Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Ремонтный и монтажный инструментСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
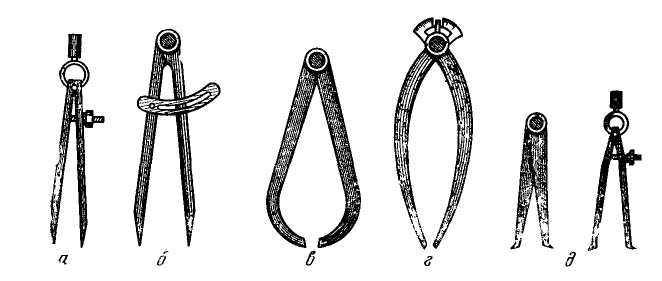
Ремонтный и монтажный инструмент делится на измерительный, разметочный, режущий (токарный, сверлящий, резьбонарезной, фрезеровочный, шлифовальный, опиловочный), давящий, скалывающий, ударный и вспомогательный (инструмент для слесарей, кузнецов, котельщиков, жестянщиков и др.). Измерительный инструмент. К измерительному инструменту относится многомерный (метр, линейка металлическая, циркули, кронциркули, нутромеры, штангенциркули, микрометры и пр). и одномерный (калибры, скобы, шаблоны, угольники и другой инструмент). Имеется измерительный инструмент, который можно отнести к первой и второй группе (контрольные плитки, щупы и пр.). Метр металлический служит для линейного измерения. Точность измерения до 0,5 мм. Линейки металлические длиной от 100 до 1000 мм применяются для определения расстояния между двумя точками. Расстояние между штрихами 0,5 или 1,0 мм, точность измерения линейки 0,25 мм. Рулетки предназначены для измерения длины с точностью ± 1 мм. Рулетки изготовляют длиной от 2 до 20 м. Циркули пружинные и с дуговым установом (рис. 5.1, а и б) применяются для промера расстояния между двумя точками. Размер определяется по линейке. Кронциркули обыкновенный (рис. 5.1, в) и со шкалой (рис. 5.1,г) применяются при измерении наружных поверхностей. Нутромеры обычные и пружинные (рис. 5.1, д) применяются для измерения отверстий, пазов и других внутренних поверхностей. Размер определяется по линейке. Точность измерения 0,5 мм.
а -пружинный циркуль; б – циркуль с дуговым установом; в -кронциркуль обыкновенный; г - кронциркуль со шкалой; д - нутромеры Рис. 5.1. Измерительные инструменты Штангенциркуль применяется для измерения наружных и внутренних диаметров, длины, толщины, глубины и т. п. с точностью отсчета 0,1; 0,05 и 0,02 мм (рис. 5.2).
1 - стопорный винт; 2 - движок; 3 - микрометрический винт Рис. 5.2. Штангенциркуль с нониусом
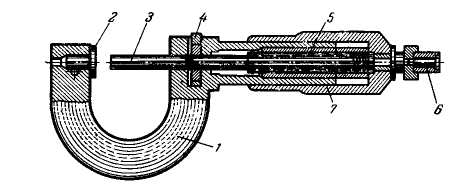
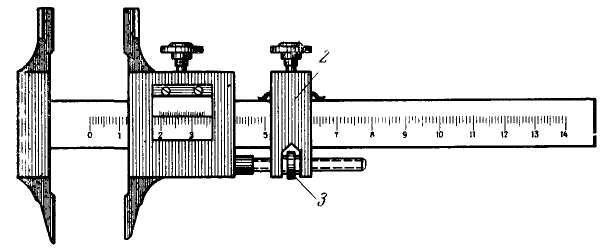
Штангенглубиномер применяется для измерения глубины отверстий, пазов, углублений, канавок и т. п. Штангенрейсмус с нониусом применяется для измерения высоты деталей, установленных на контрольных плитках. Штангенрейсмусы изготовляют с точностью по нониусу ±0,1; 0,05 и 0,02 мм. Штангензубомер применяется для измерения толщины зубьев шестерен и реек. Точность измерения штангензубомером 0,02 мм. Микрометр (рис. 5.3) применяется для точных измерений наружных поверхностей (длины, толщины, диаметра изделий и т. п.). Увеличение пределов измерений у микрометров сверх 300 мм осуществляется с помощью сменных или регулируемых пяток. Точность измерения 0,01 мм.
