
Заглавная страница Избранные статьи Случайная статья Познавательные статьи Новые добавления Обратная связь FAQ Написать работу КАТЕГОРИИ: ТОП 10 на сайте Приготовление дезинфицирующих растворов различной концентрацииТехника нижней прямой подачи мяча. Франко-прусская война (причины и последствия) Организация работы процедурного кабинета Смысловое и механическое запоминание, их место и роль в усвоении знаний Коммуникативные барьеры и пути их преодоления Обработка изделий медицинского назначения многократного применения Образцы текста публицистического стиля Четыре типа изменения баланса Задачи с ответами для Всероссийской олимпиады по праву 
Мы поможем в написании ваших работ! ЗНАЕТЕ ЛИ ВЫ?
Влияние общества на человека
Приготовление дезинфицирующих растворов различной концентрации Практические работы по географии для 6 класса Организация работы процедурного кабинета Изменения в неживой природе осенью Уборка процедурного кабинета Сольфеджио. Все правила по сольфеджио Балочные системы. Определение реакций опор и моментов защемления |
Технические характеристики универсального станка СТУ-П2 для торцевания деталейСодержание книги
Похожие статьи вашей тематики
Поиск на нашем сайте
Наибольшие размеры заготовки, мм: ширина 320 толщина 105 Наибольший диаметр режущего инструмента, мм 315 Частота вращения режущего инструмента, мин-1 3600 Угол наклона пилы относительно стола, град 45...90 Скорость резания, м/с 59,4 Мощность электродвигателя, кВт 3,0 Частота переменного трехфазного тока, Гц 50 Напряжение силовых цепей, В 380 Габаритные размеры, мм: длина с опорами 1690 длина без опор 1000 ширина 1010 высота 1580 Масса станка, кг 320
Станки для поперечного распиливания оборудуют роликовым столом с направляющей линейкой и упором. Раскраивают доски и бруски по разметке или чаще всего по упорам. Они должны плотно прилегать к направляющей линейке. Сначала отпиливают концы досок или брусков, а затем их передвигают до упора и отпиливают отрезок заданной длины. Станок включают нажимом педали или кнопки, после чего пила автоматически производит поперечный распил. Иногда пильный суппорт перемещают вручную на материал. Припуски на торцевание деталей должны соответствовать требованиям, указанным в табл. 2.1. Таблица 2.1 Припуски при торцевании деталей с двух сторон на круглопильных станках
Примечание. Приведенные припуски действительны для получения деталей из заготовок. При получении деталей из пиломатериалов, одинаковых по длине, табличные значения припусков увеличиваются на 20 мм.
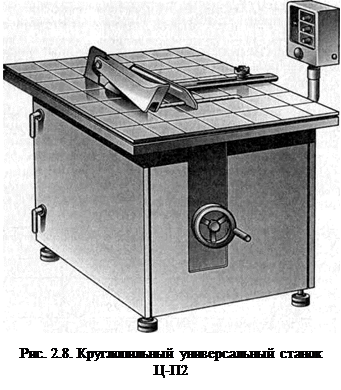
Для чистового торцевания заготовок используют двухпильные концеравнители Ц2К12-1, Ц2К20-1, Ц2К12Ф-1 и Ц2К20Ф-1. Обработку кромок щитов, рамок и коробок можно производить на двухпильном форматно-обрезном станке ЦФ-3. Для раскроя на заготовки древесных плит и фанеры применяются круглопильные многопильные станки: ЦТЗФ-1 (трехпильный), ЦТ4Ф (четырехпильный) и ЦТМФ (одиннадцатипильный с программным управлением). К станкам для продольного раскроя досок или их отрезков на требуемый размер по ширине заготовок относятся круглопильные станки ЦА-2А, ЦДК-3, ЦДК5-2, ЦМР-3 и др. Круглопильный универсальный станок Ц-П2 (рис. 2.8) предназначен для продольной Черновой и чистовой распиловки древесины в условиях небольших производств и мастерских. Направляющую линейку на столе станка ставят параллельно диску пилы на расстоянии от него, равном ширине заготовок. Для предотвращения заедания пилы в пропиле за пильным диском устанавливается расклинивающий нож. На станке работают двое рабочих — один подает доски в станок, а другой принимает их и укладывает в стопу. При раскрое необрезных досок первый рез делают на глаз, а при последующих резах их опиленную кромку прижимают к направляющей линейке. Для снижения шума в станке применена внутренняя облицовка шумопоглощающими материалами и установлены специальные виброопоры. Положение пилы регулируется маховиком в пределах 0... 130 мм. Пиление можно начинать только после того, как пила начнет работать с постоянной частотой вращения. Технические характеристики круглопильного универсального станка Ц-П2 Наибольшая толщина обрабатываемого материала, мм 130 Диаметр пилы, мм 400 Частота вращения пильного вала, мин-1 3000 Мощность электродвигателя, кВт 4,0 Габаритные размеры, мм: длина 1000 ширина 800 высота 800 Масса станка, кг 350
