологических процессов. Стремление изыскать пути повышения эффективности металлообработки, экономии материальных, трудовых и энергетических ресурсов в результате обоснованного уменьшения припусков и конкретизации условий обработки привели к созданию расчетных методик, базирующихся на дифференцированном анализе и учете только тех факторов, которые действуют в данных конкретных условиях производства. Этот метод прогрессивный, позволяет смоделировать условия, близкие к имеющим место на производстве. Основоположник расчетного метода проф. В.М. Кован. Расчетно-аналитический метод предполагает, что при анализе различных условий обработки установлены основные факторы, определяющие промежуточный припуск. Так, минимальный припуск на диаметр цилиндрической поверхности вычисляется по формуле:
где Rzi -1 — высота неровностей на предшествующей обработке (рис. 4.4). При выполнении первой операции механической обработки необходимо удалить неровности, имеющиеся на поверхности отливки, паковки, штамповки или проката. При выполнении второй операции необходимо удалить неровности, возникающие на первой операции, и т.д. Величину Rz определяют по таблицам справочника [3]. hi-1 — глубина поверхностного дефектного слоя на предшествующей обработке (рис. 4.4). Этот слой по своим физико-механичес- ким свойствам отличается от основного металла, поэтому он должен частично или полностью удаляться на выполняемом переходе. Величина h определяется по таблицам справочника [3].
Рис. 4.4. Поверхностный слой заготовки (вала)
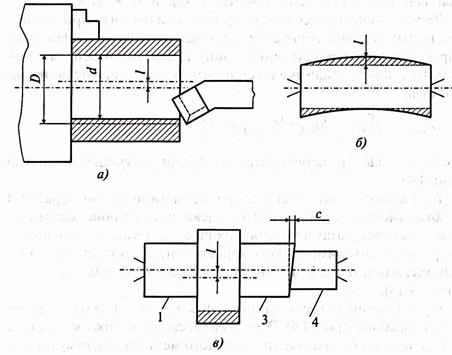
Рис. 4.5. Влияние пространственных отклонений обрабатываемой поверхности на величину припуска им можно отнести: отклонение от соосности наружной и внутренней поверхностей втулок (рис. 4.5 а), отклонение от соосности отдельных ступеней базовым шейкам ступенчатого вала (рис. 4.5 в), отклонение от перпендикулярности торцевой поверхности валика его оси (рис. 4.5 в), отклонение от прямолинейности оси валика (рис. 4.5 б), отклонение от параллельности обрабатываемой и базовой плоскостей у корпусных деталей и другие погрешности в расположении обрабатываемых поверхностей относительно базовых. Значение величины Д2 для заготовок определяется по [3].
После механической обработки заготовок значение вычисляем но формуле:
где Kу— коэффициент уточнения [3].
Рис. 4.6. Влияние погрешности установки е на величину припуска: а — обработка валика в патроне; б— обработка втулки по наружной поверхности с базированием на оправке с зазором Возникает она из-за непостоянства положения обрабатываемой поверхности при обработке партии деталей. Чтобы компенсировать его, необходимо снять соответствующий слой металла. При обработке заготовок в приспособлении погрешность установки может быть вызвана неточностью изготовления опорных элементов приспособления или неравномерной осадкой в местах контакта этих элементов с опорной поверхностью детали. Различная по величине осадка может быть вызвана также и неравномерностью зажимных усилий. Погрешность установки заготовки в приспособлениях е определяем с учетом погрешностей базирования еб, закрепления e3, изготовления и износа опорных элементов приспособлений епр. Так как указанные погрешности являются случайными величинами, то
Погрешность приспособления и износа опорных элементов Епр не связана с процессом установки заготовок в приспособлениях, поэтому ее учитывают при рассмотрении точности отдельно. Тогда имеем:
Также погрешность закрепления как результат упругих отжатий элементов станка и деформаций поверхностных слоев детали принимается в зависимости от способа ее установки: рад/осев на плавающий передний центр 150/0 мкм на вращающий задний центр 80/200 мкм на жесткие центры 0/200 мкм в трехкулачковом патроне 200/80 мкм в цанге 90/80 мкм на разжимной оправке 0/40 мкм на гладкой оправке 0/10 мкм Для других способов направление погрешности закрепления совпадает с направлением действующих сил и принимается: для черных поверхностей — 200 мкм для предварительно обработанных — 100 мкм для чисто обработанных — 40 мкм для шлифованных базовых поверхностей — 20 мкм При обработке деталей из ковкого чугуна и недостаточно тщательной правке заготовок расчетные припуски для первого технологического перехода механической обработки следует принимать с коэффициентом 1,3. При расчете припуска под шлифование деталей непосредственно после термообработки и правки принимают изогнутость Нормативы составлены применительно к жесткости станков: токарных 1000—1500 кг/мм; круглошлифовальных 1500— 2000 кг/мм; горизонтально-фрезерных 1000—1500 кг/мм; вертикально-фрезерных 2000—3000 кг/мм; сверлильных 500—700 кг/мм. Погрешность установки • бесцентровое шлифование и обработка в центрах;