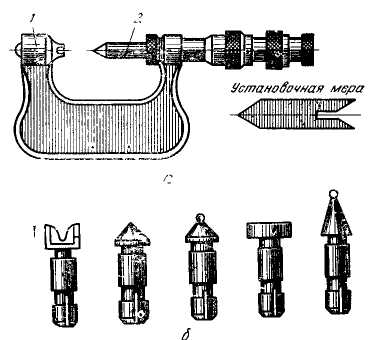
скоба; 2 - пятка; 3 - микрометрический винт. 4 - гайка, 5 - втулка; 6 - головка; 7 - наружная гильза Рис. 5.3. Микрометр Микрометрический нутромер, (штихмас) предназначен для точных измерений внутренних размеров изделий. Точность измерения микрометрического нутромера зависит от класса точности прибора и составляет 0,01 мм. Резьбовой микрометр со вставками (рис. 5.4, а) служит для измерения среднего диаметра метрической и дюймовой резьбы. На рис. 5.4, б изображены призматические, конические, плоские, шаровые вставки. Каждый микрометр снабжен набором таких вставок. Индикаторы предназначаются для относительного или сравнительного измерения и проверки отклонений формы и размеров изделия от установленных, а также взаимного расположения поверхностей детали. С помощью индикатора определяют прогиб, овальность, конусность изделия и разность диаметров. Кроме того, индикаторы применяются для проверки биения зубчатых колес, шкивов, шпинделей и других вращающихся деталей. Пределы измерения 0-3; 0-5; 0-10 мм. Цена деления шкалы и точность измерения индикатором 0,01 мм.
а - общий вид: 1 - пятка: 2 - шпиндель; б - вставки Рис. 5.4. Резьбовой микрометр
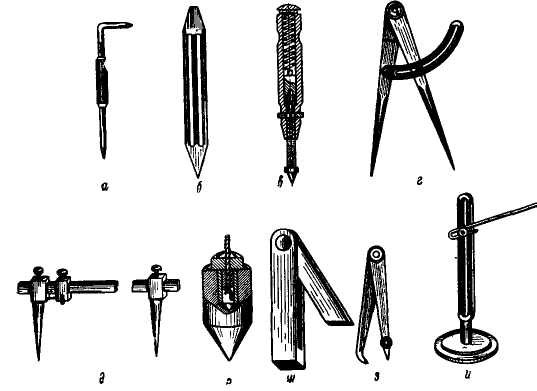
Транспортиры, угломеры, уровни. Наиболее распространенная конструкция транспортира представляет собой линейку и половину окружности, на которой нанесена шкала с ценой деления 1° или 30'. Угольник служит для проверки наружных и внутренних углов, а также проверки прямолинейности плоскостей. Универсальный угломер служит для измерения углов от 0 до 180°. Он представляет собой комбинацию малки и транспортира; им можно измерить любой угол с точностью до 2'. Универсальным угломером измеряют только обработанные поверхности. Уровни применяются для контроля горизонтальности и вертикальности расположения плоских и цилиндрических поверхностей при ремонте. Калибрами называются бесшкальные измерительные инструменты, предназначенные для проверки размеров, формы и взаимного расположения поверхностей деталей. Пробки резьбовые со вставками применяются для измерения внутренних цилиндрических резьб. Наружные цилиндрические нарезки измеряются при помощи резьбовых колец. Разметочный инструмент. При разметке применяется следующий инструмент: чертилка, кернер, циркуль, штангенциркуль, отвес, малка, центроискатель, рейсмус (рис. 5.5). Чертилка применяется для нанесения на заготовку линий и представляет собой отрезок стальной закаленной проволоки с заостренным концом.