Пильный диск станка в целях безопасности рабочего оснащен защитным устройством. Рабочий должен находиться сбоку от подаваемого в станок материала. Пила перед работой должна быть тщательно осмотрена и хорошо закреплена на пильном валу. Короткие детали менее 500 мм должны подаваться в станок специальным толкателем. Работа на круглопильных станках с ручной подачей менее производительна и более опасна, чем с механической подачей. В настоящее время разработаны более совершенные модели круглопильных станков: ЦМЭ-ЗБ, ЦПА-40М, Ц6-2К, ЦРЛ и др., которые имеют большую производительность, удобнее при эксплуатации и имеют усовершенствованный дизайн. Ленточнопильные станки
Эти станки, например ЛС40-2, ЛС80-6, предназначены для прямолинейного и криволинейного распиливания досок и плитно-листовых материалов. В станках применяют специальные ленточные пилы, которые надевают на два узких шкива диаметром 400 или 800 мм. Нижний шкив станка является ведущим; он приводится во вращение от электродвигателя. Выпускают станки как с ручной подачей, так и с автоподатчиком. Продольно-фрезерные станки
На продольно-фрезерных станках заготовки обрабатывают методом продольного фрезерования (строгания) для создания базовых поверхностей и обработки в размер (по толщине и ширине) с двух или четырех боковых сторон. К таким станкам относятся: фуговальные, рейсмусовые и четырехсторонние. На фуговальных станках обрабатывают заготовки в заданный размер по толщине и ширине, для которых необходимы две базовые поверхности (ими являются пласть и кромка заготовки), а также заготовки для создания у них базовых поверхностей. На предприятиях с индивидуальным производством и в учебных мастерских применяют фуговальные станки СФ4-1Б и СФ6-1А. Фуговальные станки предназначены для прямолинейного одностороннего строгания заготовок древесины по плоскости и снятия фасок под углом 45°.
|
|||||||||||||||||
|
|
Последнее изменение этой страницы: 2016-04-19; просмотров: 1244; Нарушение авторского права страницы; Мы поможем в написании вашей работы! infopedia.su Все материалы представленные на сайте исключительно с целью ознакомления читателями и не преследуют коммерческих целей или нарушение авторских прав. Обратная связь - 3.23.103.14 (0.008 с.) |

 При работе на круглопильных станках для торцевания пила должна быть тщательно подготовлена, правильно установлена, надежно закреплена и защищена ограждением. Рабочему нельзя стоять вблизи пилы, против направления ее вращения, а чуть в стороне. Подавать пиломатериалы для раскроя нужно при нахождении пилы в ее исходном положении. Не следует допускать выхода пилы за передний край стола.
При работе на круглопильных станках для торцевания пила должна быть тщательно подготовлена, правильно установлена, надежно закреплена и защищена ограждением. Рабочему нельзя стоять вблизи пилы, против направления ее вращения, а чуть в стороне. Подавать пиломатериалы для раскроя нужно при нахождении пилы в ее исходном положении. Не следует допускать выхода пилы за передний край стола.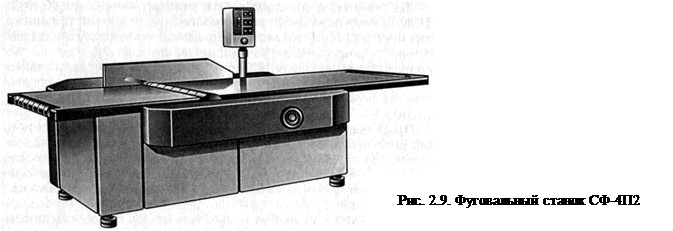 На рис. 2.9 изображен фуговальный станок СФ-4П2 для прямолинейного строгания досок шириной до 400 мм из древесины различных пород. Передвижной упор у данной модели может быть зафиксирован в любом положении в зависимости от ширины доски и позволяет обрабатывать кромки под углом 45... 90°.
На рис. 2.9 изображен фуговальный станок СФ-4П2 для прямолинейного строгания досок шириной до 400 мм из древесины различных пород. Передвижной упор у данной модели может быть зафиксирован в любом положении в зависимости от ширины доски и позволяет обрабатывать кромки под углом 45... 90°.