• при базировании на магнитной плите и совпадении установочной и измерительной баз; • при расчете припуска для односторонней обработки; • при развертывании плавающей разверткой, протягивании отверстий, раскатке, обкатке, суперфинишировании и полировании. При обработке поверхностей вращения векторы
Но при обработке плоскостей принимают, что векторы направлены перпендикулярно обрабатываемой плоскости, поэтому:
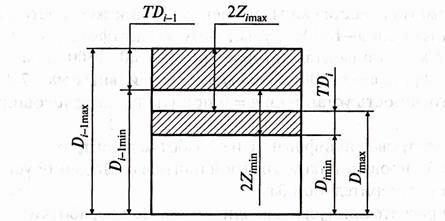
Во всех случаях величина смещение в расположении поверхности заготовки в рабочей зоне. Учитываются как смещение, полученное на предшествующем переходе изготовления (на первом переходе — это смещение заготовки), так и смещение при установке е;- в рабочей зоне. Очевидно, что такое же смещение получают и другие поверхности, в том числе измерительная база. Поэтому е(. учитывают и в суммарной погрешности обрабатываемого размера, и в припуске на обработку. Так как принято, что наблюдается копирование размеров, то имеем соотношение (рис. 4.7)
где D — диаметр элементарной поверхности. После расчета Di-1min определяют
Рис. 4. 7. Схема расчета Zi min по расчетно-аналитическому методу определения припусков где TDi -1 | — допуск на размер Di-1. Проверку правильности вычислений проводят по формуле:
причем:
Согласно расчетно-аналитическому методу расчетными являются минимальные (для наружных поверхностей) и максимальные (для внутренних поверхностей) размеры. Все значения факторов по этому методу определены по статистическим исследованиям и приведены в справочниках. В расчетно-аналитическом методе общий припуск:
На основании вышеизложенного можно считать, что в основу расчетов положен метод максимума-минимума. Вероятностно-статистический метод определения припусков есть дальнейшее развитие расчетно-аналитического метода. Однако в основу исследования факторов и расчета припусков и размеров заготовок положен вероятностный подход, что теоретически более оправдано и дает более близкий к практике результат. Как и ранее, статистические методы использованы при исследовании и обобщении результатов производственного эксперимента в условиях производства. В отличие от предыдущего материала выводы содержат не только данные по факторам, определяющим припус- ки, но и значения средних промежуточных и общих припусков для оговоренных в нормативных материалах условий (в том числе по обеспечиваемой точности) изготовления как заготовок, так и деталей. Это существенным образом уточняет содержание технологического проектирования и делает более обоснованным определение размеров заготовки. Разрабатывают маршрутное, операционное и маршрутно-операционное описание технологических процессов. В первом случае отсутствует четкая последовательность обработки поверхностей. Поэтому здесь не вычисляют промежуточные и общие припуски, т.е. не определяют точно размеры заготовки. С использованием вероятностно-статистического метода разработаны стандарты, в которых указаны значения средних припусков (ГОСТ 26645-85, ГОСТ 7505-89). Это позволяет назначать средние промежуточные и общие припуски с учетом геометрической точности заготовок и деталей, а также с учетом характеристики оборудования определять набор переходов, необходимых для получения из заготовки детали с требуемой точностью поверхностей. Средний промежуточный припуск при вероятностно-статистическом методе определяется по формуле
где R — наибольшая высота неровностей; Wz — наибольшая волнистость; h — наибольшая высота дефектного слоя; рi,i-1— коэффициент корреляции (определяется экспериментально); F— величина отклонения формы в продольном и поперечном сечении; Р— величина отклонения расположения; TR, TF, TP — величины допусков на предшествующем переходе и выполняемом. В расчетах следует учитывать только те отклонения формы, которые не охвачены допуском размера. При определении TRi-1 принимают во внимание все смещения поверхности заготовки, возникающие как при установке заготовки в рабочей зоне, так и при ее изготовлении. Значение рi,i-1 определяют экспериментально, расчетом или по рекомендациям в [1]. Волнистость учитывают только при черновой обработке отливок, а ее значение определяют по ГОСТ 26645-85. Средний размер на предшествующем переходе обработки
При известном допуске
|
|||||||||||||||
|
|
Последнее изменение этой страницы: 2021-04-04; просмотров: 220; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.145.20.239 (0.011 с.) |