а – чертилка; б-в - кернеры; г -циркуль; д - штангенциркуль; е - отвес; ж – малка; з - циркуль-центроискатель; и - рейсмус Рис. 5.5. Разметочный инструмент
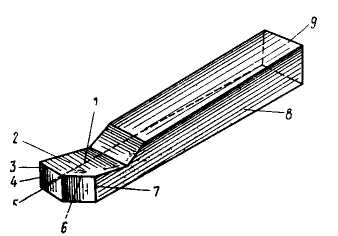
Кернер предназначен для нанесения на заготовки точек в виде небольших конических углублений. Рейсмус применяется для нанесения на разметочной заготовке горизонтальных линий, параллельных поверхности разметочной плиты. Штангенрейсмус служит для измерения высоты расположения пазов и других измерений деталей, установленных на контрольных плитах. Разметочный угольник применяется для нанесения на разметочной заготовке вертикальных линий. Циркуль-центроискатель применяется для нахождения центра на торцах круглых изделий. Разметочный циркуль применяется для нанесения размеров и окружностей. Режущий инструмент. С помощью режущего инструмента обрабатывают изделия на металлорежущих станках. Резцы. Резцом называется режущий инструмент с режущей кромкой, применяемый для получения наружных и внутренних поверхностей различной формы при двух совместных относительных движениях. Относительное движение различают: а) вращательное - детали или инструмента и поступательное - инструмента или детали; б) поступательное - инструмента или детали. Резец состоит из рабочей части с режущими кромками, называемой головкой, и стержня, или тела, предназначенного для закрепления резца (рис. 5.6). Тип резца выбирается в зависимости от типа станка, характера обработки, требуемой чистоты и качества обработки. Размеры резца выбираются в зависимости от размеров резцедержателя и мощности станка. Практически одним и тем же резцом пользуются для обработки различных поверхностей, поэтому выбирать резец следует таким образом, чтобы количество перестановок его было минимальным. Резцы изготовляют из углеродистой и быстрорежущей стали, из твердых сплавов, а также с керамическими пластинками.
1 - передняя грань; 2 – головка; 3 - вспомогательная кромка; 4 - задняя вспомогательная грань; 5 - главная вершина резца; 6 - главная кромка; 7 - задняя грань; 8 - опорная поверхность; 9 - тело Рис. 5.6. Элементы и углы резца
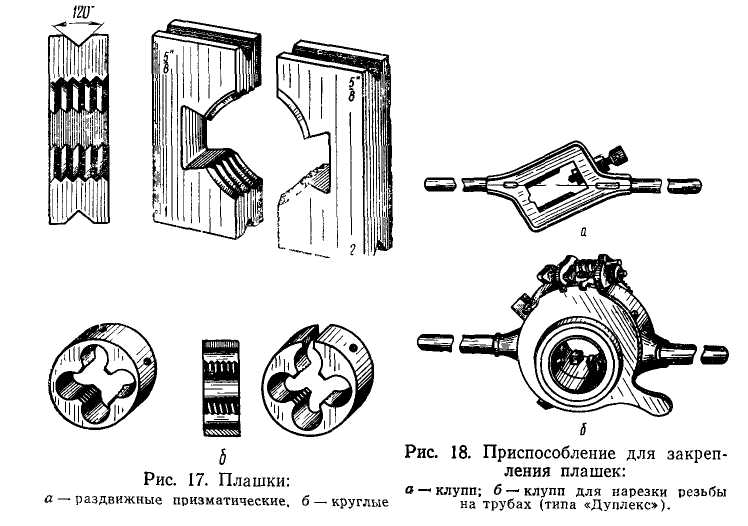
При выборе материала резца следует учитывать, что резцы из углеродистой стали при температуре 220-230° С утрачивают необходимую твердость и затупляются (садятся). Поэтому резцы из этой стали могут применяться лишь при малых скоростях резания. Резцы из быстрорежущей стали сохраняют твердость при нагреве не выше 570° С и поэтому могут работать при скоростях резания в несколько раз больших, чем резцы из углеродистой стали. Применение твердых сплавов, сохраняющих твердость при еще более высоком нагреве (примерно до 800° С), позволяет значительно повысить скорость резания - в 4-5 раз и более. Токарные резцы в зависимости от формы головки и ее положения относительно стержня делятся на прямые, отогнутые, изогнутые и с оттянутой головкой. По назначению токарные резцы делятся на проходные, подрезные, отрезные, расточные и фасонные. При скоростном резании применяют резцы с пластинками из твердых сплавов и алмазные резцы. Передние и задние углы затачиваются с учетом положения пластинки в державке после предварительной шлифовки опорной и задней поверхностей. Резцы для строгальных станков изготовляются обдирочные и чистовые. Так как строгальные резцы испытывают толчки, то поперечные сечения их в 1,25-1,5 раза больше, чем у токарных резцов, снимающих такую же стружку. Долбежные резцы разделяются на обдирочные, чистовые, прорезные. Сверлящий инструмент. К сверлящему инструменту относятся сверла, зенкеры, развертки, зенковки. Сверлом называется режущий инструмент, предназначенный для изготовления отверстий в сплошном материале. Сверла бывают перовые и спиральные. Перовые сверла изготовляются из углеродистой стали. В настоящее время на сахарных заводах применяются главным образом спиральные сверла. При правильном подборе сверла точность сверления доходит до 0,2 и даже до 0,1 мм. Зенкеры предназначены для обработки внутренних стенок отверстий или торцовых поверхностей. Зенкер прочнее спирального сверла, лучше направляется в отверстие и при применении его получается более чистая поверхность. Разверткой называется режущий инструмент, применяемый для обработки ранее просверленных отверстий с целью достижения точных размеров и чистой поверхности. Развертки бывают конические и цилиндрические. Наиболее широко используются цилиндрические машинные развертки с фрезерованными зубьями. Припуск на развертывание составляет 0,05-0,5 мм и зависит от диаметра отверстия. Точность развертывания 0,005-0,013 мм. Зенковки применяются для обработки выходной части отверстий, например, для выполнения конусных и цилиндрических углублений под потайные головки винтов, для обработки плоскостей у отверстий под шайбы или головки болтов и т. п. Резьбонарезной инструмент. Метчики - режущий инструмент, предназначенный для выполнения нарезки в отверстиях. Ручные метчики выпускаются в виде комплекта из трех штук. Для работы с механизированными инструментами пользуются главным образом машинными метчиками. Плашки (рис. 5.7) предназначаются для нарезания наружной резьбы путем навинчивания инструмента на деталь. При нарезании резьбы вручную плашки закрепляют в приспособлении, называемом клуппом (рис. 5.8). Для выполнения нарезки на трубах применяются плашки и клуппы специальной конструкции (см. рис. 5.8, б). Винтовальная доска применяется для нарезания резьбы небольших диаметров. Одной доской можно нарезать резьбу до 12 различных размеров. Для каждого размера имеется два отверстия.
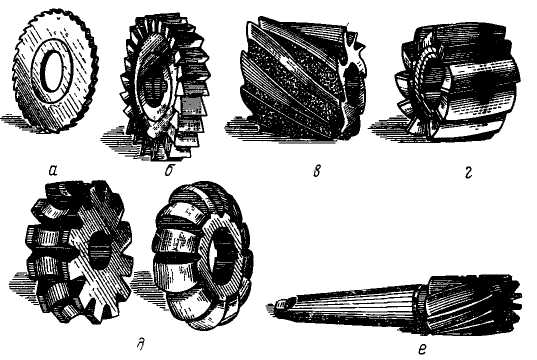
Фрезы (рис. 5.9) - это многорезцовый инструмент, резцы которого расположены по окружности на равном расстоянии один от другого. Каждый зуб фрезы представляет собой резец. Тип фрезы выбирается в зависимости от характера обработки, расположения и конфигурации обрабатываемой поверхности, материала детали и других показателей. Абразивный инструмент. К абразивным инструментам относят шкурки, бруски, шлифовальные круги. По своему строению абразивный инструмент представляет собой зерна абразивного материала, сцементированные каким-либо связующим веществом - связкой. Применяют керамическую, бакелитовую и вулканитовую связки. Абразивный инструмент различается по форме и размерам, роду и виду абразивного материала, номеру зернистости, роду связки, твердости и номеру структуры.
а - прорезная; б - дисковая; в - цилиндрическая; г - торцовая; д - фасонная; е - торцовая хвостовая. Рис.5.9. Фрезы
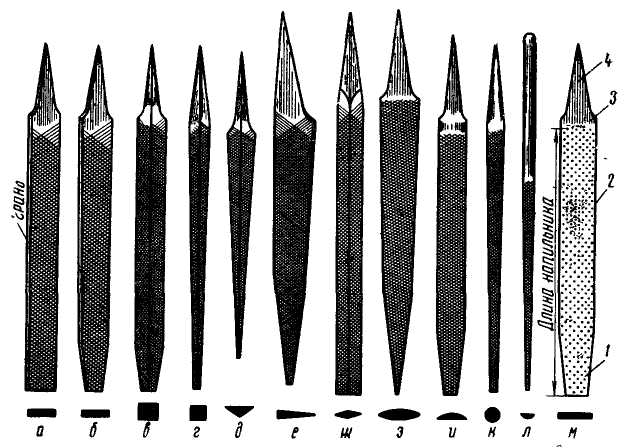
Шлифовальные круги подразделяются в зависимости от формы, состава, твердости, структуры, зернистости. На каждом шлифовальном круге обозначены наименование завода-изготовителя, размеры круга, твердость, зернистость, шлифующий материал, связка, рабочая скорость. Точность обработки шлифованием может быть доведена до 0,005 мм. Напильники. Напильниками называют металлорежущие инструменты с большим количеством насечек или нарезок, образующих очень мелкие лезвия, при помощи которых снимаются небольшие слои металла (рис. 5.10).