 — это слой материала, удаляемый при выполнении i -го технологического перехода, а операционный — при выполнении i -й технологической операции.
— это слой материала, удаляемый при выполнении i -го технологического перехода, а операционный — при выполнении i -й технологической операции. а для внутренней поверхности буквами
а для внутренней поверхности буквами 

 ; припуск на диаметр D1, равен двум припускам на радиус, т.е. 2
; припуск на диаметр D1, равен двум припускам на радиус, т.е. 2 
 называют слой материала, который необходимо удалить с заготовки на всех операциях для получения окончательно обработанной поверхности детали.
называют слой материала, который необходимо удалить с заготовки на всех операциях для получения окончательно обработанной поверхности детали. при использовании на всех переходах фиксированного способа установа заготовки определяют либо как разность средних размеров исходной заготовки и детали, либо как сумму средних промежуточных припусков:
при использовании на всех переходах фиксированного способа установа заготовки определяют либо как разность средних размеров исходной заготовки и детали, либо как сумму средних промежуточных припусков:
 — средний размер элементарной поверхности исходной заготовки (i = 0) соответственно для наружной и внутренней поверхности;
— средний размер элементарной поверхности исходной заготовки (i = 0) соответственно для наружной и внутренней поверхности;  — средний размер элементарной поверхности детали (i = n) соответственно для наружной и внутренней поверхности; n — число технологических операций (переходов) обработки данной поверхности.
— средний размер элементарной поверхности детали (i = n) соответственно для наружной и внутренней поверхности; n — число технологических операций (переходов) обработки данной поверхности.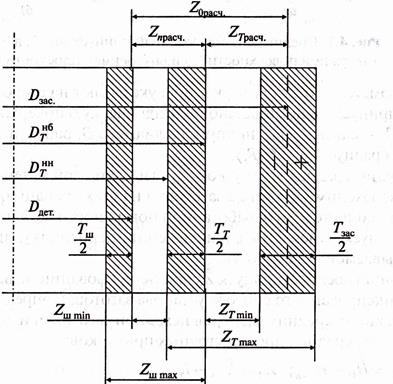
 соответственно (рис. 4.3).
соответственно (рис. 4.3).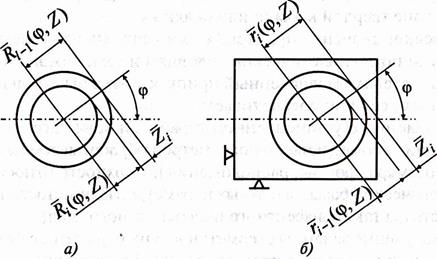

 — суммарное значение пространственных отклонений, оставшихся от предшествующей обработки (векторная величина для цилиндрических поверхностей, рис. 4.5). К таким отклонени-
— суммарное значение пространственных отклонений, оставшихся от предшествующей обработки (векторная величина для цилиндрических поверхностей, рис. 4.5). К таким отклонени-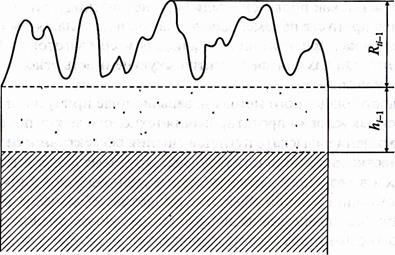
 — погрешность установки заготовки на выполняемом переходе (векторная величина для цилиндрических поверхностей, рис. 4.6).
— погрешность установки заготовки на выполняемом переходе (векторная величина для цилиндрических поверхностей, рис. 4.6).
 = 80 мкм на 1 мм длины.
= 80 мкм на 1 мм длины. = 0 при следующих условиях обработки:
= 0 при следующих условиях обработки: и
и  могут принимать любое угловое положение, предвидеть которое заранее не представляется возможным. Поэтому в целях получения наиболее вероятного суммарного значения сложение векторов следует производить по правилу квадратного корня:
могут принимать любое угловое положение, предвидеть которое заранее не представляется возможным. Поэтому в целях получения наиболее вероятного суммарного значения сложение векторов следует производить по правилу квадратного корня:

 определяет фактически
определяет фактически




 предельные размеры
предельные размеры