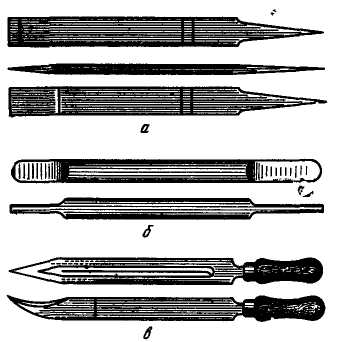
а - плоский тупоносый; б - плоский остроносый; в - брусовка; г –квадратный; д - трехгранный; е - ножевидный; ж - ромбический; з - овальный; и - полукруглый; к - круглый; л - надфиль полукруглый; м – рашпиль: 1 - нос; 2 - ребро; 3 - пятка; 4 - хвост Рис. 5.10. Напильники Шаберы. Шаберы (рис. 5.11) применяются для устранения небольших неровностей на плоских и цилиндрических поверхностях путем соскабливания весьма тонкого (около 0,005 мм) слоя металла. Для обработки металла применяются плоские одноконечные и двухконечные шаберы, для обработки криволинейных поверхностей - трехгранные изогнутые.
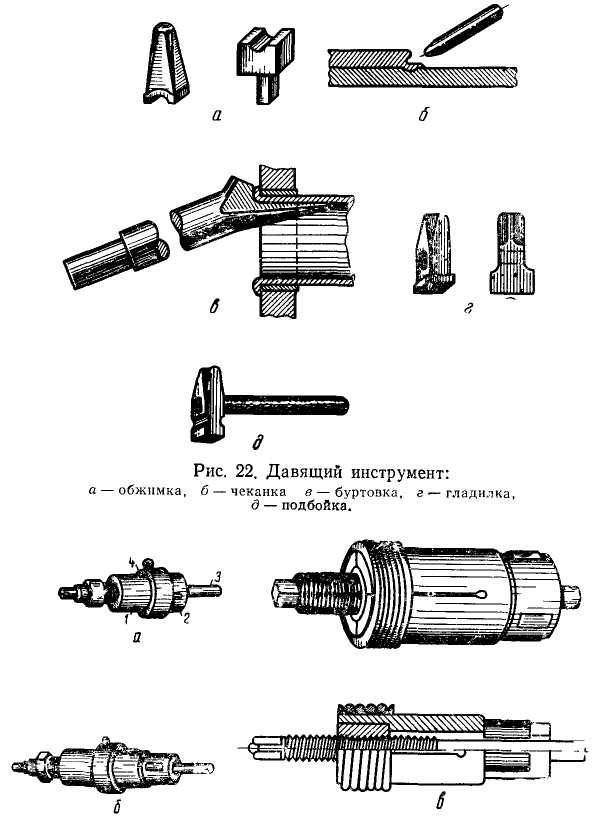
Для предварительного механического шабрения применяют пневматические шаберы. Давящий инструмент. Обжимка (рис. 5.12, а) предназначена для отделки круглых поверхностей. Оправка служит для оправки отверстий. Чеканка (рис. 5.12, б) применяется для уплотнения заклепочных швов и головок заклепок. Чеканка швов и заклепок - трудоемкая операция, поэтому ее необходимо механизировать путем применения пневматических и электромагнитных чеканных молотков. Буртовка (рис. 5.12, в) применяется для окончательной отбуртовки труб в трубной решетке. Бородки (пробойники) предназначены для пробивания отверстий в горячей поковке. Гладилка (рис. 5.12, г) применяется для выравнивания плоскостей поверхности поковки. Подбойка (5.12, д) применяется для выравнивания вогнутых поверхностей, для вытяжки и отделки галтелей. Вальцовка применяется для уплотнения труб, вставленных в отверстия трубной решетки или фланца путем раздачи конца труб изнутри. В зависимости от места установки труб применяются котельные или фланцевые вальцовки. На рис. 5.13, а показана самая распространенная одноступенчатая вальцовка. На рис. 5.13, б показана вальцовка с двумя ступенями, предназначаемая для уплотнения труб двух разных по диаметру размеров. В остальном она ничем не отличается от описанной выше. При ответственной развальцовке следует применять вальцовку с приспособлением для самовыключения при достижении максимально допускаемого давления роликов (см. рис. 5.13, в). Давление на ролики производит шпиндель, передвигающийся по нарезке внутри гайки, которая удерживается от вращения силой трения о стенки корпуса (цилиндра). Материалы, из которых изготовляются основные детали вальцовок, следующие: корпус - Ст. 5; крышка - Ст. 5; конус - Ст. 7 или ЭИ10; ролики - Ст. У7 или ЭИ10. Механизация вальцовочных работ может быть осуществлена при помощи электрической вальцовочной машинки.
а -одноступенчатая; 1 – корпус; 2 - ролики; 3 - шпиндель; 4 - упорная муфта; б - двухступеьчатая; в - автоматическая Рис. 5.13. Вальцовка
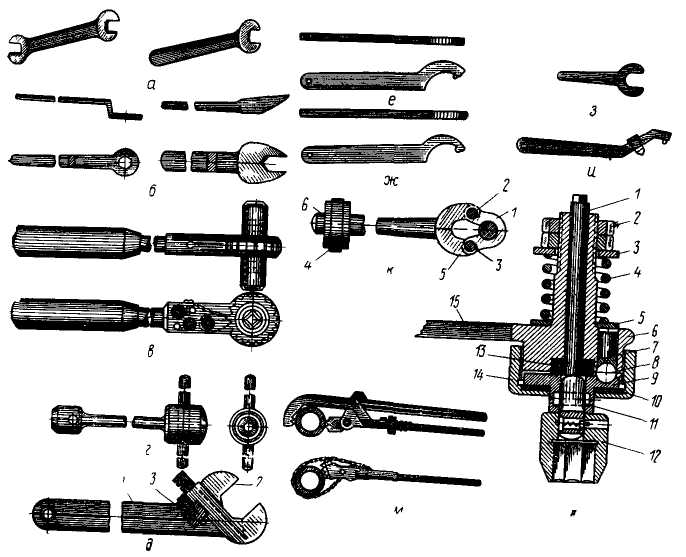
Скалывающий инструмент для ручной рубки металла и пробивки отверстий: слесарные и кузнечные зубила, крейцмейсели, бородки, пробойники. Слесарные зубила применяют при рубке металла, когда не требуется высокой точности обработки, и в случае, когда неудобно пользоваться другими инструментами. Крейцмейсели применяются при вырубке узких и глубоких канавок и шпоночных пазов. Они отличаются от слесарных зубил более узкими режущими кромками. Простейшим инструментом для пробивки отверстий в тонкой листовой стали служит слесарный бородок. Кроме бородков пользуются и другим нестандартизованным инструментом - пробойником. Ударный инструмент бывает ручным и механическим. К ручному инструменту относятся: слесарные молотки, кузнечный боевой молот, кувалда из красной меди, кувалда и ручник, клепальный молоток, кувалда из свинца, деревянный молоток. Молотки и кувалды служат для нанесения ударов при производстве работ непосредственно или через подставной инструмент. К механическому ударному инструменту относится пневматический молоток. Слесарные молотки являются наиболее распространенным ударным инструментом. Конструкции молотков бывают различные: с квадратным бойком, круглым бойком и др. Помимо обычных стальных молотков применяют мягкие молотки с вставками из красной меди или свинца. При изготовлении предметов из тонкого листового железа применяются молотки-киянки. Пневматический рубильный молоток предназначается для рубки металла. Кроме того, им же с успехом можно производить чеканку металла и клепку горячих заклепок диаметром до 12 мм. Если диаметры заклепки более 12 мм, тo клепка ведется с помощью клепального молотка. Клепальный молоток предназначается для клепки заклепок диаметром до 32 мм. По своей конструкции клепальные молотки принципиально ничем не отличаются от рубильных молотков. Рубильные молотки имеют меньшую мощность, чем клепальные; последние являются как бы продолжением ряда рубильных молотков. Инструмент для сборки резьбовых соединений. Особую группу ремонтного и монтажного инструмента составляет инструмент для сборки и разборки резьбовых соединений: гаечные ключи и трубные отвертки (рис. 5.14). Гаечные ключи по назначению различают простые, торцовые, рожковые, раздвижные, трубные клещи, специальные цепные, тарированные. Для завинчивания и отвинчивания шестигранных и квадратных гаек чаще всего пользуются односторонними и двусторонними гаечными ключами (рис. 5.14, а).
Рис. 5.14. Гаечные ключи
Двусторонние гаечные ключи более экономичны и удобны благодаря наличию двух головок, позволяющих без замены самого ключа применять его для болтов двух различных размеров. Материалом для изготовления ключей служит сталь 40Х или 40, а также хромованадиевая сталь 40ХВА, отличающаяся меньшим весом, большей прочностью и повышенной износоустойчивостью. Для работы в неудобных местах применяют специальные ключи разной формы (рис. 5.14, б). В местах, где размах рукоятки ключа очень мал, а также для гаек крупного размера применяют гаечный ключ с трещоткой (рис. 5.14, в). Для завинчивания гаек больших размеров применяют также ключи с двумя рукоятками. Когда головки гаек болтов и винтов мало выступают над поверхностью детали, применяют торцовые гаечные ключи (рис. 5.14, г). В тех случаях, когда обычным гаечным ключом пользоваться невозможно, применяют коловоротный гаечный ключ с шарнирной головкой. Применяются гаечные ключи с раздвижным зевом, так называемые разводные ключи. На рис. 5.14, д изображен стандартизованный разводной ключ. Он состоит из корпуса (рукоятка) 1, подвижной губки 2,червяка 3.Вращая червяк пальцем, раздвигают зев. Имеется шесть номеров ключей с наибольшей шириной зева 19, 30, 41 и 50 мм. Для круглых гаек, имеющих прорези или просверленные отверстия на боковой поверхности, применяют ключи с шипами (рис. 5.14, е, ж). Размер шипов должен быть выдержан с таким расчетом, чтобы зазор между ними и пазами гайки не превышал 0,2 мм. При расположении гнезд для шипов на торцовой поверхности гайки применяют ключ с двумя шипами (рис. 5.14, з) или универсальный (рис. 5.14, и). Шпильки завинчивают универсальным ключом (рис. 5.14, к), который состоит из гайки 1 с прорезью. На концах гайки и прорези установлены штифты 2 и 3. Рукоятка ключа заканчивается крюком, которым захватывается один из штифтов (в нашем примере штифт 2. При вращении рукоятки по часовой стрелке конец 5 ключа 4 нажимает на штифт 3 и тем самым сжимает гайку. Для вывинчивания шпильки 6 следует крюком захватывать штифт 3 и вращать рукоятку в противоположную сторону. Затягивание гаек с определенным усилием осуществляется с помощью тарировочного ключа (рис. 5.14, л). Ключ состоит из корпуса 6 с рукояткой 15, гайки 14, стержня 1 со сменной головкой 12, пружины 4, шарика 8, стальных шайб 3 и 5, гаек 2 и текстолитовых шайб 10 и 13. Вращение от рукоятки 15 передается посредством трех шариков 8 фланцу 9. Последний через шпильку 11 передает вращение стержню, нижний конец которого завинчивается квадратом. На квадрат надеваются сменные головки. В случае возникновения усилия, выше необходимого для завинчивания данной гайки, шарики будут выжаты из гнезд посредством деталей 7 и 5, сожмут пружину и ключ будет вращаться вхолостую. Усилие регулируется предварительным сжатием пружины посредством гаек 2. Применяют трубные клещи двух видов (рис. 5.14, м): винтовые различных номеров в зависимости от диаметра трубы (№ 1 - до 25 мм, № 2 - 38 мм, № 3 - 50 мм, № 4 - 75 мм; № 5 - 100 мм) и цепные, в которых захватывающим органом является втулочно-роликовая цепь. Отвертки служат для отвинчивания винтов и шурупов.
|
|||||||||
|
|
Последнее изменение этой страницы: 2016-08-06; просмотров: 2013; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.147.205.114 (0.011 с.) |